29.08.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Какова технология автоматической сварки металлоконструкций
- Какова технология полуавтоматической сварки металлоконструкций
- Каковы особенности сварки алюминиевых металлоконструкций
- Какие дефекты возможны при сварке металлоконструкций
На протяжении длительного времени металлические конструкции соединяются между собой при помощи сварки. Этой технологией пользуются не только любители в домашних условиях, но и профессионалы в промышленных масштабах. Методики сварочных работ постоянно совершенствуются, поэтому в настоящее время результат, который показывает технология сварки металлоконструкций (независимо от их габаритов), гораздо выше, чем пару десятков лет назад.
Требования к сварке металлических конструкций
Следующие требования к монтажу металлоконструкций и сварке, в большей степени относятся к профессиональным работникам, но в случае если человек хочет развиваться в данном деле, то неплохо было бы ознакомиться со следующей информацией.
Для определенных видов металлоконструкций используются специальные виды материалов из которых изготавливаются элементы правильной геометрической формы. Также важно чтобы характеристики прочности и свариваемости соответствовали требуемым по регламенту СНИП II 23-81 и ГОСТу 27772-88. Также в этом документе присутствуют разделы посвященные схемам того как правильно создаются швы и каким образом их качество влияет на устойчивость и долговечность всей конструкции. Сложность работы зависит от количества и формы деталей.
Скачать ГОСТ 27772-88
Также не мало важным пунктом является квалификация работника. Так как существуют виды сварки металлоконструкций, собрать которые смогут исключительно работники с давних пор знакомые с таким ремеслом, и работа новичков в просто не допустима. Более подробный список подобных сооружений регламентирован документом РД 15.132-96 Минтопэнерго РФ.
Пример сварки металлоконструкций
Также по ГОСТам Российской Федерации — сварка ответственных металлоконструкций должна быть контролируемой.
Скачать ГОСТ 5264-80
Как выбрать электроды
Основной элемент в технологии сваривания металла – электроды, которые представлены в различных вариантах: плавящиеся и неплавящиеся.
Начинающему ученику, чтобы уметь выполнять качественные соединения металлоконструкций, рекомендуется на первых подходах использовать только универсальные стержни толщиной 3-4 мм.
Перед осуществлением монтажа, эксперты настаивают на том, чтобы правильно подобрать вид электродов и сорт металла. В классификации выделяют несколько видов: рутиловые, основные, кислые, целлюлозные.
- Целлюлозные электроды предназначены для сварки на переменном токе, где нужно получить прочный шов, например, при монтаже несущих конструкций. Такими электродами можно варить любыми методами.
- Кислые электроды варят на переменном и постоянном токах. У использования таких электродов имеется единственный недостаток – образование токсичных испарений. Поэтому работать с ними в помещениях запрещается.
- Смешанные электроды используются для сварки трубопроводов. Такой метод показывает отличный результат в потолочном положении.
Классическая технология
Классическая технология сварки металлоконструкций основана на проверенных временем методах, таких как газово-огневая и электрическая сварка. В обоих вариантах способы накладки швов делятся на :
- Автоматический.
- Полуавтомат.
- Ручной.
Автоматический способ основывается на отсутствии физического труда человека. Специальный роботизированной аппарат, в зависимости от проводимых работ, переводится в правильный режим и выполняет работу, тем самым заменяя собой человека. Подобные агрегаты имеют ограничения, прокомментированные в их инструкциях. Выгоднее всего использовать подобные машины в массовом производстве компаниями, продукция которых нуждается в большом количестве соединений.
Ручной метод подразумевает наличие физического человеческого труда. В него входят контроль над сварочными электродами и формированием соединения. Чаще всего под ручным методом подразумевается:
- Использование стандартной сварки с нанесением флюса.
- Пайка металлоконструкций газосварочным устройством.
- Электродуговая сварка.
Последний способ популярен при работе в домашних условиях под собственные нужды, либо на небольшом предприятии, так как крупное производство будет иметь большие затраты на поддержание подобного способа сварки конструкций.
Сварка полуавтоматом
Полуавтомат — подразумевает обработку швов вручную, но подача самого электрода осуществляется автоматически, благодаря чему возрастает производительность труда. И в совокупности человеческого фактора и автоматического способа сварки, роботизированный метод соединения имеет большую популярность, и получил развитие как среди любителей, так и профессионалов данного дела.
Классические методы для конструкций из металла
Независимо от метода соединения проката существует три режима выполнения работ:
- автоматический;
- полуавтоматический;
- ручной.
Рассмотрим их подробнее.
Автоматический
Данный метод сводит участие человека в процессе к минимуму. Функция оператора заключается в контроле над производственным процессом, а также корректировке вводных параметров, в случае возникновения необходимости. Применяется на крупносерийных предприятиях.
Полуавтоматический
Задачей сварщика является определение оптимальной скорости движения дуги, а также регулировка направления. Подача присадочного материала осуществляется в автоматическом режиме, согласно предварительно настроенных параметров.
Ручной
В этом случае все операции выполняются руками сварщика. При этом существует несколько способов создания неразъемного соединения. Помимо электросварки, в ручном режиме можно выполнить пайку металла, а также работать газосварочным оборудованием.
Виды сварки для сборки металлоконструкций
Серьезным вопросом является вид сварки, применяемый при соединении швов. Марка стального профиля, его состав и толщина не единственное что имеет вес в вопросе удачности обработки шва. Также большое влияние имеет вид сварки.
