Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом.
Условно параметры режима ручной дуговой электросварки можно разделить на два вида: основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относятся диаметр электрода, свойства и величину сварочного тока, напряжение дуги. К дополнительным параметрам относят положение шва на изделии, состав и толщину металла, скорость соединения изделия и покрытие электрода. Рассмотрим отдельно каждый из них.
Сварочный ток
Ток обладает определяющими свойствами: родом, полярностью и силой. По роду ток подразделяется на постоянный и переменный. Полярность бывает прямая и обратная.
Большинство сварных аппаратов работают на постоянном токе. Отличие постоянного тока от переменного в том, что постоянный ток не изменяются по направлению и по величине. Тем самым он обеспечивает стабильность горения дуги. Единственный минус постоянного тока в процессе соединения металлов – это возможность появления эффекта магнитного дутья. Оно возникает при соединении больших конструкций, когда постороннее магнитное поле (от намагниченных изделий) воздействует на магнитное поле дуги. Дуга в этом случае начинает «выбегать» за пределы области нахождения шва и стабильность горения резко снижается. С данным минусом можно бороться путем
- ограждения места работы специальными экранами, защищающими от «лишних» магнитных полей
- заземления свариваемых поверхностей
- определить возможные варианты для использования переменного тока
Плюс работы на постоянном токе – стабильно горящая дуга и возможность выбора полярности. Прямую полярность называет еще электрод-отрицательной, обратную — электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии — оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.
Величина силы тока определяется характеристиками конкретного сварочного аппарата. В современных моделях эти показатели указываются в инструкции. Если по каким-то причинам инструкция у вас отсутствует, тогда силу тока можно выбрать в зависимости от диаметра используемого электрода. Не допускается использование силы тока, которая больше подходящей конкретному электроду. В этом случае покрытие электрода, при каком осуществляется соединение, будет повреждено, дуга будет работать нестабильно. Использование слишком большого размера электрода также плохо влияет на процесс соединения металлов: плотность тока снижается, дуга «убегает», ее длина изменяется, сварной шов ровным и качественным не получается.
Выбор режима сварки
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
- Сила тока;
- Диаметр используемых электродов и длина сварочной дуги;
- Скорость сварки;
- Полярность (более подробно о том, что даёт обратная и прямая полярность, читайте здесь);
- Количество соединений.
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.
Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%. Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами. К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Диаметр электрода
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Утвержден Минтопэнерго России 14 марта 1996 года Минстроем России 20 мая 1996 года РУКОВОДЯЩИЙ ДОКУМЕНТСВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙМЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИПРОМЫШЛЕННЫХ ОБЪЕКТОВРД 34 15.132-96
Утвержден заместителем министра топлива и энергетики Российской Федерации
Ю.Н. Корсуном 14.03.96 и заместителем министра строительства Российской
Федерации С.И. Полтавцевым 20.05.96. Руководящий документ (РД) определяет организацию и технологию производства
сварочных работ при сооружении металлических конструкций зданий промышленных
объектов, а также объем, порядок контроля и нормы оценки качества сварных
соединений.
РД 34 15.132-96 охватывает следующие виды сварки: ручную дуговую штучными
электродами, механизированную (полуавтоматическую) сварку самозащитной
порошковой проволокой и в углекислом газе, автоматическую и механизированную под
флюсом. РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой
крупных строительных объектов. 1. ОБЩАЯ ЧАСТЬ
1.1. Назначение и область применения ____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. 1.1.1. Настоящий руководящий документ (РД) предназначен для персонала,
осуществляющего производство сборочных и сварочных работ при укрупнении и
монтаже металлоконструкций зданий промышленных объектов. Выполнение требований настоящего РД по организации и технологии сборки и
сварки металлоконструкций обеспечивает получение сварных соединений,
удовлетворяющих установленным нормативами показателям качества, с
минимальными затратами труда. РД является руководящим документом при разработке
проектов производства работ и другой технологической документации. 1.1.2. РД распространяется на ручную дуговую сварку штучными электродами,
механизированную (полуавтоматическую) сварку самозащитной порошковой
проволокой и в углекислом газе, автоматическую и механизированную сварку под
флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при
укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и
низколегированных сталей по ГОСТ 27772: фасонный прокат (уголки, двутавры, швеллеры) — из стали С235, С245, С255,
С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили — из стали С235, С245, С255,
С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие
им марки сталей по другим действующим стандартам приведены в Приложении 1.
