ГОСТ 30245-2003 Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ ЗАМКНУТЫЕ СВАРНЫЕ КВАДРАТНЫЕ И ПРЯМОУГОЛЬНЫЕ ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Технические условия
Steel bent closed welded square and rectangular section for building. Specifications
____________________________________________________________________ Текст Сравнения ГОСТ 30245-2003 с ГОСТ 30245-2012 см. по ссылке. — Примечание изготовителя базы данных. ____________________________________________________________________
МКС 77.140.70 ОКП 526000
Дата введения 2003-10-01
Предисловие
1 РАЗРАБОТАН Центральным научно-исследовательским и проектным институтом строительных металлоконструкций им. Н.П.Мельникова (ЗАО «ЦНИИПСК им.Мельникова»)
2 ПРИНЯТ межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) 22 октября 2003 г. За принятие проголосовали
| Наименование государства | Наименование органа государственного управления строительством |
| Азербайджанская Республика | Госстрой Азербайджанской Республики |
| Республика Армения | Министерство градостроительства Республики Армения |
| Республика Беларусь | Минстройархитектуры Республики Беларусь |
| Республика Казахстан | Казстройкомитет Республики Казахстан |
| Российская Федерация | Госстрой России |
| Республика Таджикистан | Комархстрой Республики Таджикистан |
| Республика Узбекистан | Госкомархитектстрой Республики Узбекистан |
| Украина | Госстрой Украины |
3 ВЗАМЕН ГОСТ 30245-94
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 октября 2003 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 30 июня 2003 г. N 130 ВНЕСЕНА поправка, опубликованная в «Информационном бюллетене о нормативной, методической и типовой проектной документации» N 10, 2004 год Поправка внесена изготовителем базы данных
Область применения
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Профили изготовляют на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль.
Обязательные требования качества продукции изложены в пунктах 3.3 — 3.6, 4.3 — 4.5, 4.7, 4.11, 4.12, 5.2, 5.4, 5.5, 5.8 — 5.10, 5.12.
Как разобраться в маркировке
В маркировке стальных труб квадратного профиля, требования к которой также оговариваются в ГОСТе, отражаются следующие характеристики.
В верхней части маркировки (числитель):
- геометрические параметры продукции маркируемой партии (высота, ширина, толщина стенки);
- номер нормативного документа, в соответствии с которым производится изделие.
В нижней части маркировки (знаменатель):
- марка стали, из которой изготовлена профильная труба;
- номер нормативного документа, которому соответствует материал изготовления изделия.
Маркировка квадратных труб содержит информацию о параметрах изделия
В качестве примера рассмотрим, как маркируется профильная труба квадратного сечения с размерами сторон 100 мм и толщиной стенки 6 мм, изготовленная из стали С390К:
100х100х5 ГОСТ 30245-2003/С390К ГОСТ 2772-88.
Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общиетехнические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы,конструктивные элементы и размеры
ГОСТ 5378-88 Угломеры с нониусом. Технические условия ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка,транспортирование и хранение
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 30245-03: Профили стальные гнутые замкнутые сварные квадратные и прямоугольные
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия
1. Область применения
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций. Профили изготовляют на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль. Обязательные требования качества продукции изложены в пунктах 3.3-3.6, 4.3-4.5, 4.7, 4.11, 5.2, 5.4, 5.5, 5.8-5.10, 5.12.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия. ГОСТ 166-89 Штангенциркули. Технические условия ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 5378-88 Угломеры с нониусом. Технические условия ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение. ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия ГОСТ 17066-94 Прокат толстолистовой из стали повышенной прочно-сти. Технические условия ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие техни-ческие условия ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия СТО ММК 220-99 Прокат горячекатаный рулонный из низколегированной стали марки 09ФСБ для электросварных труб. Техниче-ские условия ТУ 39-0147016-109-00 Прокат рулонный из низколегированной стали класса К-48 — К-65 для хладостойких и коррозионно-стойких труб. Технические условия
3. Сортамент
3.1 Поперечное сечение профилей должно соответствовать нормам
3.2 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать для квадратных профилей таблице 1; для прямоугольных профилей — таблице 2
Предельные отклонения по толщине стенки профилей должны соответствовать предельным отклонениям по толщине исходной заготовки шириной 1250 мм нормальной точности прокатки Б по ГОСТ 19903. Предельные отклонения по толщине не распространяются на места изгиба.