Механизация производства повлияла на выбор цеховой сварки в пользу основанных на порошковых проволоках или автоматическом процессе, который выполняется в среде инертных газов либо в слоях флюса. Разница в методах состоит в том что первый из них, в основном, распространяется на соединения угловых швов расположенных под потолком или вертикальные соединения, в то время как второй вариант подходит для соединения деталей в нижних положениях.
Ранее очень распространенным видом соединения была электрошлаковая сварка, которая на данный момент практически не используется, в связи с тем что исследование специалистов в данной области показало ненадежность металлоконструкций возведенных этим способом, и что при отрицательных температурах она теряет свою прочностные характеристики.
Ручная дуговая сварка
По этим фактам можно рассудить, что в рабочих помещениях и даже на открытых участках, работы можно проводить используя любой вид сварки. Любопытно то, что иностранные фирмы, предприятия которых оснащены современными автоматами, все же большее внимание уделяют ручной дуговой сварке металлоконструкций. Серьезным примером может послужить Япония, значимые предприятия которой используют более 60% ручной сварки для возведения важных металлоконструкций.
Как выполнять сварочные швы правильно
Чтобы выполнить сварной шов правильно, во-первых, необходимо ознакомиться нормативной сварочной и проектной документацией. Необходимая проектная документация представляется в виде основного комплекта чертежей марки КМ, и КМД (конструкции металлические, конструкции металлические деталировочные). В альбоме раздела КМ вы получите общие сведения о металлических сварных конструкциях объекта строительства (или его части):
- Общий вид;
- состав конструкций (сколько балок, колонн, ферм, связей и др. деталей);
- основные узлы соединения;
- указания к выполнению работ;
- сведения о нагрузках на конструкции;
- спецификация металлопроката.
В разделе КМД вы найдете:
- подробные чертежи каждого металлического элемента;
- детально разработанными узлы соединения элементов;
- уточненную спецификацию металлопроката.
Читайте примечания и указания к выполнению работ на чертежах. Там могут содержаться важные моменты, без соблюдения которых изготавливаемая металлоконструкция не будет отвечать применяемым к ней требованиям.
Сборку и сварку элементов необходимо производить только при наличии документально разработанной технологии работ по сварке данной конструкции.
Документация выполняется в виде технологических карт и (или) проекта производства (ППСР) на сварочные работы. В них детально отражены все вопросы по процессу и материалам.
Температурный режим сварочного процесса
Температура воздуха имеет большое влияние на выбор применяемой технологии создания шва и на его качество.
Дело в том, что нельзя производить работы по возведению металлоконструкций если температура самих заготовок опускается ниже — 18 °С. В таких условиях температура должна контролироваться измерением в области соединения двух деталей. И если она окажется ниже критической сами заготовки перед созданием шва подвергаются термической обработке. Прогревается не весь элемент, а только на небольшое расстояние от края, равное толщине заготовки, либо на расстояние не менее 75 мм в любом направлении.
Если же шов должен быть создан между деталями, изготовленными из разных сплавов, то подогрев обеих производится по температурному режиму самой прочный из них (по прочности материала). Не стоит забывать также что температура прогрева зависит от некоторых характеристик самого материала.
Как пример послужит сталь марки А514, полотно которой при толщине превышающей 40 мм требует нагрева до 210 °С. Более толстые детали, изготовленные из данной стали, прогреваются уже до 235 °С.
Технологические карточки
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.
С содержанием типовой технологической карты можно ознакомиться в Таблице
Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
Вся указанная в карточках информация вводится в базу только в кодированном виде.
При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые режимы сварки, предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.
По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Сварка конструкций — особенности
Само понятие сварки применимо не только к изделиям из металлических сплавов, но также и к изделиям из полимеров, то есть, например из пластмассы. Ведь данное понятие подразумевает термический процесс обработки, при котором две и более деталей объединяются в единую состовляющую.
Сами работы подразделяются на два шага — сборка и соединение. Первый имеет самую большую трудоемкость работы.
Ведь чтобы качество возведенной металлоконструкции было прочным, нужно чтобы все заявленные требования к заготовкам и материал из которого они были выполнены наблюдались до конца работы.
Выполнение сварочных работ
С объективной точки зрения на сборку будущей металлоконструкции и тратится более половины всего периода работ.
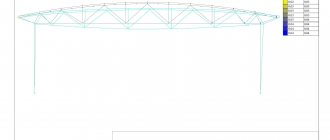
Металлические сварные фермы
Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений.
Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки.
Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали).
Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.
Обеспечение правильной сборки
Обеспечение высококачественного завершения работ также основывается на правильном следовании определенному перечню правил по сборке металлоконструкций:
- Подбирая детали из которых будет состоять металлоконструкция, стоит придерживаться чертежей, которые были обрисованы при составлении проекта. Иначе минимальными потерями будет несоответствие внешнего вида конструкции, а в худшем случае она не сможет выполнять возложенные на нее функции.
- Исходя из плана проекта каждый элемент должен находиться на своем месте.
- Ширина зазоров имеет не последнюю роль при возведении конструкций. Если в конечном итоге они будут иметь большие габариты, чем должны были по задумке, то данный факт очень сильно отразится на прочности изделия. Но в свою очередь чересчур мелкие зазоры могут негативно отразиться на правильной работе подвижных деталей.
- Любая конструкция имеет углы, уровень которых должен быть проконтролирован при помощи специальных инструментов. Там, где это требуется углы должны быть исключительно прямые, иначе это очень сильно отразится на положении конструкции и вызовет ее перекос, или даже приведет к полному разрушению.
- Стыковые соединения должны быть обеспечены зазорами с достаточным пространством для допустимого люфта элементов.
