При сварке над местом соединения металла (швом) образуется черная рыхлая корка — шлак сварочный. Он состоит из расплавленного флюса или обмазки электродов, окисленного металла. В процессе плавления и соединения свариваемых материалов и электрода он закрывает плавильную ванну. Благодаря шлаку шов остывает медленно, без доступа кислорода, и не окисляется. Попав непосредственно в шов, расплавленные отходы становятся причиной быстрого разрушения металла. Исключить попадание окислов в шов можно изменением режимов сварки и положения детали.
Сварочный шлак
Что такое шлаковые включения
Сварочный шлак — это побочный стеклообразный материал, образующийся из расплавленного покрытия электрода или сварочного флюса. Наличие шлаковых включений считается весьма серьезным дефектом, который способен понизить качество сварного соединения и всей конструкции.
Все возникающие в процессе сварке на металлической поверхности шлаковые включения разделяют на два вида:
- макроскопические. Образуются при недостаточной зачистке свариваемых кромок или же при их отсутствии;
- микроскопические. Как правило возникают вследствие возникающих при сваривании и кристаллизации металла химических реакций.
Негативное воздействие на механические характеристики металлического изделия оказывают обе разновидности включений.
Почему шлакуется сварочный шов?
Что приводит к появлению дефектов? Что должен уметь сварщик, чтобы избежать их? Что необходимо предпринять в случае появления дефектов? Основные причины возникновения дефектов в сварочных швах можно разделить на три группы:
1. Качество и хранение основных и вспомогательных материалов;
2. Подготовка к сварке основных и вспомогательных материалов;
3. Квалификация сварщика.
Почему шлакуется сварочный шов
Шлаковое включение — дефект сварного шва, в виде остатков шлака в металле сварного шва оставшегося после кристаллизации металла. Различают шлаковые включения: линейные (3011); разобщенные (3012); прочие (3013).
Допустимый дефект при изготовлении неответственных конструкций.
Недопустимый дефект. При сварке конструкций работающих при малоцикловом нагружении и ответственных конструкций.
Включения являются внутренними дефектами поэтому обнаруживаются методами неразрушающего контроля.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
- металл быстрее обычного остывает и шлак попросту не успевает выйти за пределы сварочной ванны;
- низкое качество электродов, используемых при сварке. При этом неравномерно происходит плавление и в сварочную ванну попадают частички электрода;
- при низких значениях раскисления металла образуется много шлака при сварке. Это процесс, при котором из уже мягкого металла устраняются молекул кислорода. Они ухудшают механические свойства металла и разрушают его структуру;
- некачественная подготовка и зачистка от грязи, ржавчины и масел свариваемых кромок;
- высокие значения поверхностного натяжения шлака препятствуют всплытию его на поверхность;
- применение флюса или электродов из тугоплавких металлов и с большим удельным весом;
- не соблюдении режимов и технологии сварки, например, неправильно подобранный угол наклона или же неподходящая скорость перемещение электрода.
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.
Остатки и огарки стальных сварочных электродов
Любой производственный процесс сопровождается образованием побочного вторичного продукта, который можно использовать для получения сырья повторно или необходимо утилизировать. Открытым остается только вопрос, конкретизирующий тип лома соответственно виду работ.
Смотрите также статью: Электроды — утилизация и сдача на металлолом.
Отходы сварочного производства
Современный уровень доступа к информации позволяет сориентироваться в любом интересующем аспекте. Определить какие отходы образуются от сварки проволокой сварочной можно двумя способами. Первый вариант предполагает поисковый запрос, второй – посетить кодификатор отходов 2022 сварка на соответствующем веб ресурсе.
Информация, собранная в интернет каталоге ФККО, определяет следующие отходы производства сварочных и паяльных работ:
- остатки и огарки стальных сварочных электродов;
- остатки стальной проволоки;
- продукты разложения карбида кальция.
Так выглядит сварочный шлак
Огарки электродов
Каждый из пунктов стоит рассмотреть более детально, особенно это касается первой категории.
Шлак сварочный – ФККО классификация
Кодификатор отходов присваивает собственный номер каждому побочному продукту, образующемуся в результате производственной деятельности человека. В частности, под шлак сварочный, код ФККО имеет три вариации. Это:
- 9 19 100 02 20 4 – непосредственно шлак, образующийся в процессе электрической сварки;
- 9 19 111 21 20 4 – шлаковые отходы с преобладанием диоксида кремния;
- 9 19 111 24 20 4 – сварочные шлаки, преимущественно содержащие двуокись титана.
Последние два варианта позволяют определить основной компонент этой разновидности сварочных отходов. Несколько иная ситуация возникает, если рассматривать обобщенно сварочный шлак. Состав этого вида отходов будет определяться типом используемых электродов.
