Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века. В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,
когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 оС без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Что это такое?
Гибка труб (перейти к услуге) — один из способов металлообработки (перейти к услугам), который позволяет получить трубы любой формы без сварки (перейти к услуге) и крепёжного соединения. Это проще, помогает сохранить эстетичный внешний вид, быстрее, но главное: отсутствует излишняя хрупкость, которую получает металл при сварке, и присутствует герметичность — та характеристика, которая всегда «страдает» при классическом резьбовом соединении двух и более элементов.
У методики есть свои ограничения: не каждое изделие можно изогнуть.
Холодная гибка труб
Технология гибки металлических труб холодным способом обладает существенными преимуществами по сравнению с горячим. Этот метод более технологичен и в несколько раз производительнее, что ведет к снижению себестоимости. Холодным способом производится и операция по сгибанию труб из цветных пластичных металлов. Медь и алюминий отличаются высокой ковкостью, что позволяет согнуть изделия без разогрева.
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб , применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
Если гибка труб будет производиться редко, достаточно запастись простейшими приспособлениями. Металлической плитой с отверстиями, в которые в зависимости от радиуса устанавливаются штыри (рис.2) или оправкой — установленной вертикально двойной плоскопараллельной плитой с вариациями угла загиба (рис.3)
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Для изготовления примитивного трубогибочного приспособления нужна плита из бетона, штыри из металла и перфоратор. Плиту делят на клетки 40 х 40 или 50 х 50 мм. По углам клеток просверливают при помощи перфоратора отверстия и вставляют в них штыри.
Трубное изделие вставляют межу штырями и, прилагая усилие, загибают. Точность при таком способе гибки не идеальная, но для использования заготовки в домашних условиях вполне достаточная. Для гибки с более высокой точностью можно использовать приспособление, изготовленное на основе домкрата.
Для изготовления гидравлического гибочного станка нужен домкрат, выдерживающий 5-тонную нагрузку, крепкое основание и штыри. Трубы сгибают при помощи башмаков. Размер этих элементов должен соответствовать параметрам изгибаемой трубы
Чтобы внутренний просвет трубы не деформировался, применяют средства, противодействующие этому процессу изнутри. В качестве внутренних ограничителей чаще всего используют песок. При этом в один конец трубы вставляют заглушку, а через второй насыпают песок, затем и его забивают пробкой. Далее, выполняют изгиб.
Иногда ограничителем служит пружина, специально изготовленная для этой цели. Для навивки используют проволоку диаметром от 1 до 4 мм. Пружина должна свободно войти в трубу в точке сгиба, снаружи оставляют часть проволоки.
Гидравлическая система ручного инструмента, переносных и стационарных станков существенно облегчает процесс гибки и ускоряет процесс деформации труб:
После выполнения изгиба пружину удаляют, потянув проволоку. В случае работы с трубой, имеющей в сечении квадрат, для изготовления пружины подбирают проволоку с таким же сечением.
Подойдет для этой цели и пучок проволоки, состоящий из отдельных отрезков, которые по одному заталкивают вовнутрь до места будущего сгиба. После завершения операции отрезки также по одному извлекают. Вручную можно согнуть нержавеющую трубу сечением до 4 см и толщине стенки 0,3 см.
Распространенные методы ручной гибки труб: с обкаткой, путем наматывания, на двух опорах, путем гибки с волочением. Последний метод применяется для цельнотянутого тонкостенного трубного материала. Таким способом сгибают трубы малой длины на небольшой угол
Для работы с большими диаметрами необходимо профессиональное оборудование. Есть трубогибочные станки, укомплектованные дорном. Этот конструктивный элемент — обыкновенный металлический прут.
