Материаловедение: конспект лекций Алексеев Виктор Сергеевич
7. Химико-термическая обработка: азотирование, ионное азотирование
Химико-термическая обработка
– азотирование применяется с целью повышения твердости поверхности у различных деталей – зубчатых колес, гильз, валов и др. изготовленных из сталей 38ХМЮА, 38ХВФЮА, 18Х2Н4ВА, 40ХНВА и др.
Азотирование
– последняя операция в технологическом процессе изготовления деталей. Перед азотированием проводят полную термическую и механическую обработку и даже шлифование, после азотирования допускается только доводка со съемом металла до 0,02 мм на сторону.
Азотированием
называется химико-термическая обработка, при которой происходит диффузионное насыщение поверхностного слоя азотом. В результате азотирования обеспечиваются: высокая твердость поверхностного слоя (до 72 HRC), высокая усталостная прочность, теплостойкость, минимальная деформация, большая устойчивость против износа и коррозии. Азотирование проводят при температурах от +500 до +520 °C в течение 8–9 ч. Глубина азотированного слоя – 0,1–0,8 мм. По окончании процесса азотирования детали охлаждают до +200–300 °C вместе с печью в потоке аммиака, а затем – на воздухе.
Поверхностный слой не поддается травлению. Глубже него находится сорбитообразная структура. В промышленности широко применяется процесс жидкостного азотирования в расплавленных цианистых солях. Толщина азотированного слоя – 0,15-0,5 мм.
Азотированный слой не склонен к хрупкому разрушению. Твердость азотированного слоя углеродистых сталей – до 350 HV, легированных – до 1100 HV. Недостатки процесса – токсичность и высокая стоимость цианистых солей.
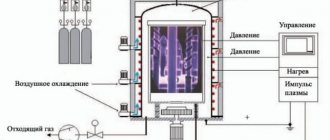
В ряде отраслей промышленности используется ионное азотирование, которое имеет ряд преимуществ перед газовым и жидкостным. Ионное азотирование осуществляется в герметичном контейнере, в котором создается разреженная азотсодержащая атмосфера. Для этой цели применяются чистый азот, аммиак или смесь азота и водорода. Размещенные внутри контейнера детали подключают к отрицательному полюсу источника постоянной электродвижущей силы Они выполняют роль катода. Анодом служит корпус контейнера. Между анодом и катодом включают высокое напряжение (500-1000 В) – происходит ионизация газа. Образующиеся положительно заряженные ионы азота устремляются к отрицательному полюсу – катоду. Возле катода создается высокая напряженность электрического поля. Высокая кинетическая энергия, которой обладали ионы азота, переходит в тепловую. Деталь за короткое время (15–30 мин) разогревается до от +470 до +580 °C, происходит диффузия азота вглубь металла, т. е. азотирование.
Ионное азотирование по сравнению с азотированием в печах позволяет сократить общую продолжительность процесса в 2–3 раза, уменьшить деформацию деталей за счет равномерного нагрева.
Ионное азотирование коррозионно-стойких сталей и сплавов достигается без дополнительной депассивирующей обработки. Толщина азотированного слоя – 1 мм и более, твердость поверхности – 500-1500 HV. Ионному азотированию подвергают детали насосов, форсунок, ходовые винты станков, валы и многое другое.
Данный текст является ознакомительным фрагментом.