Химический состав сварочного шлака
Процесс плавления, характерный для электрической сварки, всегда сопровождается окислением металла. Это объясняет вхождение преимущественно оксидов в шлаковую корку. Класс опасности данного вида отходов – IV, что требует оформлять паспорт отходов на шлак сварочный. Химический состав подобного отхода, как указывалось ранее, содержит окислы таких элементов:
- кремний;
- титан;
- марганец;
- железо;
- кальций;
- натрий;
- алюминий;
- калий.
Впрочем, в некоторых случаях компанию оксидам составляет фторид кальция. Это объясняется вхождением соединения непосредственно в состав солевых флюсов, а также определенных покрытий сварочных электродов.
Аналогичным образом связано и присутствие основных оксидов внутри шлаковой корки. В частности, марганец играет роль раскислителя, выводя серу из металла, одновременно улучшая качество шва. Подобное воздействие оказывает также кремний. Он позволяет избежать газовых пор внутри сварочного шва, образующихся вследствие не успевшего выделиться оксида углерода.
Сварочный шов
Таким образов, шлак выступает полноправным «участником» сварочного процесса, определяя структура и качество шва, а не только лишь отходом производства. Поэтому важной характеристикой оказываются физические и химические свойства сварочных шлаков.
Основные параметры шлакового слоя
Все химические свойства шлака связаны непосредственно со сварочным швом. Они включают: способность раскислять шов, легировать его, образовывать легкоплавные соединения из окислов, а также растворять их и сульфиды. С физической стороны, важными критериями шлака выступают:
- Теплофизические параметры: теплоемкость, пороговые температуры плавления и размягчения.
- Вязкость.
- Удельный вес жидкого шлакового расплава.
- Свойствами затвердевшей корки, обусловливающие ее легкое отделение от обрабатываемого металла.
- Газопроницаемость.
Температура плавления позволяет разделить шлаки на две группы: «короткие» с диапазоном 1100 – 1200 0С и «длинные», обладающие большими величинами порогового значения. Сегодня, предпочтение отдается коротким щлакам, поэтому в производстве электродов состав покрытий и флюсов шихтуется под более низкие температуры плавления.
Другая важная характеристика шлака – его вязкость. Подвижность отдельных слоев шлакового расплава повышает его химическую активность, следовательно, способствует рафинированию металла шва. Как результат, вредные примеси, в частности: сульфиды марганца и железа, фосфорный ангидрид, а также кислород и прочие газы; выводятся из металла до затвердевания шва.
Сварочный шлак от плазмореза
Следующий критерий, привлекающий внимание – плотность отхода. Шлак сварочный должен иметь небольшой удельный вес, чтобы быстро подниматься на поверхность ванны. Впрочем, чрезмерно жидкий шлаковый расплав, не способен равномерно закрыть шов металла. Более того, более высокая плотность шлака сварочного (кг/м3 – единица измерения), особенно важна при вертикальной сварке – потолочной, например.
Стальные огарки, прочие отходы в процессе сварки
Определить конкретную разновидность шлака, несложно зная состав электродов: их покрытия, а также флюса, если он используется. С другой стороны, это еще один тип отходов при дуговой сварке. Он определяется ФККО, как остатки и огарки стальных сварочных электродов.
Данный вид изделий – основной расходный материал сварочного процесса. Несмотря на относительно малый размер отходов: от электрода остается часть стержня, фиксируемая в вилке держателя; суммарная масса огарков достаточно велика.
На некоторых производствах она исчисляется сотнями килограмм металлолома. Такие отходы выбрасываются крайне редко. Более того, под остатки и огарки стальных сварочных электродов – утилизация также крайне невыгодна.
Более перспективно использовать тх как материал для переработки.
Остатки сварочных электродов
Действительно, большинство огарков электродов, уже не имеют покрытия и представляют собой обычную металлическую проволоку определенного диаметра. В этом случае плотность остатков и огарков стальных сварочных электродов эквивалентна аналогичному параметру металла. Таким образом, подобные отходы могут быть отправлены на переплавку для производства новых расходных материалов.
Конечно, важной характеристикой остается состав остатков сварочных электродов. Поэтому требуется сортировка огарков по их разновидности, чтобы в процессе переплавки получить сталь, уже легированную требуемым химическим составом и не требующую дальнейшей очистки.
Продажа сварочных отходов
Размер огарков зависит непосредственно от сварщика, точнее того места, где он закончил работу и составляет 50 – 100 мм. Таким образов отходы электродов остаются перспективным рынком сбыта металлолома. Впрочем, следует различать веб объявления. Нередко, под фразой: купим остатки электродов, подразумевается неликвид, а не стальной огарок, как таковой.
Утилизация отходов сварки, особенно остатков электродов, становится регламентированной процедурой. Как результат, сбор стальных огарков производится непосредственно на месте сварочных работ с сортировкой согласно марке изделия. Далее, металлолом взвешивается и может быть реализован в место переработки.
Альтернативно, продать можно и сварочный шлак. Цена на этот вид отходов будет существенно ниже, к тому же найти покупателя под них более сложно.
