Arc welding modes (ARC) are a set of measures, indicators and parameters that must be maintained and observed for the correct implementation of a manual arc connection.
Manual arc welding modes can be defined as the conditions for the normal functioning of the process of joining parts under various circumstances. Depending on different parameter indicators, the correct choice of modes for a specific type of welding joint and the choice of welding mode in general is carried out. Conventionally, the parameters of the manual arc welding mode can be divided into two types: basic and additional. The main parameters of the welding mode for manual arc welding include the diameter of the electrode, the properties and magnitude of the welding current, and the arc voltage. Additional parameters include the position of the seam on the product, the composition and thickness of the metal, the speed of joining the product and the electrode coating. Let's consider each of them separately.
Welding current
Current has defining properties: type, polarity and strength. By type, current is divided into direct and alternating. Polarity can be direct or reverse.
Most welding machines operate on direct current. The difference between direct current and alternating current is that direct current does not change in direction or magnitude. Thus, it ensures the stability of the arc. The only disadvantage of direct current in the process of joining metals is the possibility of a magnetic blowing effect. It occurs when connecting large structures, when an extraneous magnetic field (from magnetized products) affects the magnetic field of the arc. In this case, the arc begins to “run out” beyond the area where the seam is located and combustion stability decreases sharply. This disadvantage can be combated by
- fencing the work area with special screens that protect from “extra” magnetic fields
- grounding of welded surfaces
- identify possible options for using alternating current
The advantage of working on direct current is a stable arc and the ability to select polarity. Direct polarity is also called electrode-negative, reverse polarity is also called electrode-positive. Reverse polarity occurs when the electrode is connected to the positive and the metal to the negative. With direct polarity, the opposite is true. The difference between the polarities is as follows. The laws of physics say that where the plus is connected, that element heats up more. Thus, with straight polarity, the metal product heats up more. This polarity should be used to join thick parts, since this process requires more melting of the metal to obtain a good weld. If direct polarity is used on a thin product, it will “burn” and the seam will turn out to be of poor quality. For thin metals, reverse polarity is carried out.
The amount of current is determined by the characteristics of a particular welding machine. In modern models, these indicators are indicated in the instructions. If for some reason you do not have instructions, then the current strength can be selected depending on the diameter of the electrode used. It is not allowed to use a current strength that is more suitable for a particular electrode. In this case, the electrode coating used to make the connection will be damaged and the arc will operate unstably. Using an electrode that is too large also has a bad effect on the process of joining metals: the current density decreases, the arc “runs away,” its length changes, and the weld does not turn out smooth and of high quality.
Welding mode selection
So, what factors influence the choice of one or another mode of manual arc welding. First of all, this is:
- Current strength;
- The diameter of the electrodes used and the length of the welding arc;
- Welding speed;
- Polarity (read more about what reverse and direct polarity does here);
- Number of connections.
The main criteria when choosing a mode for MMA welding, of course, is determined by the burning nature of the welding arc, the stability of which depends on how correctly the current strength is selected for some specific electrodes. The higher the current, the larger the diameter of the electrodes you can weld thick metal. In simple words, high currents ensure better arc burning and good heating of the metal.
You should know that when a seam is applied vertically, the current strength changes less than when applied horizontally, by about 15%. For ceiling seams, the value of the welding current will be even less, by about 20%. Very often, values regarding the current strength are on the packaging with electrodes. In addition, you can determine what current strength to set on the welding machine from the table below with the values.
Average welding current (A):
- Electrode diameter (1.6 mm) - electrode with rutile and basic coating (30-55 A) and (50-75 A);
- Electrode diameter (2 mm) - electrode with rutile and basic coating (40-70 A) and (60-100 A);
- Electrode diameter (2.5 mm) - electrode with rutile and basic coating (50-100 A) and (70-120 A);
- Electrode diameter (3 mm) - electrode with rutile and basic coating (80-130 A) and (110-150 A);
- Electrode diameter (4 mm) - electrode with rutile and basic coating (120-170 A) and (140-200 A);
In turn, in order to correctly determine the diameter of the electrode, it is necessary to take into account the thickness of the metal, the welding method and the geometric location of the seam. So, for example, for each electrode its own “own” current value is selected. If you greatly increase its performance, you can easily burn through the metal or, conversely, not achieve a high-quality and reliable weld.