Из книги автора
Обработка металла Обработка металла включает в себя достаточно большое число работ различного вида, но каждая из них начинается с подготовки поверхности, которую предстоит обрабатывать. Что значит обработать металлическую деталь? Прежде всего проверить ее размеры и
Из книги автора
Обработка отверстий Сверление металлаПожалуй, трудно себе представить изготовление и сборку какого-либо механизма без того, чтобы не возникла необходимость в сверлении и дальнейшей обработке отверстий. Да и в других направлениях слесарного производства, будь то
Из книги автора
Термическая обработка готовых изделий Термическая обработка проводится с готовой уже поковкой и служит для того, чтобы изменить структуру металла. От правильного ее выполнения зависит качество изделия и его долговечность.ЗакалкаОна предназначена для придания
Из книги автора
Обработка сигналов При выборе типа сенсорного устройства, используемого в роботе, необходимо решить вопрос чтения и обработки сигнала, поступающего от него. Vjui Многие сенсоры представляют собой датчики резистивного типа, что означает, что их сопротивление меняется в
Из книги автора
6. Химико-термическая обработка: цементация, нитроцементация Для изменения химического состава, структуры и свойств поверхностного слоя деталей осуществляется их тепловая обработка в химически активной среде, называемая химико-термической обработкой. При ней
Из книги автора
1. Углеродистые и легированные конструкционные стали: назначение, термическая обработка, свойства Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь-серебрянку, сортовую сталь, штамповки и слитки. Эти стали
Из книги автора
Термическая обработка Термической обработкой называется процесс тепловой обработки, суть которого в нагреве стекла до определенной температуры, выдержке при этой температуре и последующем охлаждении с заданной скоростью с целью изменения или свойств стекла, или формы
Из книги автора
6. Термическая обработка ювелирных сплавов. Общие положения Термическая обработка включает следующие основные операции: отжиг, закалку, старение и отпуск (для черных металлов). Применение того или другого вида термообработки диктуется теми требованиями, которые
Из книги автора
6.1. Термическая обработка литейных сплавов Согласно классификатору ювелирных сплавов (рис. 3.36) основными являются благородные сплавы на серебряной, золотой и платиновой основах, а также медные, алюминиевые и цинковые сплавы. Преимущественными операциями термообработки
Из книги автора
13. Термическая обработка ювелирных сплавов Основной вид термической обработки ювелирных сплавов – рекристаллизационный отжиг. Он назначается или как промежуточный этап между операциями холодной пластической деформации, или как заключительный – для того, чтобы
Из книги автора
13.1. Термическая обработка сплавов на основе серебра Термически обрабатываются сплавы системы Ag – Си, так как медь ограниченно растворима в серебре и ее растворимость изменяется с температурой.Режим термообработки состоит в закалке сплава с температурой 700 °C в воде с
Из книги автора
13.2. Термическая обработка сплавов на основе золота Двойные сплавы золото – серебро термически не упрочняемые, так как серебро и золото неограниченно растворимы в твердом состоянии.Тройные сплавы системы Au – Ag – Си упрочняются термической обработкой. Эффект упрочнения
Из книги автора
7.3.1. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА Электрическая эрозия, т.е. разрушение контактов под действием электрических разрядов известна была давно. Много исследований было посвящено устранению или хотя бы уменьшению разрушения контактов.Исследованиями явления управляемой
Из книги автора
38. Химико-термическая обработка стали. Назначение, виды и общие закономерности. Диффузионное насыщение сплавов металлами и неметаллами Химико-термической обработка (ХТО) – обработка с сочетанием термического и химического воздействия для изменения состава, структуры
ИОННО-ПЛАЗМЕННОЕ АЗОТИРОВАНИЯ КАК ОДИН ИЗ СОВРЕМЕННЫХ МЕТОДОВ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МАТЕРИАЛОВ
,
, студенты;
, ст. преподаватель
Повышение качества металла и его механических свойств – это основной путь увеличения долговечности деталей и один из главных источников экономии сталей и сплавов. Повышение качества и долговечности изделий производят за счет рационального выбора материалов и методов упрочнения при достижении высокой технико-экономической эффективности. Существует много различных методов поверхностного упрочнения – закалка токами высокой частоты, пластическая деформация, химико-термическая обработка (ХТО), лазерная и ионно-плазменная обработка.
