Сварочный инвертор – это устоявшееся обиходное название сварочных аппаратов, использующих в качестве источника тока инверторный преобразователь. Такие устройства применяют для различных технологий электродуговой сварки: MMA (ручная покрытыми электродами), TIG (аргонодуговая) и MIG/MAG (в инертной или активной газовой среде). Как правило, все сварочные инверторы MIG/MAG и TIG также могут выполнять сварку MMA. Кроме того, ведущие производители выпускают комбинированные установки, в которых объединены все три типа.
Все эти технологии были разработаны для разных видов сварочных работ и соединения разнообразных металлов и их сплавов. Прежде чем приступить к выбору сварочного аппарата, нужно ответить на два вопроса: какие виды сварки предполагается выполнять и в каких условиях он будет работать. Сейчас на рынке предлагается огромное количество моделей как бытового, так и производственного сварочного оборудования с самым широким диапазоном технических характеристик. Понять, какая из них лучше и какой фирме-производителю отдать предпочтение, очень непросто. Единственный выход в такой ситуации — самостоятельно разобраться с основами сварочных технологий и принципами работы современного оборудования.
Что такое сварочный преобразователь?
Многие новички знают лишь об инверторном или полуавтоматическом сварочном оборудовании, не подозревая о существовании других типов аппаратов. А ведь на рынке все еще можно найти и классический трансформатор, и выпрямитель, и сварочный генератор и сварочный агрегат. Помимо них также есть сварочный преобразователь, который нечасто используется в современной сварке. Тем не менее, не лишним будет знать о существовании такого оборудования.
В этой статье мы подробно расскажем, что такое сварочный преобразователь, какого его назначение и устройство. Также мы ответим на частый вопрос, чем отличаются сварочные преобразователи и агрегаты, они же генераторы.
Общая информация
Сварочный преобразователь — это тип сварочного оборудования, который состоит из двух компонентов: электродвигателя и сварочного генератора. Типичный представитель – преобразователь сварочный ПСО 500.
Устройство сварочного преобразователя очень простое. Как мы уже упомянули выше, основные компоненты – это генератор и электродвигатель. Электродвигатель работает на переменном токе, а генератор – на постоянном. Принцип работы заключается в преобразовании переменного тока от двигателя в постоянный ток путем механического вращения вала генератора. Вал вращается на вручную, а благодаря процессу преобразования электрической энергии.
Из-за необходимости механического вращения такое сварочное оборудование менее надежно по сравнению с выпрямителями, например. Также по сравнению с выпрямителями КПД не настолько велик. Зато сварочный преобразователь практически не чувствителен к нестабильному напряжению или к его просадкам. А в некоторых условиях (например, на стройплощадке) это один из важнейших факторов при выборе сварочного оборудования.
Как и в случае с трансформатором или выпрямителем, сварочный преобразователь не имеет отдельной простой кнопки или регулятора для изменения силы сварочного тока. Ток регулируется реостатом в цепи независимой обмотки.
Отличие от сварочного агрегата/генератора
Многие сварщики путают сварочные генераторы и преобразователи. Эти типы сварочного оборудования очень похожи между собой, у них схожее строение и принцип действия. Но отличия все же есть. Из них самое главное отличие – это тип двигателя, использующегося для генерирования тока.
У преобразователя это электродвигатель, соответственно такую установку необходимо подключать к внешнему источнику электроэнергии. А у генератора это топливный двигатель (бензиновый или дизельный), поэтому такой аппарат можно использовать для сварки в полевых условиях где электричества нет.
Что собой представляет преобразователь?
Преобразователь для проведения сварочных работ — это комбинация нескольких устройств. Здесь используется связка электрического двигателя переменного тока и специальный сварочный аппарат с постоянным током. Процесс преобразования энергии выглядит следующим образом. Электрическая энергия, поступающая от сети переменного тока, воздействует на электродвигатель, заставляя вал вращаться, создавая механическую энергию за счет электрической. Это первая часть преобразования. Вторая часть работы сварочного преобразователя заключается в том, что во время вращения вала генератора, вырабатываемая механическая энергия будет создавать постоянный электрический ток.