- На протяжении возведения всей конструкции данные моменты необходимо учитывать. Особенно в случае с автоматической сваркой, ведь при ручной технологии рабочий может проконтролировать и скорректировать направление детали, что практически невозможно сделать при использовании автоматических приспособлений. Но в тоже время роботизированное вмешательство в сварку практически исключает погрешности, вызываемые человеческим фактором.
Вспомогательное оборудование
Сварить конструкции значительных габаритов невозможно без использования вспомогательных приспособлений, с помощью которых выполняют фиксацию сборочных элементов, а также их подачу к месту монтажа.
Основными подсобными приспособлениями для сварки металлоконструкций являются:
- Кондуктор. Обеспечивает неподвижное положение металлопроката при его монтаже. Существуют различные способы исполнения данных приспособлений. Как правило, их внешний вид напоминает стенд или станину. Простейшая конструкция для домашних работ представляет собой устройство для стыковки свариваемых элементов под прямым углом.
- Стапель. Представляет собой грузоподъемное приспособление, выполняющее роль опорного механизма в строительно-монтажных работах. Применение стапелей позволяет увеличить производительность работы со сборными конструкциями.
Положительные стороны сварки
Помимо сокращения рабочего времени и качества, сварка положительно сказывается и на иных характеристиках:
- В связи с тем, что во время сварочного процесса задействуются лишь два элемента, исключая влияние иных факторов, то финальная спайка по массе никак не отличается от изначального варианта, что в свою очередь позволяет экономить количество материала.
- Из-за своих особенностей, сварка практически полностью лишена ограничений в работе по фактору толщины материала. Вся ответственность за это перекладывается только на использование определенного оборудования.
- Разносортные сварочные аппараты современных образцов позволяют производить соединительные работы практически с любыми материалами без потерь в прочности шва, учитывая даже фактор проведения манипуляций с таким сложным материалом как алюминий.
- Немало важным положительным моментом использования сварки является экономия денег и рабочего времени.
- Чем тяжелее вид сварки, тем сложнее может быть тип конструкции. Также она дает возможность использовать элементы, изготовленные при помощи штамповки или отлитые в формах. При этом материал, из которого они изготовлены не играет особой роли.
- Сварочные агрегаты, представленные на сегодняшнем рынке вполне доступны по цене, а также при использовании правильно подобранной методике можно повысить коэффициент по скорости производства.
- Если имеется возможность, а также желание предприятия возводить конструкции, при сборке которых будут использоваться нестандартные материалы, сварка поможет легко осуществить данную задачу.
- Сварка более чем применима даже для работы с очень мелкими деталями.
- Сварка в целях ремонта или приведения механизмов в рабочее состояние так же очень уместна.
- При применении сварки каждая конструкция будет иметь абсолютную герметичность. Из всех доступных способов соединений стыков — сварка имеет наивысший показатель надежности по этому параметру.
Нюансы: что необходимо учитывать при подготовке и сборке
Часто при сборке неопытные сварщики сталкиваются с проблемами:
- конструкция сильно деформируется. Главные причины связаны либо с неправильной сборкой, либо с нарушением технологии сварки – выбран слишком большой ток, нарушена последовательность обваривания элементов;
- плоскую деталь ведёт «винтом». Для предотвращения этого нужно обваривать деталь медленно. Например, сначала один угол рамки (один шов), затем – по диагонали – второй (один шов) и так по кругу, переворачивая конструкцию с одной стороны на другую. Также возможно зафиксировать изделие на ровной поверхности струбцинами и зажимами;
- после сборки прихватки ломаются. Причины: мало тока или допущены ошибки при сварке. Необходимо собрать конструкцию снова;
- не хватает напряжения в сети, электрод постоянно залипает – часто за городом проявляются перепады. Улучшить ситуацию можно, если на время отключить все потребители: чайники, микроволновые печи, холодильники, кондиционеры.
Иногда выясняется, что сваренная металлоконструкция не входит на своё место. Это случается тогда, когда сборщик не учёл зазоры, которые устанавливают для лучшего проваривания швов.
Для сборки крупных объёмных металлических конструкций рекомендуется использовать временные усилители – уголки, швеллеры, которые должны помочь удерживать размеры в заданных рамках.
Например, при монтаже вертикальных столбов на основную раму приваривают укосины, которые удерживают их на месте. После обваривания их срезают болгаркой.
Сварные соединения и их виды
Сварные соединения классифицируются по наличию одного из следующих признаков:
- Месторасположение соединения 2 деталей.
- Тип применяемого сварного шва.
- Сварочные технологии, применяемые при соединении.
- Окружающими условиями, при которых проводился сам процесс
- По толщине деталей.
- Марка сплава, из которого изготовлены детали.
Сварной шов по алюминию
Касательно первого пункта плана, днетали, по геометрическому расположению, имеют четыре вида соединения:
- Встык, одноплоскостное соединение двух заготовок.
- Внахлест, когда заготовки привариваются при наложении края одной детали на край другой.
- Угловые соединения — объединение деталей под определенным углом.
- Тавровое соединения. Сварка при примыкании детали к другой торцевой плоскостью.
Стыковые соединения выполняются проваром по толщине элемента или при создании шва на выводных планках. Если сварочный процесс выполняется вне цехового помещения, то соединение можно организовать односторонней сваркой, с дальнейшей подваркой основания шва, что подразумевает собой заполнение пространства между элементами, производимое по одной из кромок.
Работа основывающаяся на выводных подкладках кардинально разнится с предшествующей. Подкладка должна прилегать к кромке объединяемых деталей — это раз. Образовавшееся пространство должно иметь размеры не более 6 мм. Данное условие распространяется на метод ручной сварки. Если же работа выполняется механизированным способом. То он не должен превышать 15 мм. Подкладки выбираются исходя из параметра толщины, чтобы во время рабочего процесса не случился прожог детали.