Источник: https://xlom.ru/recycling-and-disposal/ostatki-i-ogarki-stalnyx-svarochnyx-elektrodov/
Как шлак отличить от металла
С разными проблемами и вопросами при создании металлоизделий посредством сваривания сталкиваются сварщики, особенно новички. Например, многие затрудняются как отличить шлак от металла при сварке.
В действительности отличить металл и шлаковые включения несложно. Для этого следует обратить внимание на следующие факторы:
- цвет. Под воздействием высокой температуры металл при сваривании расплавляется, приобретая при этом красноватый оттенок. При остывании цвет покрасневшего металла темнеет. Совершенно иначе ведет себя шлак. Он непосредственно в процессе сваривания имеет темный цвет, а при остывании становится светлее;
- скорость остывания. Металл в отличии от шлака застывает намного быстрее;
- структура остывшего металлического сплава более плотная, а шлаковые включения являют собой рыхлую корочку;
- текучесть. Металл при расплавлении более жидкий, что способствует большей его подвижности. В процессе сваривания несложно увидеть, как он закипает. Шлак более тягучий и хуже прогревается.
Отличить шлак от металла при сварке можно непосредственно в момент, когда он появляется в сварочной ванне. Если проследить как расплавляется металл, то можно увидеть возникновение яркого света под кончиком электрода, а за его очертаниями видны четкие контуры стыкового соединения и самой сварочной ванны. Металл определяется по светлому оттенку, шлак — по темному.
Электросварка — как правильно варить трубы, виды свайных швов и как удалить шлак
Сварочные швы по металлу представляют собой неразъёмное соединение, которое делается при помощи сварки под воздействием высоких температур.
Сварные соединения имеют несколько зон соединения, которые образуются во время самого процесса сварки:
- Сварной шов – этот участок сварного соединения образуется вследствие кристаллизации или в результате какой-либо деформации, которые произошли при сварке. Чаще всего имеют место и кристаллизация, и деформация в месте сварки.
- Металл шва – образуется в результате плавления основного металла. Как правило, расплавленную или оплавленную часть конструкции соединяют с нужным элементом посредством «прилипания». После остывания металла шва, скрепление полностью завершается.
- Основной металл – это та основная часть, которая подвергается плавлению или сварке.
- Зона сплавления – эта зона обычно находится на границе или между основным или металлом шва.
- Зона термического влияния – это участок основного металла, который не подвергается расплавлению, но структура и свойства которого изменяются в результате нагрева при сварке или наплавке.
Так, сварные швы могут делиться на несколько типов:
Стыковые – этот тип соединения состоит из двух элементов, которые примыкают к друг другу торцевыми поверхностями. Данный тип сварных швов очень лёгкий в техническом построении и используется довольно часто.
Нахлёстанное – это тот тип, в котором все сварные элементы располагаются параллельно друг к другу. Чаще всего они должны дополнительно частично перекрывать друг друга.
Угловое – в этом типе сварного соединения все элементы свариваются между собой под определённым углом.
Тавровое – данный тип соединения схож с угловым, но здесь требуется приваривать исключительно к боковой поверхности.
Торцовое – здесь вам нужно будет приваривать боковые поверхности материала друг к другу.
Основы электросварки
Разобравшись с видами и типа соединений сварных швов, можно переходить к основам электросварки. Если вы планируете обучаться самостоятельно, то вам необходимо будет запастись всеми необходимыми материалами. Так как с первого раза практики вас, скорее всего, ожидает небольшой провал, то лучше запастись большим количеством материала.
Также важно знать некоторые термины и обозначения перед началом работ:
- Сварная дуга – это раскалённый до невероятно высоких температур (порядка 5-7 тысяч) газ, так что обращаться со сваркой нужно предельно аккуратно, иначе вы рискуете нанести себе или окружающим серьёзные ожоги.
- Дуговая сварка – этот вид сварки делается при помощи электрической дуги, которая нагревает газ до невероятно высоких температур. При соприкосновении с поверхностью металлического изделия, металл начинает плавиться вследствие чего образуется так называемая – «сварочная ванна». После остывания металла появляется сварной шов.
- Аргонодуговая сварка – практически, как дуговой вид сварки, только в качестве разогреваемого газа здесь необходимо использовать аргон. Данный вид сварки очень хорошо подходит для различных прутьев арматуры толщиной не более 5 миллиметров.
Подготовительные работы
По причинам, которые были описаны выше, все сварочные работы лучше всего проводить в помещении, где нечему гореть, в противном случае вы рискуете устроить пожар.
Найдя пожаро-безопасное помещение, необходимо подготовить все нужные для работ материалы.
Прежде всего подумайте о своей защите, приобретите специальную сварочную маску, перчатки для сварки, а также желательно дополнительно приобрести специальный костюм, который сделан из огнеупорного материала.
Когда вы уверены, что обезопасили себя от случайной искры или ожога, вам нужно приобрести все необходимые инструменты для работ. В их число входят:
- Вам в обязательном порядке понадобится сам сварочный аппарат.