Предельные отклонения по высоте и ширине профиля должны соответствовать, — при высоте (ширине) профиля до 100 мм … ±1,0, но не менее — при высоте (ширине) профиля свыше 100 мм … ± 0,8.
3.5 Допуски на радиусы наружного закругления должны соответствовать: — при t ≤ 6,0 мм …………….от 1,6t до 2,4t — при 6,0 < t ≤ 10,0 мм ……..от 2,0t до 3,0t — при t ≥ 10,0 мм ……………от 2,4t до 3,6t.
3.6 В поперечном сечении профиля отклонения от угла 90о не должны превышать ± 1о30′.
3.7 Профили изготавливают длиной от 4,0 до 12,2 м: — немерной длины; — мерной длины; — кратной мерной длины.
Предельные отклонения по длине профилей мерной и кратной мерной длины не должны быть более + 60,0 мм.
Пример условного обозначения гнутого сварного профиля высотой 180, шириной 100, толщиной стенки 5 мм из стали С245 по ГОСТ 27772:
180х100х5 ГОСТ 30245-03 Профиль———————————- С245 ГОСТ 27772-88
4. Технические требования
4.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Профили следует изготавливать из листового проката, поставляе-мого в рулонах по ГОСТ 19903, из стали: — углеродистой общего назначения и низколегированной толщиной 3 мм и более по ГОСТ 27772 — углеродистой общего назначения толщиной 4 мм и более по ГОСТ 14637; толщиной 3 мм — по ГОСТ 16523; — низколегированной толщиной 4 мм и более — по ГОСТ 19281; толщиной 3 мм — по ГОСТ 17066. Марка стали и категория поставки укладываются в заказе на профили; — низколегированной марок: Ч-20Ф; Ч-0,9СФ; Ч-20ХМФА по ТУ 39-0147016-109-00; 09ФСБ по СТО ММК 220-99.
4.3 Местная кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать 1 мм на 1 м длины профиля. Общая кривизна не должна превышать произведения допускаемой местной кривизны (на 1 м длины) на длину профиля в метрах.
4.4 Скручивание профилей вокруг продольной оси не должно превышать величины 2,0 мм плюс 0,5 мм на каждый метр длины профиля.
4.5 Выпуклость и вогнутость стенок профилей не должна превышать 0,01 размера профиля.
4.6 Профили должны быть обрезаны под прямым углом. Отклонение от перпендикулярности плоскости реза к оси профиля не должно выводить профиль за номинальные размеры по длине. Допускается огневая обрезка торцов отдельных профилей в количестве не более 7% от массы партии.
4.7 Трещины, закаты, глубокие риски и другие повреждения на поверхности профилей не допускаются. Незначительная шероховатость, забоины, вмятины, мелкие риски, тонкий слой окалины и отдельные волосовины не должны препятствовать выявлению поверхностных дефектов и выводить толщину стенки поперечного сечения профиля за пределы допускаемых отклонений.
4.8 Заусенцы на торцах профилей должны удаляться механическим способом по требованию заказчика.
4.9 Продольный сварной шов выполняют автоматической высокочастотной сваркой, и он должен располагаться на расстоянии от грани профиля не ближе 4t.
4.10 Грат с продольного шва снимают с наружной стороны профиля, при этом высота грата, выступающего над поверхностью профиля, не должна превышать: — при толщине стенки профиля до 4 мм ….0,5 мм; — при толщине стенки профиля более 4 мм …1,0 мм.
4.11 Непровары (несплавления) продольного шва не должны превышать 50 мм на 1 м длины профиля. Длина отдельного местного непровара не должна быть более 20 мм. Дефектные участки должны быть исправлены при помощи ручной или полуавтоматической сварки по ГОСТ 5264 и ГОСТ 8713 с применением сварочных и присадочных материалов, соответствующих механическим свойствам стали профиля. После исправления швы должны быть зачищены.
4.12 Для профилей, изготовляемых из низколегированных сталей, должна производиться нормализация сварного соединения.
4.13 Комплектность 4.13.1 В комплект поставки входят: профили, упакованные в пачки по типоразмерам и партиям и документ о качестве. 4.13.2 Документ о качестве должен содержать следующие данные: — наименование предприятия-изготовителя или его товарный знак; — наименование потребителя; — обозначение профиля; — номер плавки, химический состав и механические свойства стали (по данным документа о качестве со штампом ОТК завода-поставщика листового проката в рулонах); — длину профиля; — количество пачек; -количество профилей; — номер заказа и штамп ОТК; — дату оформления документа о качестве.