Сварной шов по титану
В возводимых конструкциях, основанных на стыковых соединениях, нередко объединяются заготовки, выполненные в разной толщине. В таком случае применяется метод обработки, при котором уменьшается угол наклона у стали с большей толщиной, который должен соответствовать 1/8 наклона растянутых заготовок металлоконструкции, или 1/5.для сжатых элементов.
Соединения
За период существования сварочной технологии было разработано множество методов соединения. Основным параметром, на который обращают внимание, является взаимное расположение свариваемых элементов после окончания работ. Встречаются следующие виды соединений металлоконструкций:
- встык;
- внахлест;
- угловое;
- тавровое;
Помимо типа соединения, важными факторами являются применяемое сварочное оборудование, толщина элементов, а также вид основного металла.
Сварные узлы в металлоконструкциях
Все конструкции, выполненные из металла, держатся на основе из сварных узлов, являющихся основой стыковых соединений. При разработке проекта инженеры должны учитывать удобные условия для качественного проведения работ в этих узлах. К ним относятся:
- Условие на то, чтобы узлы были сварены угловым ли стыковочным соединением.
- Нижнее положение сварки является приоритетным.
- В основном использовать механизированную или полностью роботизированную сварку, дабы гарантировать качество выполненной работы.
Среди соединительных узлов есть много подвидов, к большинству из которых заявлены различные требования. Как хороший пример послужит — балочный узел. В нем самое большое внимание сконцентрировано на расстоянии между сварочными швами, так как оно не должно быть короче толщины самого толстого стального элемента деленного на 10, входящего в состав данного узла.
Общие данные
Металлоконструкции применяются повсеместно: здания промышленные и гражданские, производственные объекты и оборудование, части транспортных путей и т.д. Существуют разные способы для соединения металлоконструкций, различают:
- Заклепочные соединения;
- болтовые соединения;
- сварные соединения;
Сварка становится частым решением при выборе способа соединения элементов из металла, поскольку сварная конструкция обладает рядом достоинств:
- Относительная простота изготовления;
- Высокая скорость производства работ;
- Большой выбор материалов и оборудования для сварки;
- Возможность создания конструкций сложной конфигурации;
- Создание равнопрочного герметичного соединения;
- Соединение металлических сеток и арматурных каркасов.
Поговорим подробнее о сварных металлоконструкциях.
Услуги сварщика по низким ценам
В каких случаях специалисты с отличной репутацией все-таки могут предложить комфортную стоимость сварки металлоконструкций за тонну? Как раз в том, когда они уже всего добились и нет нужды кому-то что-то доказывать. В нашем цехе есть все, чтобы выполнить вашу работу качественно:
- современное оборудование,
- умелые руки наших профи,
- собственные площади для исполнения любых проектов.
Мы можем ответить на вопрос, сколько стоит сварить тонну металла, и готовы выехать к вам на объект, если сварка конструкций из металла на нашей площадке невозможна из-за их габаритов.
Технология ручной дуговой сварки
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом — дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистая, легированная и высоколегированная.
Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях (рис. 1) — нижнем, вертикальном, горизонтальным, потолочном, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом.
Рис. 1. Виды сварных швов
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла.
Выбор режима. Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении шва составляет:
| Толщина металла, S, мм | 1—2 | 3—5 | 4—10 | 12—24 | 30—60 |
| Диаметр электрода, dэ, мм | 2—3 | 3—4 | 4—5 | 5—6 | 6—8 |
Сила тока в основном зависит от диаметра электрода, но также зависит и от длины его рабочей части, состава покрытия, положения в пространстве сварки.
Чем больше ток, тем больше производительность, т. е. большее количество наплавленного металла:
Q = αнIсвt ,
где Q — количество наплавленного металла; αн — коэффициент наплавки, г/(А·ч);
Iсв— сварочный ток, А; t — время, ч.
Однако при чрезмерном токе для данного диаметра электрода, электрод быстро перегревается выше допустимого предела. Это приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока приблизительно можно определить по следующим формулам:
при сварке конструкционных сталей для электродов диаметром 3—6 мм:
Iд = (20 + 6dэ )dэ; для электродов диаметром менее 3 мм:
Iд = 30dэ,
где dэ — диаметр электрода, мм.
Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10—20% ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узком интервале 16—30 В.
Техника сварки. Дуга — мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка возникает во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает в себя три этапа: короткое замыкание электрода на заготовку, отвод электрода и возникновение устойчивого дугового разряда.
Дуга может возбуждаться двумя приемами: касанием конца электрода к свариваемому изделию и отводом от изделия перпендикулярно вверх на расстояние 3—4 мм (рис. 2), или быстрым боковым движением электрода к свариваемому изделию и отводе электрода от изделия («чирканьем» электродом по изделию, подобно зажиганию спички). Прикосновение электрода к изделию должно быть кратковременным, иначе он приваривается к изделию. Второй способ удобнее, но неприемлем в узких и неудобных местах.
Рис. 2. Методы зажигания дуги: а — боковым движением; б — касанием электрода
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах
Lд = (0,5 — 1,1)dэ,
где Lд — длина дуги, мм; dэ — диаметр электрода, мм.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и обеспечивает получение высококачественного сварного шва, так как расплавленный металл быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Кроме этого, сварка на длинной дуге электродами с покрытием основного типа, приводит к пористости металла шва. Для правильного формирования шва при сварке плавящимся электродом необходимо электрод по отношению к поверхности свариваемого металла держать наклонно, под углом 15—20° от вертикальной линии. Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и влиять на скорость охлаждения сварочной ванны. На рис. 3 показано влияние наклона электрода и наклона свариваемого изделия на глубину проплавления основного металла.