- Также нужен будет небольшой комплект электродов, которые будет проводить достаточное количество электричества для нагрева газа до нужной температуры.
- Специальный небольшой молоточек, который понадобится для того, чтобы оббивать ненужный шлак.
- А также щётка с жёсткими ворсинками для удаления различного рода мусора.
- Трансформатор. Благодаря ему обычный переменный электрический ток, который проходит через наши розетки, будет преобразован в постоянный. Большинство сварок на мировом рынке работают только с помощью постоянного тока.
Как правильно варить электросваркой
Когда всё готово для начала сварочного процесса обязательно тщательно проверьте поверхность тех элементов, которые собираетесь сваривать между собой, на наличие на них ржавчины или любых других дефектов. При обнаружении таковых, рекомендуется попытаться их устранить или заменить дефектные элементы на более качественные.
Теперь, когда всё готово к работе можно приступать:
- Сначала требуется прикрепить специальный зажим массы к своей рабочей заготовке и вставить электрод в держатель на сварке. Затем нужно попытаться поджечь дугу. Электрод необходимо устанавливать под углом около 70 градусов относительно заготовке. Для поджигания дуги, необходимо провести по заготовке электродом со скоростью примерно 7-10 см в секунду. Со стороны это будет выглядеть так, как будто вы поджигаете спичку. При появлении характерного треска и искр загорится сама газовая дуга. Если всё это произошло, то значит у вас всё получилось.
- Затем, устанавливаем электрод примерно под таким же углом. После установки вам будет необходимо соприкоснуться с рабочей заготовкой, и тут же немного поднять электрод так, чтобы в итоге получился небольшой зазор в 3-5 миллиметров между поверхностью металла и электродом. После соприкосновения с металлом дуга начинает гореть. Однако будет плавиться не только металл заготовки, но и самой дуги. Старайтесь поддерживать размеры зазора и одновременно перемещать электрод по горизонтали или вертикали (зависит от того в какую сторону вам нужно).
- Также во время процесса сварки, если вы приблизились слишком близко (также это может быть связано с малым напряжением) к поверхности металла, то ваш электрод может прилипнуть. Для того чтобы он отлип, поводите им из стороны в сторону. Затем обратно зажгите дугу.
- Старайтесь как можно лучше настроить трансформатор. Ведь если тока будет слишком много, то металл расплавится, как масло, а если тока слишком мало, то дуга попросту погаснет.
Как правильно варить шов
Немного разобравшись с работой дуги и самой сварки приступаем к выполнению швов. Швы в нашем случае делятся только на горизонтальные и вертикальные.
Ниже расположена небольшая инструкция для каждого из этих типов:
Горизонтальный шов
Делать такой шов проще простого. Достаточно всего лишь постепенно вести дугу по горизонтали, соблюдая зазор в 3-5 миллиметров. Также желательно как можно лучше закрепить материал, на который вам нужно сделать шов.
При сварке нужно вести дугу не сильно быстро, но и не сильно медленно – это нужно для того, чтобы зазор между металлическими материалами постепенно залился оплавившимся металлом и при этом успел остыть.
Очень желательно стараться не прерывать шов, иначе сплав может получиться неровным.
Вертикальный шов
Процесс сварки вертикальных швов довольно сильно схож с процессом сварки горизонтальных швов, только в этом случае вам нужно сваривать под другим углом.
Самый главный принцип в сварке вертикальных швов – это соблюдать определённое правило – никогда не вести дугу слишком быстро или слишком медленно.
Так как в этом случае если металл будет подвергаться большому нагреву (дуга идёт слишком медленно) он будет понемногу стекать вниз, а при условии, что дуга идёт слишком быстро у вас может получиться некачественный шов.
Ваша задача должна состоять в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Как правильно варить трубы
Процесс сварки труб с помощью электросварки довольно трудоёмок и требует определённого уровня мастерства и аккуратности. Если вы желаете самостоятельно учится сваривать трубы, то лучше всего дня начала попробовать трубы на толстом металле.
Небольшая инструкция:
- Раскладываем все трубы на специальном столе или стенде, на которых вам будет удобно с ними работать.
- В этом способе вам нужно будет сваривать трубу в два шага. Первый шаг свариваем первое полукольцо в одну сторону, затем второе в другую. Здесь следует использовать методику ведения «сверху вниз», используя 4-миллиметровый электрод с органическим напылением.
- Если вы свариваете трубы с маленьким диаметром, старайтесь их сваривать непрерывной дугой, если же диаметр трубы крупный, то сваривайте её с помощью способа, приведённого во 2-м пункте.
Как удалить шлак
Во время проведения работ у вас может образоваться различного рода дефекты в местах сплава – шлак. Перед тем как приступить к уборке шлака, необходимо дать шву остыть. Когда вы убедились, что шов остыл, постучите по нему небольшим молотком (лучше всего приобретите специальный для удаления шлака).
После постукивания шлак основной слой шлака отлетит сам, оставшиеся слои можно убрать при помощи наждачки.