4.14 Упаковка 4.14.1 Профили увязывают в пачки с учетом требований ГОСТ 7566. Профили в пачке должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 2-3 м длины. Профили в пачке длиной до 6 м включительно должны быть обвязаны не менее чем в двух местах. Профили поставляют по теоретической массе. Масса пачки — не более 10 т. 4.14.2 Упаковка профилей в пачки должна обеспечивать возможность производить погрузочно-разгрузочные работы грузоподъемными механизмами без повреждения профилей и с соблюдением мер техники безопасности.
4.15 Маркировка 4.15.1 Маркировка профилей по ГОСТ 7566. 4.15.2 Маркировка должна содержать: — наименование или товарный знак предприятия-изготовителя; — обозначение профиля; — номер плавки; — длину профиля; — количество профилей; — массу и номер пачки; — клеймо ОТК.
5. Правила приемки и методы контроля
5.1 Профили принимают партиями. Партией считают профили одного профилеразмера и одной марки стали, сопровождаемые одним документом о качестве. Количество профилей в партии должно быть не более 200 шт.
5.2 При наличии автоматического контроля сварки продольного шва проверке внешнего вида подлежат 3% профилей от партии. При отсутствии автоматического контроля профили подвергают сплошному контролю по ГОСТ 3242.
5.3 При проверке качества поверхности профилей партию считают соответствующей требованиям настоящего стандарта, если масса профилей с неудовлетворительной поверхностью не превышает 3% от массы партии.
5.4 Участки профилей с поперечными швами должны быть вырезаны и отбракованы. Допускается заварка поперечных швов профиля полуавтоматической сваркой при условии обеспечения равнопрочности шва основному металлу. Стык должен быть отмечен несмываемой краской.
5.5 Размеры, имеющие предельные отклонения, должны быть проверены на профилях, отобранных через каждые 1000 м профилирования.
5.6 Если при проверке отобранных профилей окажется хотя бы один не соответствующий требованиям настоящего стандарта, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку. При неудовлетворительных результатах повторной проверки производят поштучный контроль.
5.7 Марка, химический состав и механические свойства материала профилей должны быть удостоверены документом о качестве предприятия-поставщика листового проката в рулонах.
5.8 Геометрические размеры проверяют при операционном контроле измерительной металлической линейкой по ГОСТ 427, штангенциркулем МЦ-3 по ГОСТ 166, радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378. Длину профилей замеряют рулеткой РЗ-20 по ГОСТ 7502. Поперечные геометрические размеры профилей проверяются на расстоянии от торцевого сечения профиля не менее ширины большего размера сечения. Допускается замена указанных мерительных инструментов другими, аналогичными по назначению, классом точности не ниже предусмотренных указанными стандартами.
5.9 Местную кривизну измеряют металлической линейкой по ГОСТ 427. Общую кривизну профиля измеряют при помощи струны, натянутой по концам профиля, и линейкой.
5.10 Скручивание и отклонение от перпендикулярности плоскости реза профилей определяют угломером по ГОСТ 5378.
5.11 Качество резки профилей проверяют внешним осмотром.
5.12 Сварные швы контролируют в соответствии с ГОСТ 3242 без испытаний на плотность.
5.13 Комплектность проверяют сличением подготовленной к отправке партии профилей с наряд-заказом.
5.14 Упаковку и маркировку профилей проверяют внешним осмотром на соответствие требованиям настоящего стандарта.
6. Транспортирование и хранение
6.1 Профили перевозят транспортом всех видов в соответствии с правилами перевозки, действующими на данном виде транспорта.
6.2 Транспортирование профилей в части воздействия климатических факторов внешней среды — по условиям 7, хранение — по условиям 4 ГОСТ 15150.
7. Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие профилей требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения.
7.2 Гарантийный срок хранения профилей — 24 мес с момента отгрузки с завода-изготовителя.
Сортамент
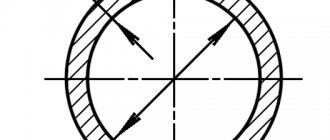
3.1 Поперечное сечение профилей должно соответствовать указанному на рисунке 1.
3.2 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать: для квадратных профилей -таблице 1; для прямоугольных профилей — таблице 2.