Однако сразу стоит отметить, что использование таких устройств не слишком популярно, так как коэффициент полезного действия их невелик. К тому же, в двигателе имеются вращающиеся части, что делает его использование не очень удобным.
Разновидности
Существует множество разновидностей сварочных преобразователей. Мы разделили их на несколько групп.
Количеств сварочных постов
Сварочный преобразователь может быть как однопостовым, так и многопостовым. Однопостовой предназначен для питания только одной сварочной дуги. Это значит, что сварку сможет выполнять только один сварщик. Соответственно, от многопостовой установки сварку могут выполнять сразу несколько мастеров, что очень удобно на производстве.
У многопостового преобразователя много плюсов. К нему можно подсоединить сразу несколько сварочных кабелей и варить большим коллективом, при этом избежать больших расходов на ремонт и обслуживание, поскольку установка всего одна. Но КПД у многопостового преобразователя существенно меньше чем у однопостового. Так что выбор количества постов зависит от многих факторов.
Иногда бывает ситуация, когда однопостовой преобразователь – это лучший выбор по всем показателям, но его мощности может быть недостаточно. В таком случае можно параллельно подключить два преобразователя, предварительно настроить на них одинаковое напряжение холостого хода.
Способ установки и характеристики
Сварочный преобразователь может быть как стационарным, так и передвижным. Для стационарного применения необходимо предварительно залить фундамент, поскольку вес у преобразователя не маленький. Для более мобильного применения установку можно смонтировать на специальную раму с колесами.
Вольтамперные характеристики могут быть падающими, пологопадающими, жесткими, комбинированными.
Функциональность
Многие преобразователи универсальны и предназначены для разных типов сварки: от ручной дуговой до автоматической сварки под флюсом. Также преобразователю под силу сварка в среде защитного газа и автоматическая сварка. Все это возможно в том случае, если установка обладает комбинированными вольтамперными характеристиками и может обеспечить как жесткую, так и падающую характеристику.
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Сварочные инверторы Ресанта. Родина бренда — Латвия, производитель — Китай. Есть три линейки: САИ — модели с максимальным сварочным током от 140 А до 250 А, напряжение питания от 170 В до 250 В. Цена от 6,5 тыс руб за САИ 140, до 14 тыс. руб. за 250 амперную модель.
- САИ ПН — модели, работающие на пониженном напряжении — от 150 В. Цена от 11 тыс. руб. за 160 амперный агрегат, до 18-19 тыс. руб за мощность 250 ампер.
- САИ К — компактные модели, имеющие меньший вес и габариты, а характеристики как у САИ. По цене от 7,3 тыс. руб за 160 амперный аппарат, до 12 тыс. руб за 250 А.
Сварочные инверторы Ресанта линеек САИ, ПН (пониженное напряжение) и К (компактные) (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
- Бытовые модели ARS 165, ARS 205;
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В). Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр». Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки: «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении. FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Российские сварочные инверторы
Сварочных аппаратов, которые производятся в России, немного. Несколько лет назад появились инверторы «Торус», которые отвечают заявленным характеристикам и дают стабильную дугу. Что радует — длительная гарантия — 3 года. Такой срок встречается очень нечасто, так что это уже вселяет надежду на то, что работать все должно хорошо. Линеек две:
- Бытовые аппараты «Торус» — 165 , 175, 200, 210 (это мощность в амперах). Цена от 13 тыс. руб. за 165 амперную модель до 15 тыс руб. за более мощные — 200-210 ампер, ПВ на максимальном токе 60%.
- Профессиональная линейка Торус 235 Прима, 250 Экстра, Торус 255 Профи (от 17,3 тыс. руб до 20,5 тыс. руб), ПВ на максимальном токе 80%.