Традиционно применяемый в промышленности процесс газового азотирования , как один из видов ХТО, — это процесс диффузионного насыщения поверхностного слоя стали азотом. Азотирование с большим эффектом может быть использовано для повышения износостойкости, твердости, усталостной прочности, коррозионной и кавитационной стойкости различных материалов (конструкционных сталей, жаропрочных сталей и сплавов, немагнитных сталей и др.)., обладает рядом неоспоримых достоинств, таких как: относительная простота процесса, возможность использования универсального оборудования и приспособлений для укладки деталей, возможность азотирования деталей любых размеров и формы. Вместе с тем газовое азотирование имеет и целый ряд недостатков: большая длительность процесса (20-30 ч.) даже при азотировании на небольшие толщины слоя (0,2-0,3 мм); процесс трудно поддается автоматизации; затруднительна местная защита поверхностей, не подлежащих азотированию; нанесение различных гальванических покрытий (меднение, лужение, никелирование и др.) требует организации специального производства.
Одним из направлений интенсификации производства является разработка и внедрение на промышленных предприятиях новых перспективных процессов и технологий, позволяющих повысить качество выпускаемой продукции, сократить рабочие затраты на ее выпуск, повысить производительность труда и улучшить санитарно-гигиенические условия на производстве.
Такой прогрессивной технологией является ионно-плазменное азотирование (ИПА) — разновидность химико-термической обработки деталей машин, инструмента, штамповой и литьевой оснастки, обеспечивающая диффузионное насыщение поверхностного слоя стали и чугуна азотом (азотом и углеродом) в азотно-водородной плазме при температуре 400-600ºС, титана и титановых сплавов при температуре 800-950 ºС в азотосодержащей плазме. Этот процесс в настоящее время нашел широкое распространение во всех экономически развитых странах: США, Германии, Швейцарии, Японии, Англии, Франции.
Во многих случаях ионное азотирование является более целесообразным, чем газовое. К числу достоинств ИПА в плазме тлеющего разряда следует отнести следующие: возможность управления процессом насыщения, которая обеспечивает получение покрытия высокого качества, заданного фазового состава и строения; обеспечение абсолютно одинаковой активности газовой среды всей поверхности детали, охваченной тлеющим разрядом, это в конечном итоге обеспечивает получение равномерного по толщине азотированного слоя; снижение трудоемкости местной защиты поверхностей, не подлежащих азотированию, которая производится металлическими экранами; резкое сокращение длительности азотирования деталей (в 2-2,5 раза); снижение деформации деталей. Применение ИПА вместо цементации, нитроцементации, газового или жидкостного азотирования, объёмной или ТВЧ закалки позволяет сэкономить основное оборудование и производственные площади, снизить станочные и транспортные затраты, уменьшить расход электроэнергии и активных газовых сред.
Сущность процесса ионного азотирования заключается в следующем. В замкнутом вакуумированном пространстве между деталью (катодом) и кожухом печи (анодом) возбуждается тлеющий разряд. Азотирование проводится при аномальном тлеющем разряде, при высоком напряжении порядка Вт. Современные установки обеспечивают устойчивость тлеющего разряда на границе перехода его в нормальный и дуговой. Принцип действия дугогасящих устройств основан на кратковременном отключении установки при загорании вольтовой дуги.
Азотирование повышает коррозионную стойкость деталей из углеродистых и малолегированных сталей. Детали, азотированные для повышения поверхностной прочности и износостойкости, одновременно приобретают свойства против коррозии в среде пара, в водопроводной воде, в растворах щелочей, в неочищенном масле, бензине, загрязненной атмосфере. Ионное азотирование существенно повышает твердость деталей, что обусловлено высокодисперсными выделениями нитридов, количество и дисперсность которых влияет на достигаемую твердость. Азотированием повышают предел усталости. Это объясняется, во-первых, повышением прочности поверхности, во-вторых, возникновением в ней остаточных сжимающих напряжений.
Преимущества ионного азотирования наиболее полно реализуются при крупносерийном и массовом производстве, при упрочнении больших партий однотипных деталей. Варьируя состав газа, давление, температуру и время выдержки можно получать слои заданной структуры и фазового состава. Применение ионного азотирования даёт технический, экономический и социальный эффекты.
Улучшение свойств металла может проходить путем изменения его химического состава. Примером можно назвать азотирование стали – относительно новая технология насыщения поверхностного слоя азотом, которая стала применяться в промышленных масштабах около столетия назад. Рассматриваемая технология была предложена для улучшения некоторых качеств продукции, изготавливаемой из стали. Рассмотрим подробнее то, как проводится насыщение стали азотом.
