19.08.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Технологию токарной обработки металла
- Оборудование для токарной обработки металла
- Режущие инструменты для токарной обработки металла
- Виды и причины появления дефектов после токарной обработки металла
- Технику безопасности при токарной обработке металла
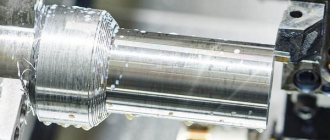
Токарная обработка металла – это одна из наиболее популярных технологий изготовления деталей на специальном оборудовании. В ее основе лежит метод удаления с заготовки лишних слоев для придания ей соответствия заданным параметрам.
Токарная обработка позволяет получить различные детали из большинства известных металлов: стали, меди, титана, бронзы и многих других. В нашей статье мы расскажем про основные принципы данной технологии, опишем оборудование и инструмент, а также разберем виды дефектов и способы их предотвращения.
Технология токарной обработки металла
Для токарной обработки металла необходимо оборудование, оснащенное такими режущими инструментами, как сверла, резцы, развертки и пр. Воздействуя на заготовку, они снимают с нее слои металла заданной толщины. Технология токарных работ предписывает выполнение как главного движения, то есть вращения детали, которая установлена на планшайбу (патрон), так и движения подачи. Режущий инструмент продолжает совершать последнее (то есть подачу) до получения изделия с заданными размерами (формой, качеством обработки поверхности).
Существует большое количество приемов, которые позволяют совместить два описанных движения (главное и подачи). Это дает возможность обрабатывать на токарных станках заготовки разной конфигурации. Кроме того, токарное оборудование позволяет выполнять такие технологические операции, как:
- нарезка разной резьбы;
- работа с отверстиями (сверление, растачивание, зенкерование, развертывание);
- разрезание заготовки;
- создание канавок разной конфигурации по поверхности детали.
Оборудование обладает большими функциональными возможностями, что позволяет выполнять различные виды токарной обработки металла, в том числе работать со следующими изделиями:
- гайками;
- валами различной конфигурации;
- втулками;
- кольцами;
- зубчатыми колесами;
- муфтами;
- шкивами.
Производство изделий на токарном оборудовании предполагает получение качественных изделий. Качество при этом подразумевает соответствие заданным формам, размерам, точности расположения и степени шероховатости всех поверхностей готовой продукции.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Оборудование для токарной обработки металла
Токарная обработка металла должна проводиться на станках, которые можно разделить на группы в зависимости от выпускаемых ими изделий и их точности:
- Токарно-винторезное оборудование. Данная группа включает наиболее распространенную аппаратуру, с помощью которой создают конусообразные изделия, поверхности цилиндрической формы разнообразных диаметров, делают резьбу, обрабатывают цветные и черные металлы.
- Токарно-карусельное оборудование. Это станки, которые способны изготавливать детали больших диаметров, а также, аналогично предыдущим, работать с цветными и черными металлами.
- Лоботокарное оборудование. Подходит для создания цилиндрических и конических изделий. В отличие от других, на таких станках заготовка устанавливается горизонтально.
- Токарно-револьверное оборудование. Применяется в случае работы с калиброванным прудком.
Помимо перечисленного, существует оборудование, имеющее узкую специализацию. Его лишь условно можно отнести к токарным станкам, поскольку резка заготовок на них происходит с использованием резцов.
- Внедрение ЧПУ в работу станков.
Применение системы числового программного управления (ЧПУ) дало существенный толчок развитию станкостроения. Токарная обработка металла на станках с ЧПУ предоставила возможность снизить себестоимость получаемых изделий, возросла точность и чистота обработки материала.
ЧПУ позволяет достигнуть следующих результатов:
- рост производительности работ при использовании резцов, снабженных режущим краем из твердого сплава;
- возможность обработки изделий из цветных, черных металлов и инструментальных сталей при правильной оснастке;
- автоматизация процесса с минимальным вмешательством мастера;
- возможность включения в программу ЧПУ любых видов резания, причем с заранее заданной скоростью резания и подачи;
- повышение безопасности процесса, поскольку использование оборудования без защитного кожуха блокируется программой станка;
- увеличение точности выполнения работ благодаря проведению резки с определенной скоростью, вследствие чего снижается объем брака ответственных частей конструкций.
На станках, изготавливаемых в Китае и США, широко используется числовое программное управление. ЧПУ возможно установить только на то оборудование, точность позиционирования частей которого достаточно высока.
Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Виды и причины появления дефектов после токарной обработки металла
В ходе токарной обработки деталей может возникнуть брак. Это может быть:
- Несоответствие шероховатости поверхности, установленной в конструкторской документации.
- Овальность формы обработанной поверхности.
- Коническая форма получившейся поверхности.