РД действует совместно со следующими нормативно-техническими документами
(НТД): СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991. 1.1.4. В руководящем документе приведены основные положения по организации
сварочных работ на строительных площадках, указания о выборе сварочных
материалов и оборудования; требования, предъявляемые к сборке и сварке элементов
конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных
соединений. Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных
типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР ____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. 1.2.1. Сварка металлоконструкций зданий промышленных объектов должна
проводиться сварщиками, имеющими удостоверения на право производства
соответствующих сварочных работ, выданные им согласно требованиям «Правил
аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/кв. мм) и
более допускаются сварщики, имеющие удостоверение на право работ по сварке этих
сталей. К механизированным способам сварки допускаются сварщики-операторы,
прошедшие специальный курс теоретической и практической подготовки и сдавшие
испытания на право производства этих работ. Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю
квалификационную группу по электробезопасности. Кроме того, все сварщики должны
сдать испытания по противопожарным мероприятиям и технике безопасности. 1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен
перед допуском к работе независимо от наличия у него удостоверения на право
производства соответствующих работ сварить пробные (допускные) образцы. Сварка
пробных образцов должна проводиться в условиях, тождественных с теми, в которых
будет выполняться сварка конструкций. Конструкция и число пробных образцов устанавливаются руководителем
сварочных работ в зависимости от типов производственных соединений и
квалификации сварщика. Качество пробных сварных соединений определяется путем
визуального контроля на предмет определения сплошности и формирования шва, а при
необходимости (по усмотрению руководителя сварочных работ) — с помощью
неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам,
предусмотренным для таких же производственных соединений. Пробные соединения
должны быть идентичными или однотипными по отношению к тем
производственным соединениям, которые будет сваривать проверяемый сварщик.
Характеристика однотипных сварных соединений дана в «Правилах аттестации
сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в
удостоверении. В удостоверении должны быть перечислены марки сталей или группы
марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых
допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30 °С сварщик должен
предварительно сварить пробные стыковые образцы при температуре не выше
указанной. При удовлетворительных результатах механических испытаний пробных
образцов сварщик может быть допущен к сварке при температуре на 10 °С ниже
____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. температуры сварки пробных образцов. 1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее
документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и
операционному контролю допускаются ИТР, изучившие настоящий РД,
соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую
документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР
и их профессиональная подготовка по сварочному производству должны быть
проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР
проверяются не реже одного раза в три года. 1.2.6. К выполнению работ по контролю качества сварных соединений
допускаются контролеры, прошедшие специальную программу теоретического и
практического обучения и получившие удостоверение на право выполнения работ по
дефектоскопии сварных соединений соответствующим видом (способом) контроля.