Заявленное питающее напряжение 165-242 В. Обратите внимание, сварочные кабели не входят в базовую комплектацию. Их нужно покупать отдельно.
Испытания сварочного инверторого аппарата Торус 250 смотрите на этом видео.
Выпускают в Росии и инверторные сварочники Inforce. Они относятся к категории профессиональных, есть всего две модели на 200 и 250 ампер. Работать могут как в режиме MMA так и TIG (горелка и баллоны с газом приобретаются отдельно). Регулировка тока плавная — от 50 до 200/250 ампер, соотношение работы/отдыха на максимальном токе — 60%. Цена инверторов Inforce 16-21 тыс, рублей.
В Нижнем Новгороде на предприятии «ЭлектроИнтел» выпускают инверторные сварочные аппараты Neon (Неон). Эта техника разработана для работы в суровых условиях: нормально варит при температуре от -40°С до +40°С. Аппараты универсальные — работаю тоже как в режиме ручной электродуговой сварки, так и в режиме TIG. Для аппаратов такого типа цена очень даже невысокая. Например, сварочный инвертор NEON (Неон) ВД 160 стоит 9,7 тыс. руб. Вторая модификация, которая может подойти для бытового использования (для строительства, например) Это NEON ВД 180 продается по цене 12,5 тыс. рублей. Аппараты имеют все сервисные функции и многоплатную структуру (более ремонтопригодные, чем одноплатные аналоги). Соотношение работы/отдыха ПВ на максимальном токе — 80% (измерялось при температуре +40°C).
Особенности и техника безопасности
Сварочный преобразователь– это сложный в применении аппарат. Он требует соблюдения правил и учета всех его особенностей. Мы дадим несколько рекомендаций касаемо эффективного и безопасного применения преобразователя.
Перед тем, как включить преобразователь, убедитесь, что корпус заземлен. Также проверьте, в каком состоянии щетки коллектора. До упора поверните штурвал реостата против часовой стрелки. Не забудьте на доске зажимов установить перемычку с учетом силы сварочного тока.
Зачастую преобразователи требуют 380 Вольт для питания, а это напряжение может быть опасно для вашего здоровья. Даже стандартные 220 Вольт способны привести к печальным последствиям. Поэтому ничем не закрывайте клеммы двигателя.
Напряжение на клеммах генератора не должно превышать 12 Вольт, если вы работаете в условиях с повышенной влажностью или температурой, в пыльном помещении или на токопроводящем полу. Но на практике ситуация обстоит сложнее, поскольку при работе преобразователя напряжение может свободно повышаться вплоть до 80 Вольт. Будьте осторожны. Пользуйтесь резиновым ковриком специальной обувью и перчатками.
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.
Устройство и сфера применение сварочного преобразователя
Специфическая разновидность сварочного аппарата, применяемая в основном в промышленности, а также в некоторых видах строительно-монтажных работ – это и есть сварочный преобразователь.
Он называется так потому, что преобразовывает переменный ток от бытовой или промышленной сети в постоянный ток, оптимально подходящий для большинства видов сварки.
Принцип действия
Несмотря на суть конечного результата — постоянный ток — преобразователь действует по совершенно иному принципу, чем выпрямитель или инвертор.
Его конструкция предполагает удлиненную цепочку прохождения энергии. Сначала переменный ток переходит в механическую энергию, а она в свою очередь преобразуется обратно в электрическую, но уже постоянного характера.
Конструктивно преобразователь состоит из электродвигателя, как правило, асинхронного, и генератора постоянного тока, объединенных в одном корпусе. Поскольку генератор, использующий принцип электромагнитной индукции, также вырабатывает переменный ток, в схеме присутствует коллектор, преобразующий его в постоянный.
Пример оборудования
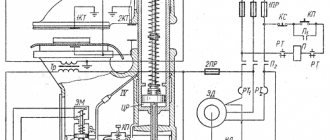
В качестве примера можно рассмотреть широко известный в профессиональных кругах сварочный преобразователь ПСО-500.
