Линии резки металла
В перечне максимально востребованной продукции ГК «БОРА» — современное оборудование для раскроя рулонной стали. Каждая линия резки металла нашей сборки, независимо от комплектации, отличается высокой производительностью, рассчитана на длительный эксплуатационный срок, удобна в управлении и обслуживании. Многочисленные производственные объединения и компании, так или иначе связанные с металлообработкой, испытывают необходимость в надежном и экономичном оборудовании для раскроя металла. ГК «БОРА» на протяжении 15 лет поставляет линии резки рулонного металла практически во все российские регионы. Наше оборудование, при его ценовой доступности, отличается высоким уровнем автоматизации. Его эксплуатация даст возможность существенно повысить производительность труда и экономическую эффективность производства: линия резки продольно поперечной металла работает с минимальным выходом металла в отходы.
| Линия раскроя металла К-4 ширина рулона 1500 мм |
| Линия резки металла «К-4» продольно — поперечная |
| Линия раскроя металла «К-3» продольно-поперечная |
| Линия раскроя металла «К-2» продольно-поперечная |
| Линия резки рулонного металла «К-2П» поперечная |
| Линия продольного раскроя рулонного К-2Пр |
| Мобильный станок роспуска металла ПРМ |
Линия резки рулонного металла от ГК «БОРА»: точность и экономичность раскроя
Наша компания может предложить заинтересованным клиентам практически любую модификацию оборудования для металлороспуска (резка металла мобильная, линия резки поперечная, резка металла продольная). Оборудование нашего производства рассчитано на выполнение следующих операций: — роспуск рулонной стали на штрипсы (линии продольной резки металла); — нарезка на листы определенных размерных параметров (линии поперечной резки); — совмещенные операции (нарезка распущенных полос). — правка листа по плоскости. Линия продольно-поперечной резки металла от ГК «БОРА» — универсальный и наиболее востребованный вариант, такое оборудование имеет максимально широкий функционал и предназначено для обработки рулонного металла в нескольких направлениях. На нашем оборудовании возможен быстрый и точный раскрой металла любых характеристик и модификаций: рулонной стали оцинкованной, нержавеющей, с полимерным защитно-декоративным покрытием различных видов, электротехнической и пр. Резка металла мобильная может осуществляться на предлагаемом вниманию заказчиков станке ПРМ, способном выполнять продольный раскрой металлических листов шириной до 1250 мм на более узкие полосы (шириной от 62 мм). Предлагаемые нами конструктивные решения дают возможность упростить процесс обслуживания линий, исключить из него большое число ручных операций. Эксплуатация и сервис нашего оборудования удобны и не вызывают затруднений у рабочего персонала. Всю необходимую информацию по техническим характеристикам продукции ГК»БОРА» вы можете получить, обратившись к нам непосредственно. Инженеры компании дадут квалифицированные консультации по любым вопросам, связанным с эксплуатацией оборудования нашего выпуска.
Линии раскроя металла с различной толщиной листа
Один из ведущих параметров, характеризующих линии для раскроя металла — толщина распускаемого мет. листа в миллиметрах. Данный параметр определяет металлоемкость техники и мощность включаемых в комплектацию приводов. ГК»БОРА» может предложить заказчикам линии резки металла до 2 мм с параметрами от 1,2 мм до 3 мм толщины листа. Самый универсальный вариант — техника с возможностью роспуска рулонной стали 2 мм. В состав линий для роспуска металла входит блок с 9 или 11 рабочими валками (обычная величина). По индивидуальному заказу может быть спроектирована и изготовлена правильная машина с увеличенным количеством правильных валков. Для успешного решения нестандартных производственных задач, стоящих перед нашими клиентами, специалисты «БОРА» всегда разработают оптимальное решение.
Для чего необходим раскрой рулонного металла
Спрос на рулонный металлопрокат вызван разнообразием продукции и изделий, которые могут быть из него изготовлены. Он подходит для производства различных кровельных покрытий, слоеных стройматериалов, из него делают заготовки для штамповочного производства разнообразной продукции.
Для производства листового проката используются литейно-прокатные комплексы. Металлопрокат делится на несколько видов в соответствии с толщиной листа. Производители предлагают следующие разновидности металлопроката:
- жесть, толщина которой не превышает 2 мм;
- тонколистовой прокат с толщиной, варьирующейся от 2 до 4 мм;
- толстолистовой прокат с толщиной более 4 мм.
Для производства толстолистового проката используется горячая технология, изготовление более тонких разновидностей листового материала выполняется с помощью холодной прокатки.
Конструктивные особенности оборудования
Установки для продольно-поперечного раскроя могут комплектоваться дополнительными системами и функциями. Одной из основных является автоматический контроль высоты, который имеет 3 режима – один для прожига и два для резания. Эта функция позволяет увеличить эксплуатационный ресурс расходных материалов и повысить качество резки.