Рис. 3. Влияние наклона электрода и наклона свариваемого изделия на глубину проплавления основного металла: а — сварка углом вперед; б — сварка углом назад; в — сварка вертикальным электродом под уклон; г — сварка вертикальным электродом на подъем; д — сварка вертикальным электродом горизонтальной поверхности
Кроме длины дуги на качество сварного шва также влияет величина сварочного тока, напряжение и темп сварки. Внешний вид получаемого сварного шва при отклонении от нормальных режимов показан на рис. 4.
Рис. 4. Зависимость сварного шва от напряжения, тока и темпа сварки
В процессе сварки электроду сообщается движение в трех направлениях.
- Первое движение — поступательное, по направлению оси электрода. Этим движением поддерживается постоянная (в известных пределах) длина дуги в зависимости от скорости плавления электрода.
- Второе движение — перемещение электрода вдоль оси образования валика шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2—3 мм шире диаметра электрода, или узкий шов шириной е = 1,5dэ.
- Третье движение — перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (e = (1,5 – 5)dэ) получают с помощью поперечных колебаний, изображенных на рис. 5. На примере этих основных колебательных движений в табл. 1 приведены движения электрода при различных видах сварки.
Рис. 5. Схема движения конца электрода при ручной электродуговой сварке
При сварке тонких листов накладывают узкий валик (шириной 0,8—1,5 диаметра электрода) без поперечных колебаний. В других случаях (при сварке толстых листов) применяют уширенные валики. Колебательные движения улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, обеспечивают получение однородного шва и устраняют непровар его корня.
Таблица 1. Примеры движения электрода при различных видах сварки
| Наименование движений | Схема движений _________________________________ | Назначение |
| Возвратно-поступательное движение в одной плоскости | Применяется для получения подварочного валика сварного шва высокопроизводительными электродами во всех позициях и для всех типов соединений | |
| Циклическое перемещение электрода | Применяется для проварки корня углового шва и V-образных разделок высокопроизводительными электродами | |
| Прямолинейное зигзагообразное перемещение электрода в вертикальной плоскости | Применяется со всеми типами электродов для заполняющих вертикальных угловых и с V-образной разделкой швов, иногда применяется для облицовочного шва. С низко-водородными электродами применяется для проварки корня углового шва и V-образных разделок | |
| Треугольное перемещение электрода | Применяется для облицовочного шва. С низководородными электродами применяется для проварки корня углового шва и V-образных разделок | |
| Возвратно-поступательное движение с вертикальным смещением между проходами | Применяется со всеми типами электродов для заполняющих вертикальных угловых и с V-образной разделкой швов. В конце горизонтального перемещения, на обеих краях, электрод имеет фиксированную задержку, затем небольшое перемещение вверх | |
| Перемещение с нахлестом и небольшим качанием электрода вокруг сварочной ванны | Применяется со всеми типами электродов для сварки потолочных швов, иногда во время циклического движения делается захлест кратера | |
| Прямолинейное зигзагообразное перемещение электрода в горизонтальной плоскости | Применяется со всеми типами электродов в широких V-образных разделках в нижнем положении |
Сварку встык без разделки кромок производят преимущественно сквозным проплавлением с одной стороны шва. В этих случаях рекомендуется применять подкладки (стальные, медные). Иногда, когда это возможно, производят подварку шва узким валиком с обратной стороны.
Детали под сварку собирают в приспособлениях, чаще всего прихватками. Сечение прихваточного шва составляет примерно 1/3 от сечения основного шва, длина его 30—50 мм. Угловые швы сваривают «в угол» или «в лодочку» (рис. 6).
Рис. 6. Положение электрода и изделия при выполнении угловых швов: а — сварка в симметричную «лодочку», б — в несимметричную «лодочку», в — «в угол» наклонным электродом, г — с оплавлением кромок
При образовании углового шва (рис. 6, а, б, в) электрод ставят под углом 45° к поверхности детали. Применяя повышенные величины тока, во избежание непровара шва, обе свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° (сварка в лодочку, рис. 6, а). При наклоне свариваемых поверхностей под углом 30° или 60° — в несимметричную лодочку.
При сварке «в угол» проще сборка, допускается большой зазор между свариваемыми деталями (до 3 мм), но сложнее техника сварки, возможны дефекты типа подрезов и наплывов, меньше производительность, так как приходится за один проход сваривать швы небольшого сечения (катет < 8 мм) и применять многослойную сварку. Сварка в лодочку более производительна, допускает большие катеты шва за один проход, но требует более тщательной сборки.
При сварке встык шва с V-образной разделкой (рис. 7, а) дугу зажигают вблизи скоса кромок и наплавляют валик металла. В зависимости от толщины листа и диаметра электрода шов выполняют за один или несколько проходов.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют, исходя из диаметра электрода. Толщина слоя равна (0,8 ÷ 1,2)dэл.
Сварку Х-образных швов (рис. 7, б) с целью уменьшения деформации производят попеременным наложением слоев с обеих сторон разделки.
Рис. 7. Сварка в стык с разделкой кромок: а — схема наложения валиков металла с V-образной разделкой кромок; б — сварка встык с двухсторонней разделкой кромок.
Сборка деталей при подготовке под сварку, разделка кромок металла и зазоры между деталями при сварке встык, согласно ГОСТа, показаны на рисунках в табл. 2, а также на рис. 8—11.