Он состоит из сигарообразного корпуса, на котором сверху закреплен блок с контрольной аппаратурой, управляющими элементами (пакетным выключателем и реостатным регулятором) и контактами для подключения электродов, а внутри на одном вращающемся валу смонтированы асинхронный двигатель и генератор, разделенные вентилятором охлаждения.
Прямая электрическая связь между генератором и двигателем отсутствует. Двигатель, запускаемый от питающей сети, начинает с высокой скоростью вращать вал, с которым связан его ротор.
На этот вал насажен и якорь генератора. В результате вращения якоря в его обмотках индуцируется переменный ток, который коллектором преобразуется в постоянный и подается на сварочные клеммы.
ПСО-500 относится к однопостовым сварочным преобразователям мобильного типа. Он смонтирован на трехколесной тележке. Величина сварного тока, выдаваемого ПСО-500, может достигать 300 или 500 А — в зависимости от перемычки, соединяющей одну из клемм с последовательной обмоткой генератора.
Выходной ток регулируется вручную, с помощью верньера, связанного с реостатом (устройством изменения сопротивления). Контроль тока производится по встроенному амперметру.
Числовой индекс в маркировке — 350, 500, 800, 1000 — означает максимальный постоянный ток, на работу с которым рассчитан данный преобразователь. Некоторые модели с помощью верньера могут быть настроены так, чтобы выдавать сварочный ток больше номинального, но работа в таком режиме чревато перегревом и быстрым выходом аппарата из строя.
Достоинства
Как и любое другое оборудование, сварочные преобразователи (которые исторически появились гораздо раньше инверторов) имеют определенные преимущества, и одновременно несут ряд определенных неудобств. К их достоинствам можно отнести:
- большой сварочный ток — у некоторых моделей, в частности, ПСО-500 и ПСГ-500, он доходит до 500 А, есть и более мощные устройства;
- неприхотливость в работе;
- нечувствительность к перепадам входного напряжения;
- сравнительно высокая надежность при квалифицированном обслуживании;
- хорошая ремонтопригодность, удобство сервисного обслуживания.
Током, который способны выдавать эти устройства, можно варить очень толстые швы, порядка 10-30 мм. Это еще одно важное преимущество, благодаря которому используют сварочные преобразователи.
Недостатки
Однако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
- большие габариты и масса (она может доходить до полутонны и выше);
- низкий КПД;
- повышенная электрическая опасность;
- шумность работы;
- необходимость в сервисном обслуживании.
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения.
Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал.
Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Под повышенной электрической опасностью имеется в виду тот факт, что перед началом сварочных работ преобразователь обязательно должен быть заземлен, подключение его к сети по правилам должно проводиться только электриком.
Классификация
Сварочные преобразователи классифицируются по различным параметрам. В том числе по количеству сварочных постов (одно- и многопостовые) и по типу привода (от электродвигателя либо, например, от двигателя внутреннего сгорания). По конструктивному исполнению они могут быть стационарными и передвижными, в одинарном или сдвоенном корпусе.
Преобразователи также отличаются по форме выходной характеристики. Для многих видов работ решающее значение имеет именно эта классификация. По форме выходной характеристики сварочные преобразователи разделяют на устройства, выдающие падающую либо жесткую характеристику (последние также способны выдавать пологопадающую).
Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Принцип действия устройства
Можно отметить, что сварочный преобразователь — это специфическая разновидность обыкновенного сварочного аппарата. Если коротко сказать о конструкции этого оборудования, то оно примерно следующее. Имеется две основных части — это электродвигатель, который чаще всего является асинхронным, а также генератор постоянного тока. Особенностью является то, что оба эти устройства объединены в один корпус. Также важно обратить внимание на то, что в схеме имеется коллектор. Так как работа генератора основана на электромагнитной индукции, то он будет производить переменный ток, который и будет преобразовываться в постоянный при помощи коллектора.