Назначение азотирования
Многие сравнивают процесс цементирования и азотирования по причине того, что оба предназначены для существенного повышения эксплуатационных качеств детали. Технология внесения азота имеет несколько преимуществ перед цементацией, среди которых отмечают отсутствие необходимости повышения температуры заготовки до значений, при которых проходит пристраивание атомной решетки. Также отмечается тот факт, что технология внесения азота практически не изменяет линейные размеры заготовок, за счет чего ее можно применять после финишной обработки. На многих производственных линиях азотированию подвергают детали, которые прошли закалку и шлифование, практически готовы к выпуску, но нужно улучшить некоторые качества.
Назначение азотирования связано с изменением основных эксплуатационных качеств в процессе нагрева детали в среде, которая характеризуется высокой концентрацией аммиака. За счет подобного воздействия поверхностный слой насыщается азотом, и деталь приобретает следующие эксплуатационные качества:
- Существенно повышается износостойкость поверхности за счет возросшего индекса твердости.
- Улучшается значение выносливости и сопротивление к росту усталости структуры металла.
- Во многих производствах применение азотирования связано с необходимостью придания антикоррозионной стойкости, которая сохраняется при контакте с водой, паром или воздухом с повышенной влажностью.
Вышеприведенная информация определяет то, что результаты азотирования более весомы, чем цементации. Преимущества и недостатки процесса во многом зависят от выбранной технологии. В большинстве случаев переданные эксплуатационные качества сохраняются даже при нагреве заготовки до температуры 600 градусов Цельсия, в случае цементирования поверхностный слой теряет твердость и прочность после нагрева до 225 градусов Цельсия.
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
- температура, при которой выполняется такая технологическая операция;
- давление газа, подаваемого в муфель;
- продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Технология процесса азотирования
Во многом процесс азотирования стали превосходит другие методы, предусматривающие изменение химического состава металла. Технология азотирования деталей из стали обладает следующими особенностями:
- В большинстве случаев процедура проводится при температуре около 600 градусов Цельсия. Деталь помещается в герметичную муфельную печь из железа, которая помещается в печи.
- Рассматривая режимы азотирования, следует учитывать температуру и время выдержки. Для разных сталей эти показатели будут существенно отличаться. Также выбор зависит от того, каких эксплуатационных качеств нужно достигнуть.
- В созданный контейнер из металла проводится подача аммиака из баллона. Высокая температура приводит к тому, что аммиак начинает разлагаться, за счет чего начинают выделяться молекулы азота.
- Молекулы азота проникают в металл по причине прохождения процесса диффузии. Засчет этого на поверхности активно образуются нитриды, которые характеризуются повышенной устойчивостью к механическому воздействию.
- Процедура химико-термического воздействия в данном случае не предусматривает резкое охлаждение. Как правило, печь для азотирования охлаждается вместе с потоком аммиака и деталью, за счет чего поверхность не окисляется. Поэтому рассматриваемая технология подходит для изменения свойств деталей, которые уже прошли финишную обработку.
Цех ионно-вакуумного азотирования
Классический процесс получения требуемого изделия с проведением азотирования предусматривает несколько этапов:
- Подготовительная термическая обработка, которая заключается в закалке и отпуске. За счет перестроения атомной решетки при заданном режиме структура становится более вязкой, повышается прочность. Охлаждение может проходить в воде или масле, иной среде – все зависит от того, насколько качественным должно быть изделие.
- Далее выполняется механическая обработка для придания нужной форы и размеров.
- В некоторых случаях есть необходимость в защите определенных частей изделия. Защита проводится путем нанесения жидкого стекла или олова слоем толщиной около 0,015 мм. За счет этого на поверхности образуется защитная пленка.
- Выполняется азотирование стали по одной из наиболее подходящих методик.
- Проводятся работы по финишной механической обработке, снятию защитного слоя.