Таблица 2. Основные типы и размеры конструктивных элементов шва
| Тип сварных швов по ГОСТ | Наименование сварного соединения | Тип конструктивных элементов | Сварное соединение | Размер конструктивных элементов | ||
| — | С отбортовкой | — | S=1÷3 | |||
| C2 | Стыковой без скоса кромок двухсторонний | S=S1 | b | a | ||
| 3÷3,5 | 8±4 | 1+0,5-1,0 | ||||
| 4÷4,5 | ||||||
| 5÷5,5 | 9±4 | |||||
| 6÷8 | 2+1,5-1,0 | |||||
| h=2÷3 | ||||||
| C3 | Стыковой без скоса кромок односторонний | |||||
| C8 | Стыковой V-образный со скосом двух кромок двухсторонний | S=S1 | b | S2 | ||
| 3÷8 | S+11 | 1±1 | ||||
| 9÷14 | S+13 | 2+1,0-2,0 | ||||
| 15÷21 | S+15 | |||||
| C9 | Стыковой V-образный со скосом двух кромок односторонний | 22÷26 | S+16 | |||
| b1=10±4; h=3÷4 | ||||||
| C11 | Стыковой V-образный с криволинейным скосом двух кромок двухсторонний | S | b | h | ||
| 20÷23 | S+9 | 0+5 | ||||
| 24÷29 | S+7 | |||||
| 30÷33 | S+4 | |||||
| 34÷41 | S | |||||
| 42÷49 | S-3 | |||||
| 50÷55 | S-7 | |||||
| 56÷60 | S-12 | |||||
| b1=10±4 | ||||||
| C15 | Стыковой X-образный с двумя скосами двух кромок духстронний симметричный | S | b | h | ||
| 12÷17 | S+3 | 3 | ||||
| 18÷29 | S+1 | 4 | ||||
| 30÷44 | S-3 | |||||
| 42÷50 | S-8 | |||||
| 51÷60 | S-11 | 5 | ||||
| Тип сварных швов по ГОСТ | Наименование сварного соединения | Тип конструктивных элементов | Сварное соединение | Размер конструктивных элементов | ||
| C17 | Стыковой X-образный с двумя криволинейными скосами двух кромок двухсторонний | S | b | h | ||
| 30÷35 | S-3 | 4 | ||||
| 36÷41 | S-7 | |||||
| 42÷51 | S-12 | 5 | ||||
| 52÷60 | S-24 | |||||
| У4 | Угловой без скоса кромок двухсторонний | S=2÷30; S1=2÷30 | ||||
| У5 | Угловой без скоса кромок односторонний | S=1÷30; S1=2÷30 | ||||
| У7 | Угловой со скосом одной кромки односторонний | S | b | |||
| 4÷7 | S+11 | |||||
| 8÷11 | S+13 | |||||
| 12÷17 | S+15 | |||||
| 18÷26 | S+18 | |||||
| h=3÷4; S1≤S | ||||||
| У10 | Угловой со скосом двух кромок односторонний | S | b | |||
| 12÷14 | S+12 | |||||
| 16÷21 | S+14 | |||||
| 22÷26 | S+15 | |||||
| h=4; S1=S | ||||||
| Т1 | Тавровый без скоса кромок двухсторонний | S | K | |||
| 3÷6 | 3÷4 | |||||
| 7÷9 | 5 | |||||
| 10÷30 | 6÷8 | |||||
| Тип сварных швов по ГОСТ | Наименование сварного соединения | Тип конструктивных элементов | Сварное соединение | Размер конструктивных элементов | ||
| Т8 | Тавровый со скосом одной кромки двухсторонний | S | b | h | ||
| 4÷7 | S+9 | 3±3 | ||||
| 8÷11 | S+11 | |||||
| 12÷17 | S+13 | 4±3 | ||||
| 18÷26 | S+16 | 5±3 | ||||
| Т9 | Тавровый со скосом одной кромки односторнний | b1=3 | ||||
| Т10 | Тавровый со скосом двух кромок двухсторонний | S | b | h | ||
| 12÷17 | S+2 | 3±3 | ||||
| 18÷25 | S | 5±3 | ||||
| 26÷35 | S-2 | 6±3 | ||||
| 36÷47 | S-3 | 9±3 | ||||
| 48÷51 | S-4 | 11±3 | ||||
| 52÷60 | S-5 | 13±3 | ||||
| H2 | Внахлестку без скоса кромок двухсторонний | S=2÷60; k=S | ||||
| H3 | Внахлестку электрозаклепками | S≥2; d≥2S | ||||
| H4 | Внахлестку электрозаклепками | S≥2; m≥2S | ||||
Сварка встык листов разной толщины показана на рис. 8. Соединение листов внахлестку лобовыми швами показано на рис. 9.
Соединение листов внахлестку фланговыми швами с усилением прорезными швами показано на рис 10.
Соединение листов встык с накладками показано на рис. 11. Накладки приварены к листам лобовыми и фланговыми швами (средняя проекция общая для обеих соединений).
Рис. 8. Разделка кромок листов разной толщины для сварки в стык
Рис. 9. Соединение листов внахлестку лобовыми швами
Рис. 10. Соединение листов внахлестку фланговыми швами, усиленными прорезными швами
Рис. 11. Соединение листов встык с одной накладкой (а) и то же, с двумя накладками (б)
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов. Под порядком заполнения швов понимается, как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяженности все швы условно можно разделить на три группы:
- короткие — до 300 мм;
- средние — 300—1000 мм;
- длинные — свыше 1000 мм.
В зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различными способами (рис. 12).