Контролеры по физическим методам контроля должны аттестовываться в соответствии
с «Правилами аттестации специалистов неразрушающего контроля», утвержденными
Госгортехнадзором России 18.08.92. 1.2.7. Подготовку контролеров должны осуществлять специальные учебные
заведения или подразделения профессиональной подготовки (учебные комбинаты,
центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества
сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля
(ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости — по
типам сварных соединений, что должно быть указано в их удостоверениях. Каждый
контролер может быть допущен только к тем методам контроля, которые указаны в его
удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля)
свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ 1.3.1. При разработке проекта производства работ (ППР) по монтажу
металлоконструкций зданий должны быть учтены и отражены условия сборки
конструкций под сварку, сварка и контроль сварных соединений. В ППР должна быть заложена наиболее прогрессивная технология сборочно-
сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю
качества сварных соединений должны быть созданы все условия для соблюдения
правил техники безопасности и пожарной безопасности в соответствии с ____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. требованиями следующих нормативных документов: СНиП III-4-80. Техника безопасности в строительстве; ГОСТ 12.3.003. Система стандартов безопасности труда. Работы
электросварочные. Требования безопасности;
«Правил устройства электроустановок»; «Правил технической эксплуатации электроустановок потребителей»; «Правил техники безопасности при эксплуатации электроустановок
потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии» N 2191-80; «Санитарных правил при радиоизотопной дефектоскопии» N 1171-74; «Санитарных правил по сварке, наплавке и резке металлов» N 1009-73; «Правил пожарной безопасности при проведении сварочных и других огневых
работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных
работ. ППБ 05-86″.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна
обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования; использования сварочных материалов надлежащего качества, прошедших
соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий,
регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки; своевременного выполнения контроля качества готовых сварных соединений. 1.3.4. Применение основных материалов (листов, профильного проката) и
сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от
указанных в производственно-технологической документации (ПТД), может быть
допущено по совместному техническому решению организации — разработчика ПТД,
отраслевой специализированной организации и организации — производителя работ. 1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность
работ должны обеспечивать возможность применения наиболее прогрессивных
методов сварки. Для обеспечения надлежащего качества сварных соединений и
повышения производительности труда при выполнении работ по сборке, сварке и
____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. контролю качества сварных соединений следует руководствоваться положениями,
изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и
монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду: целесообразность применения механизированных способов сварки должна
подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной
сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой
проволокой может быть применена при укрупнении и монтаже металлоконструкций
для сварки швов в нижнем, наклонном и вертикальном положениях; механизированную (полуавтоматическую) сварку в углекислом газе (проволокой
сплошного сечения) следует использовать для укрупнительной и монтажной сварки
металлоконструкций в любом положении шва при условии защиты места сварки от
ветра. В случаях, где не может быть использована автоматическая и механизированная
сварка, должна применяться ручная дуговая сварка. 1.3.7. Численность инженерно-технических работников по сварке и наладчиков
оборудования для механизированной сварки на строительно-монтажной площадке
зависит от объема сварочных работ и числа работающих сварщиков. Она
устанавливается в соответствии с положением о службе сварки строительно-
монтажной организации. 1.3.8. Снабжение укрупнительной площадки и территории монтируемого или
реконструируемого здания электропитанием для целей сварки следует выполнять с
помощью разводок электросварочного тока на все участки укрупнительной площадки и
монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети
следует подбирать по данным табл. 1.1. При ручной дуговой сварке
электрододержатель соединяют со сварочной цепью гибким медным проводом с
резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо
выбирать в зависимости от сварочного тока: при токе до 100 А — не менее 16 кв. мм,
при 250 А — 25 кв. мм, при 300 А — 50 кв. мм. Длина гибкого провода должна быть не
менее 5 м. Таблица 1.1 ____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. СЕЧЕНИЕ ПРОВОДА ДЛЯ ПОДСОЕДИНЕНИЯ К СЕТИ ИСТОЧНИКОВ
СВАРОЧНОГО ТОКА
——————————T————————————¬ ¦ Максимальный сварочный ток ¦ Сечение медного провода, ¦ ¦ источника питания, А ¦ кв. мм, при напряжении сети, В ¦ ¦ +————-T———————+ ¦ ¦ 220 ¦ 380 ¦ +—————————-+————-+———————+ ¦ 300 ¦ 16 ¦ 10 ¦ ¦ 500 ¦ 35 ¦ 16 ¦ ¦ 1000 ¦ 70 ¦ 50 ¦ ¦ 2000 ¦ — ¦ 120 ¦ ¦ 4000 ¦ — ¦ 240 ¦ L—————————-+————-+———————- ———————————— Сечение алюминиевого провода должно быть в 1,5 раза больше. 1.3.10. При большом объеме сборочно-сварочных работ снабжение сборочных
площадок и сооружаемого здания кислородом и горючим газом для резки следует
осуществлять централизованным путем с помощью разводок от центра питания к
постам резки. Целесообразность применения централизованной системы питания
должна подтверждаться расчетом. Разводку кислорода и горючего газа по зданию крупного промышленного объекта
следует предусматривать в проекте как постоянную систему газоснабжения,
остающуюся после окончания строительства для выполнения ремонтных работ в
процессе эксплуатации объекта.