Electrode diameter
Welding modes depend on the type of electrode. The choice of its diameter depends on the thickness of the metal and the position of the seam. For any thickness, seams in a vertical position, horizontal and ceiling seams are welded only with a diameter of 4 mm. If the seam is multilayer, then a 3 or 4 mm electrode is used to weld the first seam, and subsequent seams are corrected using a larger electrode.
The table below shows the parameters of manual arc welding with the ratio of current, metal thickness and electrode diameter.
| Workpiece thickness, mm | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Electrode thickness, mm | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Current strength, A | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Approved by the Ministry of Fuel and Energy of Russia on March 14, 1996 by the Ministry of Construction of Russia on May 20, 1996 GUIDANCE DOCUMENT WELDING AND QUALITY CONTROL OF WELDED JOINTS OF METAL STRUCTURES OF BUILDINGS DURING THE CONSTRUCTION OF INDUSTRIAL FACILITIES RD 34 15.132-96
Approved by Deputy Minister of Fuel and Energy of the Russian Federation
Yu.N. Korsun 03/14/96 and Deputy Minister of Construction of the Russian
Federation S.I. Poltavtsev 05.20.96. The governing document (RD) defines the organization and production technology
welding work in the construction of metal structures of industrial buildings
objects, as well as the volume, control procedure and standards for assessing the quality of welded
connections.
RD 34 15.132-96 covers the following types of welding: manual arc piece welding
electrodes, mechanized (semi-automatic) welding of self-protective
flux-cored wire and in carbon dioxide, automatic and mechanized
flux. RD 34 15.132-96 is designed for workers involved in welding and assembly
large construction projects. 1. GENERAL PART
1.1. Purpose and scope ____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. 1.1.1. This guidance document (GD) is intended for personnel
carrying out assembly and welding work during consolidation and
installation of metal structures of industrial buildings. Compliance with the requirements of this RD regarding the organization and technology of assembly and
welding of metal structures ensures the production of welded joints,
satisfying quality indicators established by standards, with
minimal labor costs. The RD is a guiding document for the development
work projects and other technological documentation. 1.1.2. RD applies to manual arc welding with stick electrodes,
mechanized (semi-automatic) welding of self-protective powder
wire and in carbon dioxide, automatic and mechanized welding under
flux in the conditions of the construction site.
1.1.3. This RD defines the technology of assembly and welding work during
consolidation and installation of metal structures made of carbon and
low-alloy steels in accordance with GOST 27772: shaped rolled products (angles, I-beams, channels) - from steel C235, C245, C255,
S275, S285, S345, S345K, S375;
sheet, universal rolled and bent profiles - from steel C235, C245, C255,
S275, S285, S345, S345K, S375, S390, S390K, S440.
Designation of steels according to GOST 27772 (by yield strength) and the corresponding
their steel grades according to other current standards are given in Appendix 1.
The RD operates in conjunction with the following regulatory and technical documents
(NTD): SNiP 3.03.01-87. Load-bearing and enclosing structures;
SNiP II-23-81*. Design standards. Steel structures. M., 1991. 1.1.4. The guidance document contains the main provisions for the organization
welding work on construction sites, instructions on the selection of welding
materials and equipment; requirements for assembly and welding of elements
structures, welding modes, control procedures and standards for assessing the quality of welded
connections. In addition, this RD provides recommendations on welding technology for individual
typical, most common units of steel structures.
1.2. Qualification requirements for welders, inspectors and engineers _____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. 1.2.1. Welding of metal structures of industrial buildings must
carried out by welders who have certificates for the right to manufacture
relevant welding works issued to them in accordance with the requirements of the "Rules
certification of welders”, approved by the Gosgortekhnadzor of Russia.