Источник: https://homehill.ru/otoplenie/sistemy/elektrosvarka.html
Почему шлак нужно удалять
Шлаковые включения в основном состоят из оксидов за счет пористой структуры существенно понижают прочностные свойства металла. При эксплуатации сварной конструкции оксиды из шлака способны вступать с железом в химическую реакцию, что приводит к ее разрушению. Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.
На начальном этапе сварки образовавшийся над ванной шлак с окислами защищает металл от быстрого охлаждения. Поскольку намного медленнее понижается температура металла, при удалении шлака после сварки швы получаются более ровными и однородными.
Есть и другие причины, по которым рекомендовано удалять после сваривания деталей образовавшийся на стыках шлак:
- намного легче проверить качество сварного соединения, когда на нем отсутствуют шлаковые включения;
- нередко на готовые изделия наносят лакокрасочные покрытия, а наличие шлаковых вкраплений существенно ухудшает внешний вид конструкций;
- при необходимости выполнить шок в несколько слоев сперва необходимо удалить шлак и только после этого создавать следующий слой.
Обратите внимание! Если не удалить сварочный шлак, применение готового изделия может быть невозможным из-за присутствующих дефектов в виде волчков и неметаллических включений. Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам.
Характерные ошибки и дефекты сварки
При наплавлении первого валика вдоль корня стыкового шва проникновение металла в корень может быть недостаточным в силу недостаточной силы сварочного тока или чрезмерной скорости сварки. Причина может также заключаться в слишком большом диаметре электрода для данной канавки. При слишком большой силе сварочного тока может произойти прожог корня шва.
Дефекты сплавления
Если сила тока недостаточная или слишком высокая скорость сварки, могут произойти несплавления между наплавленным и основным металлом.
Несплавления могут иметь место и в том случае, если используется слишком маленький электрод при сварке на большом участке холодного основного металла. В этом случае следует использовать электрод большего диаметра и подогревать основной металл.
Дефекты кромок шва
Дефекты кромок могут произойти в силу чрезмерной силы сварочного тока. Однако такие дефекты могут возникнуть и при правильном токе, если дуга будет слишком длинной или если неправильно перемещается электрод.
При сварке снизу вверх в вертикальном положении при колебательном движении электрода последний нужно на мгновение прижимать к каждой стороне валика, чтобы металл хорошо проник в шов и чтобы избежать дефектов кромки шва.
Дефекты кромки могут быть индикаторами разрыва в сварном соединении.
Поры в сварном шве
Поры в шве могут образоваться из-за содержания влаги в покрытии электрода, особенно при сварке электродами с основным покрытием. Кроме того, причиной образования пор может быть мокрый или влажный основной металл свариваемого изделия. Такой шов ухудшает прочность соединения.
Тепловые трещины
Тепловые трещины могут образоваться во время и сразу после периода охлаждения шва по двум основным причинам:
Из-за включений в основном металле, которые имеют тенденцию к сегрегации и могут образовать слой в середине шва. Этот слой препятствует сращиванию кристаллов. К таким веществам прежде всего относятся углерод и сера.
В случаях, когда тепловые трещины вызваны такими веществами, перейдите на электрод с основным покрытием. Если же трещины появились при сварке электродом с основным покрытием, значит данный металл является несвариваемым.
Напряжение через шов может вызвать появление тепловых трещин, даже если основной металл не сегрегирует в шве В определенный промежуток критической температуры, сразу же после коагуляции валика шов имеет очень слабую способность к деформации и, если усадка металла больше, чем растяжение шва, образуется трещина. Этого можно избежать, зажав свариваемую деталь специальным зажимным приспособлением, которое ограничивает усадку металла.
Тепловые трещины появляются в середине валика и представляют собой прямую трещину на поверхности.
Усадочные трещины
Усадочные трещины образуются тогда, когда способность шва к деформации (вязкость) меньше, чем реальная усадка. Такие трещины обычно бывают поперечными и вызываются значительной продольной усадкой. Чтобы избежать образования таких трещин, лучше всего использовать электроды с основным покрытием.
Водородные трещины
Трещины в металле шва образуются под воздействием водорода и могут образоваться в стали любого типа, которая прошла закалку или закаляется во время сварки.
Сталь с высоким пределом текучести будет содержать определенное количество упроченной структуры, обычно это мартензит.
Чем выше точка плавления, тем выше риск образования водородных трещин, они образуются в основном металле,, который непосредственно прилегает к зоне плавления, и, сочетаясь со сварочным напряжением, образуют трещины в металле шва.
Для сварки закаленной стали можно использовать только сухие электроды с основным покрытием, т. к. в этом случае выделяется очень мало водорода. Влажные электроды выделяют очень много водорода. Другими источниками водорода являются ржавчина, масло, краска или конденсация вдоль сварочной канавки. Подогрев канавки, скажем, до 50°С значительно снизит количество водорода.