На станках-трубогибах можно изгибать трубы с различной геометрией и размером сечения. Это универсальное оборудование, т.к. возможна гибка изделий с большим диапазоном диаметров и из разных материалов начиная с углеродистой стали и заканчивая трубами из цветных металлов. Наиболее сложные станки имеют электронное управление
Перед тем как начать процесс гибки, его помещают внутрь, чтобы предупредить деформацию стенок трубы. Дорны, входящие в комплект, имеют разное сечение, поэтому можно подобрать нужный для определенного диаметра трубной продукции.
Переносные трубогибы
Процесс изгибания труб непосредственно на месте возведения конструкции удобнее всего производить с помощью переносных трубогибов различного исполнения:
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180о.
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках, вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90о. Шток, создающий давление, может быть выполнен как:
ПОСМОТРЕТЬ Переносные трубогибы на AliExpress →
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180о;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Виды трубогибов
Все виды трубогибов разделяют на станочные и переносные. Выбор зависит от условий эксплуатации, типа материала и объемов работ. Станочные трубогибы бывают таких типов:
- арбалетные;
- электрические;
- электрические.
Последний тип трубогиба является наиболее технологичным, удобным в использовании и производительным. В такой установке легко меняются насадки и регулируются режимы. Электрический прибор обеспечивает полную автоматизацию, поэтому дополнительные действия со стороны человека не требуются. Мощный двигатель позволяет добиться максимальной производительности. При этом трубогиб имеет небольшой вес и компактные размеры. Это универсальное приспособление, работающее с различными видами труб.
Станочная гибка труб
Самый распространенный вид трубогибочного станка — классический трехроликовый (трехвалковый) вальцевый трубогиб. Он использует способ холодного деформирования металла, который называют вальцовкой. Станок такого типа может работать с любыми металлами, от цветных до титановых сплавов. Он может легко управиться с гибкой круглых и овальных трубных изделий, но при этом отлично гнет и заготовки квадратного, прямоугольного и даже треугольного сечения. ПОСМОТРЕТЬ Станок для гибки труб на AliExpress →
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Трубогибочные станки работающие способом обкатки
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба — сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Особенности гибки профилированных труб
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профилированных труб в домашних условиях без наличия специального оборудования:
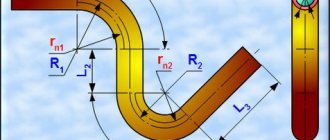
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу — L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм.
Для внутреннего радиуса вычисления такие же: Lвн. = (2 х3,14 х 150) : 2 = 471 мм. Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм. Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Есть еще один способ, которым сгибают профилированные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать трубному материалу сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы. Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр.
Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Необходимость учета характеристик профиля
Перед тем как начать гнуть профиль, следует узнать его характеристики. От них зависит допустимый радиус закругления профиля. Профильные трубы могут обладать различной формой сечения: прямоугольной, овальной, квадратной и плоскоовальной. Нередко для возведения теплиц применяют профиль прямоугольного сечения, потому что к нему легче прикрепить покрытие.
На сегодняшний день производителями выпускаются профили с различными размерами для любой хозяйственной и производственной нужды. Они отличаются друг от друга площадью сечения и толщиной стенок. Эти параметры, в свою очередь, определяют характер пластичности изделия. Учитывайте в расчетах высоту профиля (h), чтобы согнуть трубный прокат без деформаций.
Если высота имеет значение менее 20 мм, то гибка осуществляется на участке с длиной не меньше 2,5 * h. Иначе можно сломать изделие. Если профиль с высотой больше 20 мм, гнуть его желательно на участке не менее 3,5 * h. Данные формулы надо знать тем, кто делает стеллаж или полку. Помимо высоты, следует также учесть значение толщины стенок трубопроката.
Профессионалы не советуют гнуть профили с широкими стенками до 2 мм. Здесь лучше применить сварку. Так как трубы металлические, они имеют свойство немного «пружинить» после гибки. Данная особенность стали, о которой следует помнить. В противном случае со временем профиль вернется в исходное состояние. Дабы избежать это, необходимо опять повторить весь процесс и подогнать готовые арки.