Централизованная разводка газа по стройплощадке выполняется как временное ____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. газоснабжение в соответствии с ППР. 1.3.11. В зависимости от местных условий в качестве горючего газа для резки
используется ацетилен, пропан-бутан или природный горючий газ. Ацетилен для резки
применяется лишь при значительной удаленности строительства от нефтеперегонных
заводов и трубопроводов природного газа, когда технически невозможно или
экономически нецелесообразно использовать пропан-бутан или природный газ. 1.3.12. Снабжение строительно-монтажных участков кислородом осуществляется
от собственных стационарных кислородных установок (типа КГН-30, 2КГ-30 и др.)
либо от газификационной станции, где жидкий кислород, доставляемый на объект в
железнодорожных или автомобильных цистернах, газифицируется и направляется по
газопроводу к рабочим местам или в кислородную рампу. Способ снабжения
кислородом зависит от местных условий и должен подтверждаться расчетом.
1.3.13. Снабжение сжиженным пропан-бутаном должно осуществляться с
помощью специальных автомобильных цистерн завода-поставщика. На строительно-
монтажных участках сооружаются подземные резервуары, где хранится пропан-бутан;
из резервуаров газифицированный пропан-бутан подается к местам потребления.
1.3.14. Проектирование, сооружение, испытание и эксплуатация трубопроводов
кислорода и горючих газов должны производиться в соответствии с «Правилами
безопасности в газовом хозяйстве» (Госгортехнадзор, 1992). 1.3.15. Свариваемые поверхности конструкции и рабочее место сварщика должны
быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь
вблизи рабочего места сварщика инвентарное помещение для обогрева, а при
температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке,
где температура должна быть выше 0 °С.
1.3.16. На каждом строительно-монтажном участке должен быть оборудован в
теплом отапливаемом помещении склад для хранения сварочного материала
(электродов, проволоки и флюса). В складе должна поддерживаться температура не
ниже 15 °С, при этом относительная влажность не должна быть более 50%.
Сварочные материалы должны храниться отдельно по маркам, партиям и
диаметрам в условиях, предохраняющих их от увлажнения и механических
повреждений. Сварочный флюс должен храниться в герметичной таре. В складе должны быть установлены печи для прокалки электродов, порошковой
проволоки и флюса, сушильные шкафы с температурой до 150 °С, обеспечивающие
суточную потребность участка в электродах и проволоке. 1.3.17. Прокаленные электроды и порошковую проволоку следует выдавать на
рабочее место в количестве, необходимом для работы сварщика в течение одной
____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. смены. При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/кв.
мм) электроды, взятые непосредственно из прокалочной или сушильной печи,
необходимо использовать в течение двух часов. Хранение и транспортировку прокаленных сварочных материалов необходимо
производить в закрытой таре: электроды — в специальных металлических пеналах, в
упаковке из водонепроницаемой бумаги или в герметизированной оболочке из
полиэтиленовой пленки, порошковую проволоку — в закрытых жестяных банках или в
упаковке из водонепроницаемой бумаги. 1.3.18. Очистка и намотка проволоки в кассеты для механизированных способов
сварки должны производиться на стационарном рабочем месте специально
выделенным для этого рабочим. Все кассеты с намотанной проволокой должны иметь
этикетки с указанием марки и диаметра проволоки.
1.3.19. Электросварщик для допуска к работе должен иметь на рабочем месте
следующий минимальный набор инвентаря и инструмента: защитный щиток или маску,
рукавицы, очки с прозрачными стеклами, молоток, зубило или крейцмессель для
отбивки шлака, стальную щетку, личное клеймо, ящик или сумку для электродов с
отделением для электродных огарков, соответствующие шаблоны для проверки
геометрии шва. Рабочее место сварщика должно быть заранее подготовлено, очищено
от посторонних предметов и освещено. 1.3.20. Сварку деталей из сталей с пределом текучести 345 МПа и более (С345 и
выше) следует выполнять без перерыва до заполнения хотя бы половины толщины
шва, или по всей его длине, или на участке длиной не менее 800 — 1000 мм (при длине
шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить
медленное и равномерное охлаждение стыка любыми доступными средствами
(например, обкладкой стыка листовым асбестом), а при возобновлении сварки стык
должен быть подогрет до температуры 120 — 160 °С. Не допускается никаких силовых воздействий на стык до окончания сварки. 1.3.21. Сваренный и зачищенный шов должен быть заклеймен сварщиком
присвоенным ему номером или знаком (клеймом). Клеймо проставляется на
расстоянии 40 — 60 мм от границы выполненного им (ими) шва сварного соединения:
одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в
начале и конце шва. Взамен постановки клейм допускается составление
исполнительных схем с подписями сварщиков.