For welding structures made of steels with a yield strength of 390 MPa (40 kgf/sq. mm) and
Welders who have a certificate authorizing them to carry out welding work are more allowed
steels Welding operators are allowed to use mechanized welding methods,
have completed a special course of theoretical and practical training and passed
tests for the right to carry out these works. Welders of all specialties and qualifications must pass tests for the 2nd
qualification group on electrical safety. In addition, all welders must
pass fire and safety tests. 1.2.2. A welder starting welding for the first time in this organization must
before admission to work, regardless of whether he has a certificate of entitlement
during the relevant work, weld test (permissible) samples. Welding
test samples should be carried out under conditions identical to those in which
welding of structures will be performed. The design and number of test samples are established by the manager
welding work depending on the types of production connections and
welder qualifications. The quality of test welded joints is determined by
visual inspection to determine the continuity and formation of the seam, and when
necessary (at the discretion of the welding supervisor) - using
non-destructive physical testing methods.
The quality of test welded joints must be assessed according to the standards
provided for the same production connections. Test connections
must be identical or of the same type in relation to those
production joints that will be welded by the welder being tested.
Characteristics of welded joints of the same type are given in the “Rules for Certification
welders."
1.2.3. Welders are allowed to perform the types of work specified in
certificate The certificate must list steel grades or groups
steel grades in accordance with the “Rules for Certification of Welders”, for welding of which
welder allowed.
1.2.4. To weld at temperatures below minus 30 °C, the welder must
pre-weld test butt samples at a temperature not higher than
specified. With satisfactory results of mechanical tests of trial
samples, the welder can be allowed to weld at a temperature 10 °C lower
____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. welding temperatures of test samples. 1.2.5. Welding operations must be supervised by a person with
document on special education or training in the field of welding.
To the management of welding work, control of welded joints and
operational control is allowed to engineers who have studied this RD,
relevant SNiP, working drawings of products, production and technological
documentation (PDD) for welding and methodological instructions for control. Engineering knowledge
and their professional training in welding production must be
checked by a commission appointed by order of the head of the enterprise. Engineering knowledge
are checked at least once every three years. 1.2.6. To perform work on quality control of welded joints
inspectors who have completed a special program of theoretical and
practical training and received a certificate for the right to perform work on
flaw detection of welded joints with the appropriate type (method) of control.
Inspectors for physical control methods must be certified in accordance with
with the “Rules for certification of non-destructive testing specialists”, approved
Gosgortekhnadzor of Russia 08.18.92. 1.2.7. The training of inspectors should be carried out by special training
institutions or units of professional training (training centers,
centers, courses, etc.) of enterprises performing quality control work
welding and having a license to carry out such work.
The training of inspectors should be specialized in inspection methods
(ultrasonic flaw detection, radiography, etc.), and if necessary - according
types of welded joints, which must be indicated in their certificates. Every
the controller can only be allowed to use those control methods that are specified in his
certificate The controller who had a break in work (for this type of control)
over 6 months, must retake the exams in full.
1.3. Basic provisions for organizing welding work 1.3.1. When developing a work execution project (PPR) for installation
metal structures of buildings must be taken into account and assembly conditions reflected
structures for welding, welding and control of welded joints. The PPR should incorporate the most advanced assembly technology
welding works with an optimal level of mechanization.
1.3.2. When organizing and performing assembly, welding and control work
quality of welded joints, all conditions must be created to ensure compliance
safety and fire safety regulations in accordance with _____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. requirements of the following regulatory documents: SNiP III-4-80. Safety in construction; GOST 12.3.003. System of occupational safety standards. Works
electric welding Safety requirements;
“Rules for electrical installations”; “Rules for technical operation of consumer electrical installations”; “Safety rules for operating electrical installations
consumers";
“Sanitary rules for X-ray flaw detection” N 2191-80; “Sanitary rules for radioisotope flaw detection” N 1171-74; “Sanitary rules for welding, surfacing and cutting of metals” N 1009-73; "Fire safety rules when carrying out welding and other fire
work on national economic facilities";
"Fire safety rules in the production of construction and installation materials"
works PPB 05-86″.