Включения шлака в шов
Шлак состоит из неметаллических частиц с покрытия электрода. После каждого валика необходимо тщательно удалять весь шлак. Для этого используйте обрубочный молоток и проволочную щетку. Частицы шлака, попавшие в шов, серьезно снизят прочность соединения. Старайтесь избегать выжигания выемок, т. к. попавший туда шлак трудно удалить.
При подготовке сварочной канавки убедитесь, что она имеет достаточный зазор для обеспечения хорошего сплавления и облегчения удаления шлака. Удалите окалины и ржавчину со свариваемой поверхности и проверьте, правильно ли вы выбрали электрод для данной сварочной позиций.
Как минимизировать шлаковые включения при сваривании металлов
Многих начинающих мастеров беспокоят вопросы «почему много шлака при сварке инвертором». Как правило такие проблемы наблюдаются при сварке, когда элементы находятся в нижнем положении. В случаях, когда деталь расположена под уклоном, то шлак стекает намного быстрее чем жидкая металлическая смесь из сварочной ванны. В связи с тем, что шлак не успел выйти наружу, он остается в сварочном шве.
Также шлаковые образования появляются при чрезмерно больших зазорах или при недостаточном токе в отношении к толщине металла. Намного реже проблемы со шлаком возникают при создании вертикальных швов, при этом шов остается сверху, а шлак стекает вниз.
Некоторые профессиональные сварщики советуют ставить заготовку под уклоном и варить сверху вниз, другие предлагают использовать для сварки электроды без шлака с темным покрытием.
Чтобы внутрь сварочной ванны не попадали частички шлаков, следует координировать направление электрода. Располагать его нужно таким образом, чтобы при испарении электродного покрытия поток газа такой дефект «выдувало» на внешнюю поверхность соединительного стыка. Оставлять шлак в сварочной ванне нельзя. Он быстро должен кристаллизироваться, что позволит удалить его без особых усилий.
Почему шлакуется сварочный шов — Справочник металлиста
Что приводит к появлению дефектов? Что должен уметь сварщик, чтобы избежать их? Что необходимо предпринять в случае появления дефектов? Основные причины возникновения дефектов в сварочных швах можно разделить на три группы:
1. Качество и хранение основных и вспомогательных материалов;
2. Подготовка к сварке основных и вспомогательных материалов;
3. Квалификация сварщика.
Некачественное зажигание дуги
Некачественное зажигание — залипание электрода, чрезмерное увеличение длины дуги — приводит к непровару начала сварки, зашлаковке, порообразованию. При некачественном производстве электродов, а именно — излишнее оголение торца электродов в месте зажигания, дают пучок пор, так называемые «стартовые поры».
Необходимо остановиться, произвести механическую зачистку, выборку или вырубить зубилом дефектное начало и только после этого возобновить зажигание.
Чрезмерно «выпуклые» валики
Чрезмерно «выпуклые» валики при сварке угловых и стыковых соединений приводят к сварке последующих за ними валиков к зашлаковке, непровару между кромкой разделки и выпуклым швом или между глубокими западаниями между валиками (рис. 80).
Такие валики, как правило, получаются в следующих случаях:
- малая скорость сварки без манипулирования — увеличить поступательное движение электрода;
- манипулирование «дугой назад» при сварке вертикальных и потолочных швов — перейти на метод «лестницей» или «дугой вперед»;
- угол наклона электрода (сварка «углом назад») для потолочных швов — перейти на сварку «углом вперед» или под прямым углом к направлению сварки;
- малый сварочный ток для нижнего положения — увеличить ток;
- чрезмерный сварочный ток для вертикальных и потолочных швов — уменьшить до минимума.
Во время сварки необходимо следить за полнотой и геометрией шва, жидкой ванной и управлять ею путем манипулирования скоростью и наклоном электрода. Очень важна задержка на кромках. Чем больше прогреваем кромку, тем лучше формируется на ней жидкий металл шва при уходе электрода к другой кромке, а не собирается в середине шва.
Подрезы
Подрезы ведут к зашлаковке и непровару. На рис. 81а показаны подрезы: 1 — в теле сечения шва, очень опасный, особенно при сварке нержавеющих сталей.
Подрез образуется; 1) при раннем уходе электрода от кромки (незаполнении кратера электродным металлом); 2) при очень короткой дуге («сварка опиранием»), когда «козырьком» обмазки подрезается кристаллизующийся металл шва; 3) при резком уходе от кромки. Жидкотекучий шлак заполняет подрез.
В то время, когда проплавляем другую кромку, шлак застывает в подрезе и при возврате не всегда удается выплавить его. Это и приводит к дефекту.
Чтобы избежать этого, необходима задержка на кромке до полного заполнения кратера электродным металлом. Переход к другой кромке осуществлять плавно, без резких колебаний.
Наплывы
Рис. 81б. При чрезмерной задержке на кромке получается подтек жидкого металла, а также при большом сварочном токе, когда сварщик не справляется с жидким металлом шва. Наплыв срубить, зачистить.
