Сварка толстого металла основана на методе многослойного шва, при котором элементы должны накладываться на кромки стыков с применением особых технологических процессов. Существует несколько приемов для осуществления сварки металла с толстыми стенками, где предусматривается технологическая подготовка кромок и некоторые тонкости при соединении изделий со стенкой от 20 мм и выше.
В месте соединения двух деталей необходимо оставить зазор там, где будет проходить электрод.
Электрошлаковая сварка
Электрошлаковая сварка (ЭШС) позволяет сваривать металлические детали толщиной до 60 см. Принцип ЭШС состоит в том, что в зазор между торцами двух свариваемых металлических деталей помещают шлаковую массу. Эта масса расплавляется электрической дугой, создаваемой между электродом и металлическими деталями. После расплавления шлака дуга гаснет, а через шлаковую массу протекает ток, который при правильно подобранных параметрах сварки равномерно нагревает сварочную ванну до высоких температур.
В шлаковую массу добавляется присадочный материал, который плавится вместе со шлаком и краями соединяемых деталей. Поскольку расплавленный металл тяжелее шлака, то он опускается вниз зазора и там застывает. Расплавленная масса же поднимается вверх. В результате этого процесса происходит сварка вертикального зазора.
Для того чтобы расплав не вытекал за пределы зазора, сбоку с двух сторон ставятся специальные пластины – ползуны. Они охлаждаются водой и постепенно перемещаются вверх.
Схема электрошлаковой сварки
Существует три метода осуществления ЭШС:
- В расплав непрерывно подается присадочный электрод, который расположен в горизонтальной плоскости.
- Используются пластинчатые электроды, которые заменяют собой ползуны. Благодаря перекрытию зазора, создается эффективный расплав, что позволяет соединить зазоры деталей без добавления присадки.
- Объединение первых двух методов. При этом используются пластинчатый и плавящийся электроды.
Преимущества и недостатки ЭШС
Основные достоинства ЭШС:
- защита шва от воздействия атмосферы жидким шлаком;
- малая чувствительность процесса к изменению величины тока и даже его кратковременному прерыванию;
- сварка толстого металла за один проход;
- возможность сваривать необработанные торцы деталей;
- малый расход электроэнергии и дешевизна шлаков;
- высокий КПД.
Недостатки ЭШС:
- возможна сварка только вертикальных швов или швов под острым углом к вертикали;
- при прерывании процесса возникают дефекты, которые нельзя исправить;
- шов имеет крупнозернистую структуру, что ограничивает применение изделия при низких температурах (шов становится ломким);
- для организации ЭШС необходимо иметь довольно большое количество приспособлений.
Оборудование
Для выполнения операций ЭШС используются автоматы или полуавтоматы. Второй тип оборудования используется редко, так как вручную перемещать тяжелое оборудование по вертикали для человека довольно трудно.
Автоматы для ЭШС обычно включают:
- автоматически двигающийся сварочный аппарат с медными ползунами;
- источник питания;
- устройства подачи флюса и проволоки;
- систему управления.
В зависимости от конструкции автоматы для ЭШС могут быть подвесные или самоходные (рельсового или безрельсового типа).
Подготовка к проведению работ. Обработка кромок
Сварочные работы с использованием полуавтомата следует производить только с чистыми заготовками. На поверхности не должно быть ржавчины, масла и грязи. В противном случае, будут появляться поры.
Правильная разделка кромок – важный этап подготовки деталей под сварку. Для обеспечения формирования качественных швов следует снять фаски в соответствии с ГОСТ 14771-76 – в зависимости от типа соединения. Если все сделано правильно, то соединение получится прочным. Важно добиться того, чтобы металл был проплавлен по всей своей толщине.
Электродуговая сварка
Электродуговая сварка (ЭДГС) представляет собой вид неразъемного соединения деталей, получаемого путем плавления металла электрической дугой, возникающей при подаче на электрод и металл напряжения от источника тока. При воздействии на соединяемые детали такой дуги образуется сварочная ванна из расплавленного металла, после остывания и застывания которой формируется шов, соединяющий детали.
При сварке изделий большой толщины (более 20 мм) с помощью ЭДГС невозможно проварить всю толщину изделия. Поэтому в этом случае используется многослойное наложение швов. Перед тем как начать сварку толстого металла, требуется подготовить его торцы. Чаще всего кромки торцов стачиваются под некоторым углом. Между деталями оставляют зазор.
При выполнении первого корневого (соединительного) шва используется тонкий электрод толщиной в 1-3 мм. Его использование позволяет зафиксировать детали и избежать прожога.
Последующее заполнение сварочного шва осуществляется электродом большего диаметра. При этом слой должен прокладываться по неостывшему предыдущему слою. Толщина слоя для достаточного прогрева не должна быть больше 4-5 мм.
Классификация ЭДГС
ЭДГС бывает следующих типов:
- ручная;
- полуавтоматическая;
- автоматическая.
При ручной ЭДГС сварщик вручную перемещает электрод, в результате чего образуется сварной шов. При полуавтоматической сварке присадочная проволока подается автоматически, а электрод передвигается вручную. При автоматической сварке и проволока, и электрод передвигаются автоматически.
Оборудование
Наиболее распространенным является ручная ЭДГС. При выполнении такого рода сварки используются:
- сварочный аппарат;
- ручной инструмент сварщика;
- приспособления для облегчения сварки.
Сварочный аппарат является, в первую очередь, источником питания для электрической дуги.