1.3.3. The organization performing assembly and welding work must
ensure proper quality of welded joints by:
using proper equipment; use of welding materials of appropriate quality that have passed
appropriate control;
fulfillment of technological requirements for assembly and welding of products,
regulated PTD;
performing operational control of assembly and welding processes; timely implementation of quality control of finished welded joints. 1.3.4. Application of basic materials (sheets, rolled profiles) and
welding materials (electrodes, welding wire and fluxes) other than
specified in the production and technological documentation (PTD), may be
approved by a joint technical decision of the organization that developed the PDD,
industry specialized organization and organization that performs the work. 1.3.5. The order of assembly and enlargement of mounting blocks and sequence
works should provide the possibility of using the most progressive
welding methods. To ensure proper quality of welded joints and
increasing labor productivity when performing assembly, welding and
____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. quality control of welded joints should be guided by the provisions
set out in this section.
1.3.6. Method of welding metal structures at different stages of their enlargement and
installation must be determined by the work execution plan (WPP).
When choosing a welding method, you should keep in mind: the feasibility of using mechanized welding methods should
be confirmed by technical and economic calculations;
automatic submerged arc welding should be used for enlargement
assembly of structures for seams of considerable length;
mechanized (semi-automatic) welding of self-protective powder
wire can be used for enlargement and installation of metal structures
for welding seams in lower, inclined and vertical positions; mechanized (semi-automatic) welding in carbon dioxide (wire
solid section) should be used for enlargement and installation welding
metal structures in any position of the seam, provided that the welding site is protected from
wind. In cases where automatic and mechanized
welding, manual arc welding must be used. 1.3.7. Number of welding engineers and adjusters
equipment for mechanized welding at the construction site
depends on the volume of welding work and the number of welders working. She
is established in accordance with the regulations on the construction welding service
installation organization. 1.3.8. Supply of the enlargement site and the territory of the assembled or
the reconstructed building, the power supply for welding purposes should be carried out with
using electric welding current distributions to all areas of the enlargement site and
of the building being assembled.
1.3.9. Wire cross-section for connecting the welding power source to the network
should be selected according to the data in the table. 1.1. For manual arc welding
the electrode holder is connected to the welding circuit with a flexible copper wire with
rubber insulation of the PRD, PRI, KOG 1, KOG 2 brands, the cross-section of which is required
choose depending on the welding current: with a current of up to 100 A - at least 16 kW. mm,
at 250 A - 25 sq. mm, at 300 A - 50 sq. mm. The length of the flexible wire should not be
less than 5 m. Table 1.1 _____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. WIRE SECTION FOR CONNECTING WELDING
CURRENT
——————————T————————————¬ ¦ Maximum welding current ¦ Cross-section of copper wire, ¦ ¦ power source, A ¦ kV . mm, at mains voltage, V ¦ ¦ +————-T———————+ ¦ ¦ 220 ¦ 380 ¦ +—————————-+————-+—— —————+ ¦ 300 ¦ 16 ¦ 10 ¦ ¦ 500 ¦ 35 ¦ 16 ¦ ¦ 1000 ¦ 70 ¦ 50 ¦ ¦ 2000 ¦ — ¦ 120 ¦ ¦ 4000 ¦ — ¦ 240 ¦ L—————— —— —-+————-+———————- ———————————— The cross-section of the aluminum wire should be 1.5 times larger. 1.3.10. For large volumes of assembly and welding work, supply of assembly
sites and the building under construction, oxygen and flammable gas for cutting should be
carried out centrally using wiring from the power center to
cutting stations. The feasibility of using a centralized power system
must be confirmed by calculation. Distribution of oxygen and flammable gas throughout the building of a large industrial facility
should be included in the design as a permanent gas supply system,
remaining after completion of construction to carry out repair work in
during the operation of the facility.