- Искажение габаритов детали в ходе токарной обработки.
- Наличие частично необработанной поверхности изделия.
Теперь подробнее о перечисленных видах.
- Шероховатость поверхности отличается от установленной.
Причин возникновения такого дефекта несколько:
- Подача излишне большая.
- Заготовка достаточно сильно дрожит по причине плохого крепления или из-за того, что подшипник шпинделя изношен.
- Зазор между разными элементами суппорта увеличен.
- Недостаточно закреплен резец.
- Излишне маленький радиус закругления резца.
- Плохая заточка инструмента.
- Большая вязкость обрабатываемого материала.
- Неправильная геометрия резца.
Все ранее перечисленные разновидности брака исправляют снятием тончайших слоев материала с деталей.
- Овальность формы обработанной поверхности.
Поверхность детали становится овальной из-за биения шпинделя. Это может произойти по причине того, что:
- Подшипник вырабатывается неравномерно.
- Шейка шпинделя изнашивается неровно.
- В коническое отверстие шпинделя попадает грязь и/или мелкая стружка.
Описанные проблемы исключается при:
- регулярном проведении проверок оборудования;
- своевременном обслуживании и ремонте;
- очищении отверстий конической формы и передних центров.
- Коническая форма получившейся поверхности.
Возникновение такого дефекта связано со смещением заднего центра по отношению к переднему. Происходит это из-за проникновения в заднее отверстие пиноли грязи и мелких отходов. Избавиться от брака можно с помощью:
- корректной установки заднего центра;
- очищения конического отверстия пиноли и центра;
- изменения расположения оболочки задней бабки на плите, где она находится (если это нужно).
- Искажение габаритов детали в ходе токарной обработки.
Несоответствие габаритов происходит из-за того, что:
- глубина резания была выставлена неточно;
- измерения пробной стружки были сделаны неверно.
К сожалению, исправить деталь при диаметре, который меньше требуемого, невозможно. Если же он больше, то необходимо снять высчитанный слой материала с заготовки.
Скорость резания и ее расчет
Одним из наиболее важных показателей является скорость. Ее величина непосредственно зависит от выполняемых работ. На максимальных оборотах осуществляется обрезка торцов заготовок. Точение или сверление имеют другие требования к этому параметру.
Чтобы выбрать оптимальное значение скорости и сделать качественную обработку детали, следует учитывать:
Скорость резания для традиционных методов воздействия на детали можно определить, руководствуясь соответствующими таблицами из справочников. Но в условиях производства далеко не всегда целесообразно прибегать к такому варианту. Гораздо быстрее величину этого параметра вычислить по несложной формуле:
V – искомая скорость, м/мин;
D – максимальная величина диаметра используемой заготовки, мм;
n – количество оборотов детали за одну минуту, соответствующее частоте вращения шпинделя станка;
π – константа, равная 3,141526.
Отсюда видно, что скорость обработки прямо пропорциональна диаметру исходной заготовки. А чем он меньше, тем больше должна быть частота вращения.
При выборе и назначении того или иного режима работы токарного станка следует обязательно учитывать твердость резцов и материала детали. Например, при обработке твердосплавными резцами рекомендованное значение должно находиться в диапазоне 100–200 м/мин.
При известной величине из вышеуказанной формулы легко можно вычислить необходимую частоту резания.
Глубина обработки подбирается с учетом мощности привода и материала режущего инструмента. При появлении в процессе работы паразитных вибраций следует снизить скорость подачи резака.
Техника безопасности при токарной обработке металла
Следует соблюдать определенные правила техники безопасности в процессе выполнения операций на токарном оборудовании. В противном случае можно испортить изделие, сломать резец или получить травму:
- Нельзя забывать о защитной рабочей одежде. В комплект должны входить: роба, головной убор, полностью закрытая обувь, защитные очки. Пренебрежение экипировкой может привести к ожогам и ранам от стружки и летящих осколков металла.
- Нельзя работать в перчатках!
- Резцы должны быть хорошо заточены, а при использовании токарного станка – отцентрованы и закреплены.
- Нужно крепко держать стамески обеими руками при работе с ними.
- Следует обязательно проводить черновую обработку заготовки перед тем, как ее формировать.
- Нельзя отвлекаться и оставлять работающий станок без внимания.
- Не следует торопиться, надо правильно рассчитать свои силы при ручной подаче.
Обработка металла на токарном станке требует практики. Каждый новый станок необходимо освоить, попробовать провести разные операции на бракованных заготовках. Это даст возможность понять особенности оборудования, получить большую точность и добиться повышения производительности. Выполняя перечисленные выше рекомендации, можно получить прекрасный результат, а также избежать брака и травм.