В качестве источников питания при ЭДГС используются сварочные трансформаторы, выпрямители (инверторы) или генераторы.
Примерная стоимость инверторных источников тока на Яндекс.маркет
Сварочный трансформатор предназначен для понижения напряжения сети в более низкое напряжение горения дуги и обеспечения необходимого тока. Сварочные выпрямители состоят из понижающего трансформатора и полупроводникового выпрямителя. Они питают дугу постоянным током. Генераторы обеспечивают питание электродуги путем преобразования механической энергии в электрическую.
Кроме источника питания, в состав сварочного аппарата входят электрод, держатель для электрода и провода, подключающие источник питания к сварочной ванне. Электрод обычно представляет собой присадочный материал с обмазкой, предназначенной для защиты сварочной ванны от воздействия внешней атмосферы. Держатели для электрода бывает винтового или зажимного типа.
Примерная стоимость электрододержателей на Яндекс.маркет
В качестве приспособлений сварщик должен использовать защитную маску, которая фильтрует УФ- и ИК-излучения дуги, респиратор и специальную одежду. Кроме того, в качестве ручного инструмента сварщику положено иметь молоток, зубило, металлическую щетку.
Настройка аппарата и газового оборудования
Сварочные полуавтоматы разных производителей устроены по-разному. На лицевой панели располагаются как минимум два-три регулятора:
- настройка скорости подачи проволоки – регулируется частота вращения электромотора, который двигает проволоку;
- изменение силы тока – параметр влияет на скорость плавления присадки в сварочной ванне;
- настройка индуктивности – изменение касается характеристик тока. При минимальных значениях глубина проплавления металла меньше, а шов более выпуклый. Для сварки толстых заготовок рекомендуется увеличить до среднего или еще больше.
Совет: настраивать аппарат можно на слух. Во время сварки расплавление проволоки происходит очень плавно, полуавтомат издает ровный шуршащий звук.
После подключения редуктора к баллону с углекислым газом требуется выставить давление на выходе. Для работы в помещении достаточно 1-1,5 кг/кв. см. Если на редукторе установлен расходомер, то следует выставить 10-12 литров в минуту.
Сварные швы
При сваривании толстостенных деталей могут возникнуть поры или трещины. Для их предотвращения при сварке применяют методы:
- «горка»;
- блочный;
- каскадный.
В первом случае вначале на участке стыка в 200-300 мм формируют слой №1. После очистки его от окалины на него наваривают слой №2, который в 2 раза длиннее первого. Далее отступают на 200-300 мм от начала слоя №2 и наваривают слой №3. Таким образом заполняют весь сварочный шов швами с двух сторон от слоя №1.
При сварке металла толщиной от 20 мм используется каскадный метод. По сути, этот метод является разновидностью метода «горка». В этом случае весь шов делится на отрезки в 20 см. Сначала проваривается самый нижний участок в 20 см. Затем поверх первого слоя кладется второй слой длиной 40 см. Поверх второго слоя кладется третий слой длиной 60 см. Таким образом укладывают слои до заполнения шва над участком №1. После этого от участка №1 варят короткие швы в обе стороны. Благодаря этому, зона сварки будет все время нагрета, и там не образуются трещины.
При блочном методе шов сначала варят по отдельным участкам (блокам), а промежутки между ними заваривают до окончания завершения сварки всего шва.
Возможные сложности
Проблемы, возникающие при восстановлении деталей:
- Повреждение затрагивает отверстия с резьбой, предназначенные для установки датчиков. После заделки разлома требуется просверлить канал и восстановить нарезку, но механическое воздействие может разрушить швы. В этом случае придется отказаться от установки датчика или приобрести новый блок.
- Трещина проходит через рубашку охлаждения или каналы подачи моторного масла. При проведении сварочных работ происходит полное или частичное перекрытие сечений. Подобный ремонт приводит к ускоренному выходу двигателя из строя (из-за локального перегрева или масляного голодания).
- Полученный сварной шов не является герметичным, поэтому необходимо нанести слой эпоксидной смолы. Перед обработкой – очистить поверхности от нагара и обезжирить (например, растворителями для красок). После полимеризации эпоксидная смола не пропускает жидкости, но не выдерживает вибрационных нагрузок и температуры свыше +120°С. После сварки ферромедным электродом для герметизации используют обработку шва 10%-ным раствором хлористого аммония. Продукты реакции заполняют поры и снижают риск течи жидкости.
Особенности сварки труб с толстыми стенками
Трубы с толстыми стенками используются в различных областях народного хозяйства и промышленности. Например, в трубопроводе «Турецкий поток» используются трубы с толщиной стенок в 39 мм, а в трубопроводах высокого давления могут использоваться трубы с толщиной стенок до 52 мм.
Если толщина стенок труб превышает 20 мм, то сварка таких труб может осуществляться с использованием слоев с увеличенной толщиной. Такой метод позволяет увеличить прочность соединения на 10-15%. При этом сварка таких труб должна осуществляться одновременно 2 сварочными аппаратами – один из них наносит обычный слой, а второй – толстый слой.
Как показал опыт, уже имеются результаты по сварке стыков с увеличенной толщиной слоя, при которых стыки в 45 мм были сварены за 3 прохода при толщине одного слоя в 15 мм. При этом стык имел два типа скоса кромок, один из которых Y-образный, а другой – двухступенчатый.
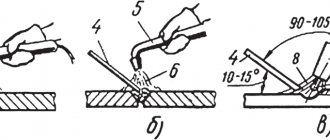
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых
I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.