Рис. 12. Схемы сварки: а — напроход; б — от середины к краям; в — обратно ступенчатым способом; г — блоками; д — каскадом; е — горкой; А — направление заполнения разделки: (стрелками указано направление сварки); 1—5 последовательность сварки в каждом слое
Короткие швы выполняют на проход — от начала шва до его конца. Швы средней длины варят от середины к концам или обратно ступенчатым методом. Швы большой длины выполняют двумя способами: от середины к краям (обратно ступенчатым способом) и вразброс.
При обратно ступенчатом методе весь шов разбивается на небольшие участки длиной по 150—200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм. В зависимости от количества проходов (слоев), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяются при сварке металла небольших толщин (до 8—10 мм) с предварительной разделкой кромок.
Сварку соединений ответственных конструкций большой толщины (свыше 20—25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов: заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200—300 мм, затем второй слой, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200—300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что позволяет предупредить появление трещин. «Каскадный» метод является разновидностью горки.
При сварке горизонтальных швов на вертикальной плоскости (рис. 13, а) разделку делают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
Вертикальные швы сваривать труднее, вследствие стекания расплавленного металла вниз. Для уменьшения стекания металла работу ведут короткой дугой и в направлении снизу вверх (рис. 13, б), за исключением листов толщиной до 1,5 мм.
Сварку потолочных швов (рис. 13, в) производят очень короткой дугой, при которой происходит короткое замыкание электрода на деталь. Применяют электроды с тугоплавкой обмазкой, которая образует вокруг электродов «втулочку», содержащую направленый газовый поток, удерживающий электродный металл.
Рис. 13. Схематическое изображение работы при выполнении сварки различными швами: а — горизонтальный шов на вертикальной плоскости; б — вертикальный шов; в — потолочный шов. 1—3 — положение электрода в пространстве; 4 — покрытие электрода
Обеспечение нормативных требований по технологии и технике сварки — основное условие получения качественных сварных швов. Отклонения размеров и формы сварного шва от проектных чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также при несвоевременном контрольном обмере шва.
831
Цены на производство и монтаж металлоконструкций — стоимость работ
Однако далеко не всем интересны услуги по сварке металла, предлагаемые “гаражных дел мастерами”. Большинство заказчиков понимают: чем ниже расценка на сварку металлоконструкций, тем больший в этом сокрыт подвох.
Стоимость сварки металла не может быть запредельно низкой. Ведь любая компания с опытом и репутацией учтет в ней объем заказа, квалификацию специалистов, тип сварки и затраты на расходные материалы. Это объективный минимум, в реальности расчет стоимости сварки изделий из металла намного сложнее.
Как своими руками сварить металлоконструкции?
Профессиональные сварщики подтвердят, что современный мастер должен уметь изготавливать любые типы металлических конструкций. При этом типов поистине много, предприятия и частные лица часто заказывают изготовление толстостенных конструкций. Поэтому любой уважающий себя сварщик должен знать, как происходит изготовление сварных конструкций.
В этой статье мы кратко расскажем, какие бывают сварные металлические конструкции, какова технология сварки металлоконструкций и какие особенности стоит учесть, чтобы вашу работу оценили по достоинству.
Виды металлоконструкций
Существуют различные виды сварных конструкций. Самые популярные — балки. Именно сварка двутавровых балок является самой часто запрашиваемой услугой. Запомните, что балки должны быть жестко соединены между собой. Это основное требование.
Второй тип — колонны. Колонны должны хорошо переносить сжатие. В целом, сварка колонн — это такая же популярная услуга, как и сварка двутавровых балок. Еще существуют решетчатые металлоконструкции. Для сварки решетчатых конструкций нужно убедиться, что они смогут выдержать существенное растяжение. К такому типу относится сетка из арматуры, металлический каркас или ферма.
Дополнительно выделяют оболочковые металлоконструкции. Зачастую это трубопроводы и различные емкости. Главное к ним требование — абсолютная герметичность и устойчивость к повышенному давлению. Не забывайте и о корпусных металлоконструкциях. К ним относятся составы поездов и кузова авто. Главное требование — устойчивость к перманентным динамическим нагрузкам.
Как вы понимаете, к каждому типу есть свои требования. Их обязательно нужно учитывать. Нельзя выполнять работу «наобум», основываясь лишь на своих соображениях. Нужно принимать во внимание среду, в которой будет эксплуатироваться металлоконструкция, и нагрузки, которые она должна выдерживать.
Технология сварки металлоконструкций
Технологичность сварных конструкций не так уж сложна. Здесь все просто: технология соединения деталей для той или иной металлоконструкции зависит от выбранного вами метода сварки. Например, вам предстоит сварка металлоконструкций полуавтоматом. Для этого вам необходим полуавтомат, защитный газ в баллонах, присадочная проволока и электроды.
Такой подход уместен вне зависимости от того, какая сварка конструкций вам необходима. Вам может быть поручена сварка двутавровых балок или коробчатых конструкций. В любом случае опирайтесь на особенности выбранного вами метода сварки. Впрочем, есть некоторые советы, которые подходят к любому типу сварки металлоконструкций. Далее мы подробно поделимся ими.
Выбор метода сварки
Теперь, когда вам известна классификация сварных конструкций, вам будет проще выбрать тип сварки. Может с уверенностью сказать, что сборка металлоконструкций может осуществляться с помощью любого оборудования.
Например, сварка строительных конструкций часто производится с помощью полуавтомата. Это не удивительно, ведь сварка металлоконструкций полуавтоматом проста и удобна, она экономит время и ресурсы.
Мы рекомендуем выбирать метод сварки исходя из ваших умений, условий работы и предъявленных требований по качеству.