Режимы азотирования стали
Получаемый слой после азотирования, который представлен нитридом, составляет от 0,3 до 0,6 мм, за счет чего отпадает необходимость в проведении процедуры закаливания. Как ранее было отмечено, азотирование проводят относительно недавно, но сам процесс преобразования поверхностного слоя металла был уже практически полностью изучен, что позволило существенно повысить эффективность применяемой технологии.
Металлы и сплавы, подвергаемые азотированию
Существуют определенные требования, которые предъявляются к металлам перед проведением рассматриваемой процедуры. Как правило, уделяется внимание концентрации углерода. Виды сталей, подходящих для азотирования, самые различные, главное условие заключается в доле углерода 0,3-0,5%. Лучших результатов достигают при применении легированных сплавов, так как дополнительные примеси способствуют образованию дополнительных твердых нитритов. Примером химической обработки металла назовем насыщение поверхностного слоя сплавов, которые в составе имеют примеси в виде алюминия, хрома и другие. Рассматриваемые сплавы принято называть нитраллоями.
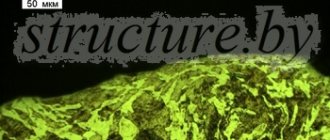
Микроструктура сталей после азотирования
Внесение азота проводится при применении следующих марок стали:
- Если на деталь будет оказываться существенное механическое воздействие при эксплуатации, то выбирают марку 38Х2МЮА. В ее состав входит алюминий, который становится причиной снижения деформационной стойкости.
- В станкостроении наиболее распространение получили стали 40Х и 40ХФА.
- При изготовлении валов, которые часто подвергаются изгибающим нагрузкам применяют марки 38ХГМ и 30ХЗМ.
- Если при изготовлении нужно получить высокую точность линейный размеров, к примеру, при создании деталей топливных агрегатов, то используется марка стали 30ХЗМФ1. Для того чтобы существенно повысить прочность поверхности и ее твердость, предварительно проводят легирование кремнем.
При выборе наиболее подходящей марки стали главное соблюдать условие, связанное с процентным содержанием углерода, а также учитывать концентрацию примесей, которые также оказывают существенное воздействие на эксплуатационные свойства металла.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
38Х2МЮА
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40Х, 40ХФА
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
30Х3МФ1
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.
Характеристики некоторых сталей после азотирования
Основные виды азотирования
Выделяют несколько технологий, по которым проводят азотирование стали. В качестве примера приведем следующий список:
- Аммиачно-пропановая среда. Газовое азотирование сегодня получило весьма большое распространение. В данном случае смесь представлена сочетанием аммиака и пропана, которые берутся в соотношении 1 к 1. Как показывает практика, газовое азотирование при применении подобной среды требует нагрева до температуры 570 градусов Цельсия и выдержки в течение 3-х часов. Образующийся слой нитридов характеризуется небольшой толщиной, но при этом износостойкость и твердость намного выше, чем при применении классической технологии. Азотирование стальных деталей в данном случае позволяет повысить твердость поверхности металла до 600-1100 HV.
- Тлеющий разряд – методика, которая также предусматривает применение азотсодержащей среды. Ее особенность заключается в подключении азотируемых деталей к катоду, в качестве положительного заряда выступает муфель. За счет подключение катода есть возможность ускорить процесс в несколько раз.
- Жидкая среда применяется чуть реже, но также характеризуется высокой эффективностью. Примером можно назвать технологию, которая предусматривает использование расплавленного цианистого слоя. Нагрев проводится до температуры 600 градусов, период выдержки от 30 минут до 3-х часов.
Ионное азотирование
В промышленности наибольшее распространение получила газовая среда за счет возможность обработки сразу большой партии.
Варианты сред для обработки
В настоящее время особо большим спросом пользуется азотная обработка стальных заготовок в аммиачно-пропановой среде. В таком случае у металлургов появляется возможность выдерживать сырье под воздействием 570 градусов на протяжении трёх часов. Образованный в таких условиях карбонитридный слой обладает минимальной толщиной, однако показатели прочности и износостойкости гораздо выше, нежели у тех вариантов, которые были изобретены по обычной методике. Твёрдость данного слоя находится в пределах 600−1100 HV.