Рисунок 1. h — высота; b — ширина; t — толщина стенки; R — радиус наружного закругления
3.3 Предельные отклонения по толщине стенки профилей должны соответствовать предельным отклонениям по толщине исходной заготовки шириной 1250 мм нормальной точности прокатки Б по ГОСТ 19903. Предельные отклонения по толщине не распространяются на места изгиба.
3.4 Предельные отклонения по высоте и ширине профиля должны соответствовать, %:
при высоте (ширине) профиля до 100 мм — ±1,0, но не менее ±0,5 мм;
» »»» св. 100 мм — ±0,8.
3.5 Допуски на радиусы наружного закругления должны соответствовать:
при t
при 6,0
при t > 10,0 мм — от 2,4t до 3,6t.
3.6 В поперечном сечении профиля отклонения от угла 90° не должны превышать ±1°30′.
3.7 Профили изготавливают длиной от 6,0 до 12,0 м, а по согласованию потребителя с изготовителем — длиной от 4,0 до 13,0 м:
— немерной длины;
— мерной длины;
— кратной мерной длины.
3.8 Предельные отклонения по длине профилей мерной и кратной мерной длины недолжны быть более +60,0 мм.
3.9 Пример условного обозначения гнутого сварного профиля высотой 180, шириной 100, толщиной стенки 5 мм из стали С245 по ГОСТ 27772:
Таблица 1.
Таблица 2.
Примечания к таблицам 1 и 2
1 I — момент инерции; W — момент сопротивления; i — радиус инерции.
2 Радиус наружного закругления угла R = 2,0/ при t 10,0 мм.
3 Масса 1 м длины профиля определена по площади поперечного сечения, при плотности стали 7,85г/см3.
4 По согласованию потребителя с изготовителем допускается изготовление профилей других размеров.
Производство труб квадратного профиля по ГОСТу
ГОСТ 30245-2003 является официальным нормативным документом, в котором оговариваются не только размеры квадратных труб, но и технологические особенности их производства. Естественно, что профильные трубы, которые произведены кустарным способом, категорически запрещено использовать в капитальном строительстве. Такие изделия чаще всего не соответствуют требованиям ГОСТа не только по геометрическим параметрам, но и по прочностным характеристикам. Кроме того, они не маркируются и не считаются товаром, допущенным к открытой продаже.
Линия по изготовлению профильных труб
Технические требования
4.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Профили следует изготавливать из листового проката, поставляемого в рулонахпо ГОСТ 19903, из стали:
— углеродистой общего назначения и низколегированной толщиной 3 мм и более — по ГОСТ 27772;
— углеродистой общего назначения толщиной 4 мм и более — по ГОСТ 14637;толщиной 3 мм — по ГОСТ 16523;
— углеродистой качественной марок 10, 15 и 20 — по ГОСТ 1050;
— низколегированной толщиной 4 мм и более — по ГОСТ 19281; толщиной 3 мм — поГОСТ 17066.
Марку стали и категорию поставки указывают в заказе на профили.
4.3 Местная кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать 1 мм на 1 м длины профиля.
Общая кривизна не должна превышать произведения допускаемой местной кривизны (на 1 м длины) на длину профиля в метрах.
4.4 Скручивание профилей вокруг продольной оси не должно превышать величины 2,0 мм плюс 0,5 мм на каждый метр длины профиля.
4.5 Выпуклость и вогнутость стенок профилей не должны превышать 0,01 размерапрофиля.
4.6 Профили должны быть обрезаны под прямым углом. Отклонение от перпендикулярности плоскости реза к оси профиля не должно выводить профиль заноминальные размеры по длине.
Допускается огневая обрезка торцов отдельных профилей в количестве не более 7 % массы партии.
4.7 Трещины, закаты, глубокие риски и другие повреждения на поверхностипрофилей не допускаются. Незначительная шероховатость, забоины, вмятины, мелкиериски, тонкий слой окалины и отдельные волосовины не должны препятствовать выявлению поверхностных дефектов и выводить толщину стенки поперечного сечения профиля за пределы допускаемых отклонений.
4.8 Заусенцы на торцах профилей должны удаляться механическим способом потребованию заказчика.
4.9 Продольный сварной шов выполняют автоматической высокочастотной сваркой,и он должен располагаться на расстоянии от грани профиля не ближе 4t.