1.3.22. При обнаружении в сварных соединениях в процессе сварки трещин или
других недопустимых дефектов сварщик обязан прекратить проведение работ на этом
сварном соединении и известить о случившемся мастера по сварке. 1.3.23. К сварке стыков разрешается приступать только после приемки мастером
по сварке или прорабом по монтажу собранных стыков, о чем производится отметка в
____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома. журнале сварочных работ. 2. ТРЕБОВАНИЯ К ОСНОВНЫМ МАТЕРИАЛАМ
2.1. Для сварных металлоконструкций зданий применяются углеродистые и
низколегированные стали в соответствии с ГОСТ 27772.
Химический состав и механические свойства основных марок сталей,
применяющихся для металлоконструкций зданий, приведены в Приложениях 2 и 3.
2.2. Поступающий на монтажный участок листовой и фасонный прокат должен
иметь сертификат завода-изготовителя с указанием химического состава и
механических свойств. 2.3. Входной контроль металла (листов, профильного проката) и конструктивных
элементов металлоконструкций зданий, поступающих на предприятие для
изготовления, укрупнения и монтажа, включает: проверку наличия сертификата или паспорта, полноты приведенных в нем
данных и соответствия этих данных требованиям стандарта, технических условий,
проектной или конструкторской документации; проверку наличия заводской маркировки и соответствия ее сертификатным или
паспортным данным;
осмотр металла и конструктивных элементов для выявления поверхностных
дефектов и повреждений, выводящих толщину металла за пределы минусовых
отклонений, регламентированных ГОСТ 19903 и ГОСТ 19904; осмотр и обмер (при наличии соответствующих указаний в ПТД) конструктивных
элементов (узлов, блоков, ферм, стропил и др.) для выявления деформаций,
нарушающих геометрические формы и размеры конструкций, оговоренных проектно-
конструкторской документацией.
2.4. При отсутствии сертификата или неполноте сертификатных данных
применение этого металла может быть допущено только после проведения
необходимых испытаний, подтверждающих соответствие металла всем требованиям
стандарта или технических условий.
2.5. Входной контроль основных материалов (металла и конструктивных
элементов) осуществляет организация — заказчик этих материалов. Результаты входного
контроля должны быть переданы организации, осуществляющей изготовление или
монтаж конструкций.
____________________________________________________________________________________
Не является официальным изданием предназначено для ознакомительных целей.
Бесплатно предоставляется клиентам — деревянные дома.
следующая страница >>
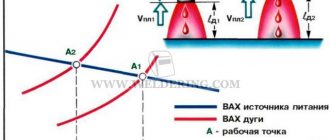
Режим в зависимости от напряжения дуги
Напряжением дуги связано с ее длиной. Обычно напряжение устанавливают в диапазоне 20-36 В. Оно увеличивается в процессе увеличения длины дуги. Длина дуги может быть короткая, средняя и длинная.
Длина дуги – это расстояние от кончика электрода до свариваемого металла. Для выполнения качественного соединения нужно обеспечить стабильный размер дуги. Считается, что для новичков проще поддерживать средний в значении размер дуги. Можно сделать качественный шов при короткой дуге, но для этого нужен опыт и профессионализм.
Скорость сварки при ручной электродуговой сварке
Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин. Очень медленная работа электродом позволяет расплавленному металлу растекаться, что сделает изделие некачественным. Также различными могут быть движения торца электрода (зигзаги, «ёлочки»).
Варианты направления электрода при сварке
Таким образом, выбор режима ручной дуговой сварки – это комплекс действий, направленных на поиск нужных параметров для соединения конкретного изделия. Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.