Если говорить о принципе работы сварочного преобразователя, то не стоит путать его с такими приборами, как выпрямитель или инвертор. Конечный результат у всех трех устройств одинаковый, но вот суть их работы сильно отличается. Наибольшее отличие заключается в том, что в преобразователе осуществляется более длинная цепочка преобразования. Так как переменный ток сначала преобразуется в механическую энергию и лишь потом в постоянный ток.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.
Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Внутреннее устройство агрегата
Если вдаваться в подробности устройства и конструкции, а также принципов работы сварочного преобразователя, то все это выглядит следующим образом.
Так как во время работы устройства оно нагревается, на валу между генератором и электродвигателем, крепится вентилятор, чтобы охлаждать преобразователь. Электромагнитные части генератора, то есть его полюса и якорь выполняются из тонких листов стали электротехнической марки. На магнитах полюсов располагаются такие элементы, как катушки с обмотками. Якорь же, в свою очередь, имеет продольные пазы, в которые укладывается изолированная обмотка. Концы данной обмотки припаиваются к пластинам коллектора. Также у данного устройства имеется пускорегулирующая аппаратура и амперметр. Оба прибора располагаются в коробке.
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Источник
Характеристики и критерии выбора инвертора
При выборе сварочного аппарата с инвертором в первую очередь необходимо определиться с предполагаемой предельной толщиной и видами свариваемого материала. От этих параметров напрямую зависит мощность и сварочный ток будущего приобретения, а также его цена. В таблице ниже указаны ориентировочные значения минимальных и максимальных токов для различных толщин деталей из конструкционной стали. Для других видов стали и цветных металлов эти значения будут иными, поэтому, если предполагается сваривать нержавейку или сплавы алюминия, необходимо уточнить токовые параметры для этих материалов.
| Толщина металла (мм) | 1÷2 | 2÷3 | 2÷3 | 3÷4 | 4÷6 | 6÷8 |
| Диаметр электрода (мм) | 1,6 | 2 | 2,5 | 3 | 4 | 5 |
| Сварочный ток (А) | 25÷50 | 40÷80 | 60÷100 | 80÷160 | 120÷200 | 180÷250 |
Основные характеристики сварочного инвертора, которые указывают в своих каталогах все производители данного оборудования:
- параметры входного напряжения;
- мощность;
- продолжительность включения (ПВ);
- предельные значения тока сварки (мин./макс.);
- напряжение холостого хода;
- рекомендуемый диаметр электрода;
- рабочий диапазон температур;
- класс защиты;
- вес и размер.
При приобретении сварочного инвертора надо учитывать, что он, как и любое производственное оборудование, не вечен. Даже при условии качественного изготовления и надежных комплектующих срок службы такого аппарата до полного списания составляет 7–10 лет, а время наработки на отказ — несколько тысяч часов.
Входное напряжение
Сварочные инверторы запитываются однофазным или трехфазным напряжением 220 и 380 В. Как правило, в качестве источника выступает электрическая сеть, но также существуют мобильные устройства с питанием от бензогенератора. При выборе аппарата для использования в бытовых условиях или в небольших мастерских один из ключевых критериев — это максимальный потребляемый ток, который должен соответствовать возможностям электросети квартиры, дачи, гаража или производственного помещения.
Но приобретение сварочного инвертора, потребляемый ток которого соответствует нормативам электросети, вовсе не гарантирует того, что при его работе не возникнет проблем с питающим напряжением. Мощности источников таких объектов, как гаражные и дачные кооперативы, ограничены возможностями их подстанций, поэтому при коллективном включении высокой нагрузки напряжение может «проседать» до 150÷180 В. В этом случае необходимо выбирать аппарат с возможностью работы на пониженном напряжении.
Сварочный ток
Производители указывают величину максимального и номинального сварочного тока исходя из предельно допустимой температуры нагрева электронных компонентов инвертора. Но реальный температурный режим отличается от нормативного, т. к. во многом зависит от условий эксплуатации: температуры воздуха, влажности, запыленности. Поэтому лучше выбирать рабочий ток с запасом: как минимум на 15÷20% выше потребного.