Выбор режима сварки
Чтобы правильно сварить конструкции из металла нужно настроить свой сварочный аппарат. Проще говоря, выбрать режим сварки. Здесь рекомендация одна: постарайтесь соблюдать золотую середину. Не нужно устанавливать завышенное значение тока в надежде выполнить работу быстрее. И не нужно варить на малом токе просто из страха испортить шов.
Сварка ответственных металлоконструкций (например, балок двутаврового сечения) требует от вас максимальной концентрации и опыта. Поэтому полагайтесь на свои силы и устанавливайте настройки, рекомендуемые ГОСТами для каждого метода сварки. Что касается скорости, то постарайтесь варить примерно 20 метров шва в час. Это усредненное значение.
Выбор температурного режима
Сварка конструкций должна производится при температуре металла не менее 17 градусов по Цельсию. Это особенно важно, если планируется изготовление сварных конструкций с повышенными требованиями к качеству швов (к примеру, упомянутая выше сварка балок). Прогрейте место будущего шва до 20 градусов перед началом работ.
Выбор типа сварного соединения
В большинстве случаев, для сварки металлических конструкций выбирают стыковое и угловое соединение. О каждом из них поговорим подробнее.
Стыковой шов должен равномерно провариваться по всей длине и толщине металла. Это оптимальный метод. Также можно сварить шов на одной стороне, а затем с обратной стороны проварить корень шва. Это особенно актуально, если предстоит сборка и сварка решетчатых конструкций.
С угловыми швами все сложнее. Они больше подвержены деформациям, чем стыковые, поскольку не способны выдерживать такие большие нагрузки. Если у вас есть возможность заменить угловой шов на тавровый, то лучше сделайте это. Также запрещено использовать односторонний угловой шов при соединении толстостенных конструкций. Двусторонний шов обязателен.
Сборка и сварка металлоконструкций также требует понимания, каким нагрузкам будет подвержено изделие. Если будет много статической нагрузки, то разделывайте кромки к-образно.
Особенности сварки
Во-первых, перед работой у вас на руках обязательно должны быть чертежи сварных конструкций. Еще лучше, если будет полноценный пакет с технической документацией. Специалисты должны определить, какой тип сварки лучше подходит, и подобрать оптимальные типы сварных соединений.
Металлоконструкции сварные содержат множество узлов, и к каждому предъявляются свои требования. Например, при сварке стыков металлоконструкций расстояние между швами должно быть не более 10-ти кратной толщины самого металлического профиля. Это особенно важно при соединении балочных конструкций. Есть еще одна особенность.
Профессионалы часто используют термины «местная прочность» и «непрочность». Местная прочность — это узлы, к которым были приварены ребра жесткости, например. А непрочность — это отверстия в металлических профилях, непроваренные швы, большие зазоры между деталями и так далее.
Считается, что если у конструкции замечено оба этих недостатка, то изделие уже нельзя называть долговечным.
Поэтому, если вам предстоит изготовление сварных конструкций постарайтесь избегать упомянутых выше «болячек». Даже если вы решили, что на неответственном участке можно сделать менее качественный шов, то вы ошибаетесь. В конечном итоге именно эта ошибка приведет к разрушению всей конструкции. Сварка конструкций не прощает даже мелких недочетов.
Вместо заключения
Технологичность сварных конструкций заключается лишь в разнообразии способов сварки. Непосредственный процесс сварки (он же технологический процесс) и изготовление сварных металлоконструкций — это не так сложно, как может показаться на первый взгляд.
Установка электрода
В структуре инвертора имеется два кабеля, в первом фиксируется прищепка – зажим, во-втором – держатель для электрода. Перед включением нужно открутить головку на ручке у винтового держателя, установить электрод, после фиксации закрутить головку на место.
В процессе всей процедуры сварки необходимо держать электроды по отношению к свариваемому покрытию под углом 70-80 градусов, сварочная линия должна находиться на уровне 90 градусов. Такое расположение позволит создать качественный, прочный шов.
Как правильно варить
После включения сварочного аппарата, энергия тепла перераспределяется в направлении от электрода к металлической конструкции, в результате воздействия силы тока, образуется высоковольтное напряжение, металл разогревается до высоких цифр, тем самым приобретая полужидкую фазу. В связи с чем появляется эффект – сварочная ванна. Вещество электрода вступает в химически-физическую связь с металлами, образуется лишний шлак, который превращается в прочную поверхность, защищающую шов.
Чтобы правильно сформировать дугу между пролегающими электродами, нужно включить оборудование и провести электродом по покрытию металла под углом 60 градусов до образования искр, затем поднять держатель на расстоянии 5 мм от детали, в результате чего образуется электрическая дуга, которая должна присутствовать с самого начало процесса до окончания работ. Чтобы в дуге поддерживалось напряжение, рекомендуется соблюдать расстояние 5 мм и следовать равной скорости на участке плавления.
В результате соприкосновения двух разнозаряженных элемента, где минусом является электрод, плюсом металлическая конструкция, образуется высоковольтный поток энергии тока, который расплавляет изделие, что позволяет получить крепкое соединение. Процесс сварки не должен останавливаться ни на минуту. Это правило необходимо соблюдать, чтобы шов был ровным.
Аналогичный вариант сваривания металлоконструкций – ковка. Способом часто пользуются азы, первоклассные мастера. Необходимо наличие шурупов и болтов. Данный метод выполняется если характеристики металла не подходят к проведению сварки.
Следует помнить, что сварка считается опасным видом деятельности, где защита глаз играет важную роль. Без маски даже высококвалифицированный мастер не сможет получить желаемый результат. Соответствие условиям выполнения работ – это второстепенный, немаловажный фактор, где необходимо неукоснительно придерживаться всех требований.