Непровары
В чертежах, техпроцессах или справочниках по сварке встречается установка зазора при сборке от 0 до 2-3 мм.
Сборка без зазора или с зазором меньше рекомендуемого, при сварке V-образной разделки (без под варки корня шва с обратной стороны) приведет к дефектам — непровару и зашлаковке корня шва (рис.
82); а при 2-сторонней сварке Х-образной и V-образной (с подваркой с обратной стороны) — потребует дополнительных затрат и времени для более глубокой выборки обратной стороны корня шва, частичного скоса кромок и излишнего расхода электродов на заполнение глубокой выборки.
Свищи
Свищи в кратере шва при окончании сварки возникают при чрезмерном сварочном токе, а также когда отрыв дуги производится удлинением дуги.
Усадочная раковина
Усадочная раковина чаще всего появляется при сварке корневого валика, больших толщин металла, большого зазора и особенно при сварке аустенитных сталей, а также чрезмерно большого тока и чрезмерной величины сварочной ванны.
При усадке в кратере валика иногда возникает трещина. Это резко снижает производительность труда ввиду необходимости механической зачистки после окончания каждого электрода.
При сварке сталей перлитного класса с жестким креплением деталей чаще всего образуется раковина с трещиной, а при сварке аустенитных сталей причиной появления раковин с трещинами является низкая теплоотдача и высокое линейное расширение.
Необходимо кратер выводить обратно на шов или на кромку разделки.
Рекомендуется сварку производить:
- обратно-ступенчатым способом;
- непрерывно (двумя сварщиками) с перехватом дуги;
- методом «дуга в дугу».
Поры
Поры в сварном шве образуются по многим причинам:
- некачественная подготовка кромок (грязь, окалина, ржавчина) — зачистить;
- большое содержание влаги приводит к образованию пор, необходимо произвести предварительный подогрев свариваемых кромок и прокалку электродов;
- сквозняки в зоне сварки;
- некачественные электроды: ржавый металлический стержень, эксцентричное покрытие приводит к «козырьку» и увеличению длины дуги;
- сильное магнитное дутье, при котором происходит большое отклонение дуги, что увеличивает ее длину;
- несоответствие основного металла и присадочного материала по химсоставу. И другие причины, которые требуют подготовки в конкретном случае.
Причины, зависящие от квалификации сварщика, вызывающие поры:
- нечеткое зажигание дуги (залипание, подъем электрода после зажигания на очень высокую длину дуги) и попытка переплавить такое зажигание приводит к дефектам;
- сварка длинной дугой.
Детальное изучение практических советов, отработка при тренировке, применение их на практике помогут сварщикам в работе повысить качество сварочных операций, выполняемых в процессе изготовления и монтажа ответственной продукции для АЭС, ТЭЦ, химического и другого оборудования на предприятиях, где предъявляются высокие требования коварным соединениям.
Тудвасев В.А «Рекомендации сварщикам», 1996
Как отличить шлак от металла при сварке
» Статьи » Как отличить шлак от металла при сварке
Как избавиться от шлака
Чтобы при сваривании избавиться от шлака, можно попытаться увеличить дугу. Это предотвратит затекание шлаковых образований под сварочную ванну.
Изменением полярности тока при сварке инвертором и движением от минуса к плюсу электродом можно предотвратить накопление шлака в шве. Нельзя на одном месте слишком долго задерживаться, перемещать дугу необходимо быстро и равномерно.
Если габариты изделия позволяют, можно попытаться обратно «загнать» шлак, меняя угол наклона детали. Меньше шлака дает инверторная сварка на обратных токах. Такой аппарат лучше всего использовать начинающим сварщикам, поскольку они предотвращают залипание электрода и в разы упрощают сварочный процесс.
Причины появления большого количества сварочного шлака
При сварке над местом соединения металла (швом) образуется черная рыхлая корка — шлак сварочный. Он состоит из расплавленного флюса или обмазки электродов, окисленного металла. В процессе плавления и соединения свариваемых материалов и электрода он закрывает плавильную ванну. Благодаря шлаку шов остывает медленно, без доступа кислорода, и не окисляется.
Попав непосредственно в шов, расплавленные отходы становятся причиной быстрого разрушения металла. Исключить попадание окислов в шов можно изменением режимов сварки и положения детали.
Сварочный шлак
Как отличить шлак от металла
Чтобы не допустить подтекания и засорения шва, необходимо знать, как отличается шлак от металла при сварке. Как правило, это разные по плотности и вязкости материалы, которые нагреваются с разной скоростью. В начале сварки металл начинает плавиться и становится красным.
После завершения сварки он быстрее остывает и темнеет. Шлак выдувается из ванны на поверхность. В начале работы он темный, плохо прогретый. Остывает медленнее и становится светлее металла.
Зачистив шов и постучав по немку молотком, легко распознать металлический блеск чистой стали и черные матовые включения.