Centralized gas distribution at the construction site is carried out as a temporary system _____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. gas supply in accordance with the PPR. 1.3.11. Depending on local conditions as cutting fuel gas
acetylene, propane-butane or natural flammable gas is used. Acetylene for cutting
used only when construction is located at a significant distance from oil refineries
natural gas plants and pipelines when it is technically impossible or
It is not economically feasible to use propane-butane or natural gas. 1.3.12. Oxygen is supplied to construction and installation sites
from our own stationary oxygen plants (type KGN-30, 2KG-30, etc.)
or from a gasification station, where liquid oxygen is delivered to the site in
railway or road tanks, is gasified and sent via
gas pipeline to workplaces or to an oxygen ramp. Supply method
oxygen depends on local conditions and must be confirmed by calculation.
1.3.13. The supply of liquefied propane-butane must be carried out with
using special tank trucks from the supplier plant. On construction
underground tanks are constructed in the installation areas where propane-butane is stored;
Gasified propane-butane is supplied from tanks to places of consumption.
1.3.14. Design, construction, testing and operation of pipelines
oxygen and flammable gases must be produced in accordance with the "Rules
safety in the gas industry" (Gosgortekhnadzor, 1992). 1.3.15. The surfaces of the structure to be welded and the welder’s workplace must
be protected from rain, snow, wind and drafts.
At ambient temperatures below minus 10 °C, it is necessary to have
near the welder’s workplace there is an inventory room for heating, and when
at temperatures below minus 40 °C, welding should be carried out in a heated greenhouse,
where the temperature must be above 0 °C.
1.3.16. Each construction and installation site must be equipped with
warm heated room warehouse for storing welding material
(electrodes, wire and flux). The temperature in the warehouse must be maintained
below 15 °C, while the relative humidity should not be more than 50%.
Welding materials should be stored separately by brand, batch and
diameters under conditions that protect them from moisture and mechanical
damage. Welding flux should be stored in an airtight container. The warehouse must be equipped with furnaces for calcining electrodes, powder
wire and flux, drying ovens with temperatures up to 150 °C, providing
daily requirement of the site for electrodes and wire. 1.3.17. Calcined electrodes and flux-cored wire should be supplied to
workplace in the amount necessary for the welder to work for one
____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. shifts. When welding structures made of steels with a yield strength of more than 390 MPa (40 kgf/sq.
mm) electrodes taken directly from the calcination or drying oven,
must be used within two hours. Storage and transportation of calcined welding materials is necessary
produce in closed containers: electrodes - in special metal cases, in
packaged in waterproof paper or in a sealed casing made of
polyethylene film, cored wire - in closed tins or in
packaging made of waterproof paper. 1.3.18. Cleaning and winding wire into cassettes for mechanized methods
welding must be carried out at a stationary workplace specifically
workers allocated for this purpose. All wire wound cassettes must have
labels indicating the brand and diameter of the wire.
1.3.19. To be allowed to work, an electric welder must have at his workplace
the following minimum set of equipment and tools: protective shield or mask,
mittens, clear glasses, hammer, chisel or crossmessel for
slag beaters, steel brush, personal mark, box or bag for electrodes with
compartment for electrode stubs, corresponding templates for checking
seam geometry. The welder's workplace must be prepared and cleaned in advance
from foreign objects and illuminated. 1.3.20. Welding of parts made of steels with a yield strength of 345 MPa or more (C345 and
above) should be performed without interruption until at least half the thickness is filled
seam, or along its entire length, or in a section with a length of at least 800 - 1000 mm (with a length
seam more than 1 m). During forced breaks in work, it is necessary to ensure
slow and uniform cooling of the joint by any available means
(for example, covering the joint with sheet asbestos), and when welding is resumed, the joint
must be heated to a temperature of 120 - 160 °C. No force is allowed on the joint until welding is completed. 1.3.21. The welded and cleaned seam must be branded by the welder
number or sign (stamp) assigned to it. The mark is affixed to
at a distance of 40 - 60 mm from the boundary of the welded joint made by him (them):
by one welder - in one place, when performed by several welders - in
the beginning and end of the seam. Instead of stamping, it is allowed to draw up
as-built diagrams with signatures of welders.