Для исключения перегрева сварку тонкого листового проката, а также ряда металлов и сплавов требуется выполнять на небольших токах. Поэтому, если предполагаются работы с такими материалами, необходимо обратить внимание на величину минимального сварочного тока. Еще один важный показатель технологических качеств инвертора — это кратность регулирования тока сварки (соотношение значений max/min). Для режима MMA этот параметр обычно лежит в интервале 3÷5. Чем выше его значение, тем шире возможности при выполнении сварки.
Напряжение холостого хода
При повышении напряжения холостого хода значительно облегчается процесс поджига дуги, а сама она становится эластичнее и стабильнее. Однако при этом растут габариты оборудования и понижается коэффициент мощности. Еще одно негативное последствие такого варианта — возрастание риска поражения электрическим током.
С уменьшением сварочного тока дуга становится нестабильной, поэтому в современных инверторах предусмотрено автоматическое повышение напряжения холостого хода на малых токах и понижение его при приближении к максимальным значениям. Оптимальным для сварки MMA является значение 60÷85 В (в зависимости от величины максимального тока).
Режим работы на максимальном токе
В паспортах всех инверторов в качестве одной из основных характеристик всегда указывается режим эксплуатации, который выражен в виде нормативного отношения времени выполнения сварки к общей длительности технологической операции. При этом производители используют разные названия этого параметра: продолжительность нагружения (ПН) и продолжительность включения (ПВ). Отличие ПВ от ПН в том, что в первом случае подразумевается полное отключение инвертора от сети во время паузы между операциями сварки, а во втором — что инвертор продолжает выдавать напряжение холостого хода.
Чаще всего все-таки приводится ПВ, которое равно отношению времени работы на номинальном токе к общей продолжительности сварочного цикла. По международным стандартам, циклом считается интервал в 10 минут, т. е. если ПВ=40%, то через каждые 4 минуты сварки инвертор должен 6 минут находиться на холостом ходу. Некоторые производители в паспортах оборудования указывают ПВ для нескольких значений нагрузки. Вот один из таких примеров для инвертора с максимальным током 160 А: 40% — 160 А, 60% — 135 А, 100% — 105 А. На первый взгляд может показаться, что 40% — это очень маленькое значение. Но на самом деле технологический процесс, кроме самой сварки, включает в себя ряд подготовительно-заключительных и вспомогательных операций, которые как раз и занимают большую часть времени сварочного цикла.
Полезные дополнительные функции
Большинство современных сварочных инверторов оснащено дополнительными рабочими функциями, многие из которых уже стали стандартными для этого вида оборудования. Среди них самые распространенные:
- Ограничение напряжения холостого хода. Этот режим направлен на повышение безопасности труда и обязателен при работе в условиях повышенной влажности, атмосферных осадков и внутри металлических емкостей. До начала сварки напряжение холостого хода составляет не более 12 В, а при касании электродом металла мгновенно возрастает до номинального значения. По окончании сварки напряжение снова снижается до 12 В.
- Горячий пуск (Hot start). Для облегчения зажигания дуги при начале сварки инвертор на короткий период (0.5÷3 с) выдает импульс тока, превышающий установленное на аппарате значение в полтора-два раза. Эта функция также способствует улучшению качества начальной части сварочного шва.
- Защита от прилипания (Anti stick). При возникновении короткого замыкания через 0,5÷1 секунду на непродолжительный период снижается, а затем снова восстанавливается ток дуги.
- Форсаж дуги (Arc Force). С помощью данной функции происходит восстановление режима капельного переноса металла электрода в сварочную ванну. Сплошной поток металла разрушается последовательностью коротких импульсов повышенной мощности.
Вершиной функционального развития инверторных технологий является система синергического управления, которая способна самостоятельно выбирать нужную программу по заданным параметрам и адаптивно управлять сварочным процессом в течение всего производственного цикла.