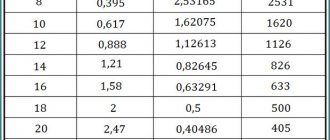
В шлаках нет чистого железа, он состоит из окислов, которые образуются при плавлении металла и флюса. Состав незначительно изменяется в зависимости от обмазки стержня, но в основном состоит из одних и тех же веществ. В таблице приведены данные по 3 видам электродов, используемым наиболее часто:
Вещество, оксид, % УОНИ, % ОММ-5, % Ц-3железа7,913,218,5титана2,215,212,2марганца4,628,913,7кальция423,68,1диоксид кремния43,339,147,5
Состав зависит от материала самого стержня, обмазки. Частично оксид железа получается в результате контакта материала с воздухом при большой температуре.
Сварочный шлак как предпосылка возникновения сварочных включений
На начальном этапе окислы защищают горячий металл от быстрого охлаждения, закрывают шов сверху, перекрывая доступ воздуха. Затем их надо убирать, чтобы проверить качество соединения, наличие дефектов в виде неметаллических включений, волчков.
При сварке деталей большой толщины последовательно накладывается несколько швов. Неочищенный шлак будет препятствовать нормальному контакту, гасить дугу. Он останется в виде неметаллических включений — дефектов.
Причины, по которым дефект необходимо удалять после работы
Шлаковые включения имеют пористую структуру и состоят из оксидов. Они снижают прочность металла. Сразу после охлаждения, когда он становится черным, сварочный шлак следует удалять. Он пористый, хрупкий без прочных связей.
Флюс и пары шлака над ванной предотвращают окисление металла при сварке, способствуют созданию однородной структуры. После отхода его от детали в процессе остывания он становится ненужным, препятствует дальнейшей обработке детали. В процессе эксплуатации изделия оксиды из шлака могут вступить в химическую реакцию с железом. Куски, отвалившись, поломают механизм.
Удаление шлака
Основные причины появления шлаковых включений
Когда происходит быстрое охлаждение сварочного шва, шлак не успевает выйти наружу и застывает в металле. Причинами служат:
- малое напряжение;
- затекание шлака с ванны перед электродом;
- неправильно подобранный диаметр;
- ржавый и грязный металл;
- неравномерное перемещение инструмента.
На упаковке с электродами указано рабочее напряжение. Его можно немного превысить, тогда кипящий металл в ванной будет выбрасывать шлак. Необходимо подбирать правильное положение свариваемого металла, приподнять его со стороны завершения шва. Электрод держать не строго перпендикулярно, а на 10–15 ⁰ наклонить в сторону себя.
Металл в месте сварки должен быть блестящим. Его надо очистить от бытовых и промышленных отходов, окалины, масла. Они мешают контакту электрической дуги со сталью, ухудшают нагрев и расплавление материала в ванной.
Чтобы замедлить остывание сварочного шва и дать возможность шлаку свободно выйти, крупногабаритные детали и легированные металлы предварительно подогревают до 200–400⁰. Это снимает напряжение и позволяет варить сталь с высоким содержанием углерода и легирующих веществ.
Почему когда варишь электродами образуется много шлака
В процессе сварки растворяется обмазка электродов или флюс. Выгорает часть железа, серы и фосфора из свариваемого материала. Электрическая проводимость шлака меньше, чем у металла, поэтому он хуже прогревается, гасит дугу. Повышенное напряжение и неправильно выбранные параметры работы, электроды способствуют выгоранию металла, окислению железа и других элементов стали.
Причина того, почему много шлака, кроется в его структуре. Все вещества, образующиеся в результате плавления металла от электрической дуги, легче стали, не имеют между собой прочных связей и всплывают на поверхность.
Процесс сварки
Сварка инвертором для начинающих, как варить без шлаковых включений
Инвертор превращает переменный ток в постоянный и позволяет менять полярность. Сварка на обратных токах обычно дает меньше шлака.
Преимущества инвертора перед обычным сварочным аппаратом в его малых размерах и работе от тока с бытовым напряжением 220Вт и частотой 50 Гц. Для новичков важно иметь возможность плавно менять силу тока.
Инверторные аппараты имеют дополнительные функции дуги:
- облегченное зажигание;
- аварийное отключение при залипании;
- форсажное зажигание.
Все они упрощают работу неопытного сварщика и предотвращают залипание электрода.
Как избавиться
Избавиться от шлака при сварке инвертором можно изменением полярности тока и движением электрода от минуса к плюсу. При работе с тонким металлом необходимо учитывать его быстрое охлаждение и нельзя давать высокое напряжение, лист может прогореть.
Нельзя задерживаться долго на одном месте, нужно равномерно и быстро перемещать дугу. На тонкий лист крепится клемма от «–», на электрод подается «+».
Толстый лист греется и остывает дольше, чтобы шлак успел выйти, на свариваемый металл подается минус, на электрод плюс.
Подписывайтесь на канал, ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах! Так же Вы можете посетить наш информационный сайт все о металлах.