Высота, на которой выполняется прожиг металлической заготовки, считается одним из самых важных параметров для повышения срока службы сопла и качества реза. В процессе работы система перемещает плазменный резак вниз до момента соприкосновения с поверхностью материала, а затем устанавливает его на нужной высоте. После прожигания металла плазмой контролер перемещает плазмотрон ближе к обрабатываемому металлопрокату.
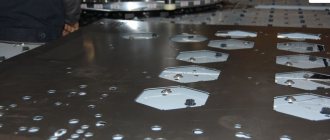
Фото 7. Работа автоматической линии продольно-поперечного раскроя
При малом расстоянии между плазменным резаком и металлом увеличивается тепловая нагрузка на расходные материалы и риск столкновения с деталью. Чрезмерно большая высота негативно отражается на качестве резки – увеличивается ширина реза, зона термического влияния, что ведет к деформации заготовок. Поэтому важно подобрать оптимальное значение, а с этой задачей лучше всего справляется система автоматического контроля высоты.
Что собой представляет линия по раскрою рулонного металла
Так как разрезать листы при помощи ножниц по металлу малоэффективно и неудобно, на производстве раскрой рулонных металлов выполняется на специальных линиях резки. Они позволяют резать металлопрокат на части с приданием им различной формы (от квадрата до ромба).
Линии поперечного раскроя рулонного металла обладают следующими техническими характеристиками:
- допустимой шириной стального рулона – 0,16 м;
- максимальной толщиной металлических листов – 0,4 см;
- минимальным количеством отрезаемых частей – от 18 и более, в зависимости от длины листа;
- общей мощностью двигателей всех приводов – 206 кВт.
Линия поперечного раскроя рулонного металла состоит из следующих элементов – листовых ножниц с установленным под наклоном ножом, управляющего механизма, устройства для правильного разматывания, узла складывания отрезанных частей, валковой подачи.
Функционирование комплекса осуществляется в соответствии с предварительно установленным алгоритмом, зависящим от различных параметров, включая начальные и конечные размеры заготовок, длину рулона или листа. Установки для раскроя рулонного металла могут быть полностью автоматизированными либо управляемыми операторами. В первом случае оборудование самостоятельно останавливается после того, как в разматывателе заканчивается материал.
Остановимся немного подробнее на составных элементах, входящих в линию раскроя рулонного металла:
1. Правильно-разматывающее устройство.
Предназначение этого узла заключается в минимизации деформации листов до их заправки в ножницы. Одновременно с этим специальные щетки удаляют с листов остатки производственных загрязнений, налета и окалины. Аппарат включают при необходимости роспуска горячекатаного металла на части.
2. Ножницы.
Автоматические ножницы схожи с ручными, разница заключается в том, что они механически связаны с установкой для раскроя рулонного металла.
При возникновении неполадок в приводе ножницы буду выключены одновременно с прочими элементами установки. Контроль процесса нарезки осуществляется с помощью изображения на визуальном дисплее. При этом следует иметь в виду, что погрешность фиксации рулона варьируется до 0,4 мм в ту или иную сторону. На погрешность значительное влияние оказывают характеристики исходного материала.
Технология раскроя рулонного металла
Технологический процесс раскроя рулонного металла начинается с предварительной нарезки металлических полос до необходимой длины. Затем на них начинают воздействовать электрическим током.
VT-metall предлагает услуги:
Точечность нагрева полос достигается за счет мощности электрического тока, при помощи которого происходит температурное разделение и плавление металла. При определении силы тока необходимо исходить из толщины обрабатываемой полосы, частоты подводимого электрического тока, а также физико-химических свойств металла.
При продольной резке металла локальный нагрев полосы обязателен, поскольку он позволяет снизить сопротивление в процессе резки. Данный эффект обусловлен уменьшением механических свойств металла при нагревании до высоких температур. Благодаря линии продольной резки полосы получаются более закругленными, без заусениц, при этом меньшей ширины.
Подобный подход обеспечивает соответствие готовых изделий требованиям стандартов, которые предъявляются к производству гнутых профилей сварных прямошовных труб.
Кроме того, при использовании данной технологии раскроя рулонного металла отсутствует необходимость в дополнительной обработке и других операциях с получаемыми полосами. Соответственно, продольную резку можно отнести к экономически выгодным способам обработки рулонных металлов.
Принцип поперечной резки металла схож с описанной выше технологией продольной обработки. Специальные дисковые ножницы удерживают лист обрабатываемого материала, который фиксируется между верхним и нижним валами и затем разрезается.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для разделения материала используется напряжение, которое прижимает его к верхнему валу. В процессе раскроя рулонного металла верхние и нижние валы находятся в постоянном движении, что обеспечивает непрерывную подачу листов.
Так как высокие температуры ослабляют жесткость металла, диски, используемые для раскроя, часто заменяют углеродистыми стальными вальцами, предварительно нагревая материал за счет воздействия электрического тока. Замена дисков на вальцы позволяет специалистам добиться более высокого качества резки.