Технология по-особому незаменима при выборе изделий из легированных сплавов или стали, к которым предъявляются высокие требования по эксплуатационной выносливости.
Также не менее популярным решением является применение технологии тлеющего разряда, когда материал упрочняют в азотсодержащей разряженной среде, подключая металлические изделия к катоду. В результате заготовка обретает отрицательно заряженный электрод, а у муфеля — положительно заряженный.
Технология позволяет сократить продолжительность действия в несколько раз. Между плюсом и минусом появляется разряд, а ионы газа воздействуют на поверхность катода, нагревая его. Такое воздействие осуществляется несколькими этапами:
- изначально происходит катодное распыление;
- затем очистка поверхности;
- затем насыщение.
На первом этапе распыления выдерживают давление 0,2 миллиметра ртутного столба и напряжение 1400 вольт на протяжении 5−60 минут. В таком случае поверхность нагревается до 250 градусов Цельсия. Второй этап подразумевает использование давления 1−10 миллиметров ртутного столбика при напряжении 400−1100 В. Для процедуры требуется 1−24 часа.
Ещё одним очень эффективным методом обработки является тенифер-процесс, который подразумевает азотирование в жидкости на основе расплавленного цианиста под воздействием температуры 570 градусов Цельсия.
Каталитическое газовое азотирование
Данная разновидность химической обработки предусматривает создание особой атмосферы в печке. Диссоциированный аммиак проходит предварительную обработку на специальном каталитическом элементе, что существенно повышает количество ионизированных радикалов. Особенности технологии заключаются в нижеприведенных моментах:
- Предварительная подготовка аммиака позволяет увеличить долю твердорастворной диффузии, что снижает долю реакционных химических процессов при переходе активного вещества от окружающей среды в железо.
- Предусматривает применение специального оборудования, которое обеспечивает наиболее благоприятные условия химической обработки.
Процесс азотирования стали
Применяется данный метод на протяжении нескольких десятилетий, позволяет изменять свойства не только металлов, но и титановых сплавов. Высокие затраты на установку оборудования и подготовку среды определяют применимость технологии к получению ответственных деталей, которые должны обладать точными размерами и повышенной износостойкостью.
Область применения азотации стали
Азотирование стали – один из часто используемых методов обработки изделий из сплавов для достижения ими максимальных показателей по твердости и долговечности. Стальные детали не подвергаются деформации, поскольку не требуют последующей закалки. Существенно вырастает стойкость к коррозии, что важно при работе механизмов во влажных средах.
Машиностроительные стали
Использование азотированных сталей актуально не только в машиностроительной и станкостроительной области, но и в создании бытовых приборов – ведь потребители становятся требовательнее к качеству приобретаемых продуктов с каждым годом.
Эта методика позволяет менять характеристики не только стали, но и титановых сплавов. Высокая стоимость оборудования и сложность создания нужной среды окупается точными размерами деталей на выходе, и повышенной износостойкостью. Но есть и показатели прочности, которых нереально достигнуть методом азотации. Тогда сталь легируют, проводя глубокую обработку ее структуры. Минус такого способа – появление вредных примесей.
Видео по теме: Химико-термическая обработка стали
Свойства азотированных металлических поверхностей
Довольно важным является вопрос о том, какая достигается твердость азотированного слоя. При рассмотрении твердости учитывается тип обрабатываемой стали:
- Углеродистая может иметь твердость в пределах 200-250HV.
- Легированные сплавы после проведения азотирования обретают твердость в пределе 600-800HV.
- Нитраллои, которые имеют в составе алюминий, хром и другие металлы, могут получить твердость до 1200HV.
Другие свойства стали также изменяются. К примеру, повышается коррозионная стойкость стали, за счет чего ее можно использовать в агрессивной среде. Сам процесс внесения азота не приводит к появлению дефектов, так как нагрев проводится до температуры, которая не изменяет атомную решетку.