Принцип работы и устройство сварочного инвертора
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.
Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
Сварочный инвертор без защитного кожуха
Определяемся с характеристиками
Выбрать ценовую категорию — это хорошо, но нужно еще и технические характеристики подобрать. Сначала определимся с электропитанием. Если вы выбираете агрегат для частного использования в доме или на даче, скорее всего, вас больше устроит питание от сети 220 В. Сварочные инверторы есть и от 380 В, но вряд ли дома у кого-то есть такие источники. А если есть — выбирайте трехфазные инверторы. Их намного меньше, но они тоже есть.
Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
| 1,5 мм | 1,2 — 2,0 мм | 30 — 75 А |
| 2,0 мм | 1,5 — 3,0 мм | 40 — 100 А |
| 2,5 мм | 1,5 — 5,0 мм | 50 — 120 А |
| 3,0 мм | 2,0 — 12,0 мм | 100 — 150 А |
| 4,0 мм | 4,0 — 20, мм | 120 — 200 А |
| 5,0 мм | 10 — 40 мм | 170 — 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон, без которой начинающему сварщику будет тяжело).
Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика. Новичкам в сварочном деле рекомендуют маску-хамелеон
Минимальный ток Imin нужен при сварке инвертором тонких металлов. Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
Напряжение холостого хода
Эта характеристика измеряется на включенном оборудовании без нагрузки. Обозначается как Uxx, единица измерения — Вольты (В). Она определяет, насколько легко будет зажигаться сварная дуга и насколько дуга будет стабильна. Диапазон значений — 40-90 В. Чем выше заявлено напряжение холостого хода, тем легче будет идти сварка.
Технические характеристики сварочного инвертора Fubag in 160. Напряжение холостого хода может быть описана так
Питающее напряжение
Как уже говорили, большая часть инверторов работает от сети 220 В. Но на российских сетях более-менее стабильное напряжение поддерживается только в крупных городах. В сельской местности напряжение в 190 В — это уже хорошо. Но инверторные сварочные аппараты тем и хороши, что они нетребовательны к питающему напряжению. Они спокойно варят при 180-190 В, а некоторые модели и при 150 В могут «тянуть» электрод 3 мм диаметром.
Если у вас в поселке напряжение низкое, обратите внимание на этот показатель. Он прописывается обычно просто как «напряжение» и через тире проставляют минимальное и максимальное значение: например 150-245 В. Иногда можно увидеть такую запись: 220 В +10%, -30%. Это значит, что нормально аппарат будет варить, если питающее напряжение будет находится в пределах от 154 В до 244 В (220 В — 30% = 154 В, и 220 В + 10% = 244 В).
Режим работы на максимальном токе
Если работать вам приходится на максимально возможном токе, то агрегату придется давать время остыть. То есть, какое-то время варите, какое-то время отдыхаете. Эти промежутки считаются на 10 минут, обозначается в технических данных как «ПВ на максимальном токе», измеряются в процентах — %.
Например, если в характеристике стоит ПВ на максимальном токе 40%, это значит, что из 10 минут 4 вы можете варить, а 6 будете ждать, пока аппарат остынет. Нормальными характеристиками считаются хотя-бы 50-60%, хорошими — 70% и выше.
Технические характеристики инверторной сварки ТОРУС-165 МАСТЕР (Torus 165 Master)
Учтите, что это требование касается только максимального тока, или близкого к нему. На средних или низких токах необходимости в принудительных остановках нет. Вам все равно придется время от времени менять электроды или положение, двигать деталь. Так что паузы будут.
Вот и все технические параметры, которые нужны. Теперь вы знаете, как выбрать сварочный инвертор по характеристикам. Но и это еще не все. Есть еще и дополнительные функции. Для новичков они могут быть очень полезны. А еще на выбор могут повлиять некоторые эксплуатационные моменты.
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
Пример принципиальной схемы инвертора (нажмите для увеличения)