1.3.22. If cracks or
other unacceptable defects, the welder is obliged to stop working on this
welded joint and notify the welding technician about the incident. 1.3.23. It is allowed to start welding joints only after acceptance by the master
welding or a foreman for the installation of assembled joints, which is noted in
____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients. welding journal. 2. REQUIREMENTS FOR BASIC MATERIALS
2.1. For welded metal structures of buildings, carbon and
low-alloy steels in accordance with GOST 27772.
Chemical composition and mechanical properties of the main steel grades,
used for metal structures of buildings are given in Appendices 2 and 3.
2.2. Sheet and shaped products arriving at the installation site must
have a manufacturer’s certificate indicating the chemical composition and
mechanical properties. 2.3. Incoming inspection of metal (sheets, rolled profiles) and structural
elements of metal structures of buildings supplied to the enterprise for
manufacturing, consolidation and installation, includes: checking the availability of a certificate or passport, the completeness of those given in it
data and compliance of this data with the requirements of the standard, technical specifications,
design or construction documentation; checking the presence of factory markings and their compliance with certificates or
passport data;
inspection of metal and structural elements to identify surface
defects and damage that take the metal thickness beyond minus
deviations regulated by GOST 19903 and GOST 19904; inspection and measurement (if there are appropriate instructions in the PDD) of structural
elements (nodes, blocks, trusses, rafters, etc.) to identify deformations,
violating the geometric shapes and dimensions of structures specified in the design
design documentation.
2.4. If there is no certificate or certificate data is incomplete
the use of this metal can only be allowed after
necessary tests to confirm that the metal meets all requirements
standard or specification.
2.5. Incoming inspection of basic materials (metal and structural
elements) is carried out by the organization that purchases these materials. Input results
control must be transferred to the organization carrying out the manufacture or
installation of structures.
____________________________________________________________________________________
Not an official publication is intended for informational purposes only.
Wooden houses are provided free of charge to clients.
next page >>
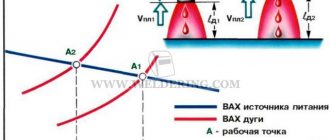
Mode depending on arc voltage
Arc voltage is related to its length. Typically the voltage is set in the range of 20-36 V. It increases as the arc length increases. The length of the arc can be short, medium and long.
Arc length is the distance from the tip of the electrode to the metal being welded. To make a quality connection, you need to ensure a stable arc size. It is believed that for beginners it is easier to maintain an average arc size. It is possible to make a high-quality seam with a short arc, but this requires experience and professionalism.
Welding speed for manual arc welding
Manual electric arc welding is characterized by the speed of its implementation. It affects the width of the seam. The faster the speed, the narrower the seam. When working slowly, the seam is wide. Transverse movements of the electrode during the joining process also affect the width and also the depth of the seam. Do not cook too quickly or too slowly. When working very quickly, spaces unfilled with metal will form, which can cause cracks. Working the electrode very slowly allows the molten metal to spread, which will make the product of poor quality. The movements of the electrode end can also be different (zigzags, herringbones).
Options for electrode direction when welding
Thus, choosing a manual arc welding mode is a set of actions aimed at finding the necessary parameters for connecting a specific product. If you are not a professional or even a complete beginner in this matter, then choosing the welding mode required for a particular product may not work the first time. But this is why there is practice, reference information, and instructions for reference, which indicate the parameters of manual arc welding depending on various indicators. It is worth noting that in each case all parameters are selected individually. You can select manual arc welding modes with coated electrodes yourself.