4.10 Грат с продольного шва снимают с наружной стороны профиля, при этомвысота грата, выступающего над поверхностью профиля, не должна превышать:
— при толщине стенки профиля до 4 мм — 0,5 мм;
— »»»» более 4 мм — 1,0 мм.
4.11 Непровары (несплавления) продольного шва не должны превышать 50 мм на 1м длины профиля. Длина отдельного местного непровара не должна быть более 20 мм.
Дефектные участки должны быть исправлены при помощи ручной или полуавтоматической сварки по ГОСТ 5264 и ГОСТ 8713 с применением сварочных и присадочных материалов, соответствующих механическим свойствам стали профиля.После исправления швы должны быть зачищены.
4.12 Временное сопротивление разрыву продольного сварного шва должно быть неменее 0,95 временного сопротивления разрыву основного металла.
Размеры сторон и толщина стенки квадратной трубы
Согласно требованиям ГОСТа, размеры сторон профильных труб, имеющих квадратное сечение, могут варьироваться в интервале 50–300 мм. В сортаменте этой продукции каждому размеру профиля соответствует определенная толщина стенки: чем больше размеры сторон стальной квадратной трубы, тем с большей толщиной стенки (этот параметр варьируется в интервале 2–14 мм) они производятся.
Все параметры, которым должны соответствовать трубы квадратного сечения, приведены в таблице.
Основные параметры квадратных труб
Стальные профильные трубы, имеющие квадратное сечение, могут производиться не только по ГОСТу, но и по ТУ – это специально разработанные Технические условия. В соответствии с требованиями данного документа, утверждением которого занимается государственный нормирующий орган, трубы с квадратным профилем могут производиться в нестандартных размерах (длина, размеры стенок и их толщина). Такие изделия, в маркировке которых присутствует аббревиатура ТУ, производятся преимущественно по специальным заказам.
При рассмотрении и утверждении Технических условий государственный контролирующий орган оценивает степень безопасности продукции с нестандартными размерами, предусматривает ее обязательные испытания, а также определяет, возможен ли ее выпуск на оборудовании, которым оснащено предприятие.
4.13. Комплектность
4.13.1 В комплект поставки входят: профили, упакованные в пачки по типоразмерами партиям, и документ о качестве.
4.13.2 Документ о качестве должен содержать следующие данные:
— наименование предприятия-изготовителя или его товарный знак;
— наименование потребителя;
— обозначение профиля;
— номер плавки, химический состав и механические свойства стали (по даннымдокумента о качестве со штампом ОТК завода — поставщика листового проката врулонах);
— длину профиля;
— количество пачек;
— количество профилей;
— номер заказа и штамп ОТК;
— дату оформления документа о качестве.
МАТЕРИАЛ И ПРОИЗВОДСТВО
Профили для гипсокартона и необходимые доборные элементы для него производят на специальных станках. В производстве применяется оцинкованная по ГОСТу 14918 сталь разной толщины. Чем толще сталь, тем прочнее каркас и долговечнее конструкция. Направляющие профили стали производить из стали 0,3 мм до 1 мм. Цены на такие профили могут отличатся в несколько раз. Поэтому при выборе профиля, кроме цены за изделие, необходимо уточнять из какой стали произведен профиль. При покупке профиля, желательно использовать специальный прибор для определения толщины стали — микрометр.
4.14. Упаковка
4.14.1 Профили увязывают в пачки с учетом требований ГОСТ 7566.
Профили в пачке должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 2 — 3 м длины.
Профили в пачке длиной до 6 м включительно должны быть обвязаны не менее чем в двух местах.
Профили поставляют по теоретической массе.
Масса пачки — не более 10 т.
4.14.2 Упаковка профилей в пачки должна обеспечивать возможность производитьпогрузочно-разгрузочные работы грузоподъемными механизмами без повреждения профилей и с соблюдением мер техники безопасности.
ВИДЫ ПРОФИЛЕЙ
Профили для гипсокартона бывают нескольких видов:
- Профиль направляющий(ПН) — служит направлением для установки стоечного профиля и потолочного профиля.
- Профиль направляющий потолочный(ПНП) — схож по назначению с ПН, но служит для монтажа потолков, незаменим при установке натяжных потолков разнообразной структуры и дизайна.
- Профиль потолочный(ПП) — устанавливается как правило к потолку и служит каркасом. Монтаж ПП производится с помощью специальных подвесов с возможностью регулировать вылет.
- Профиль стоечный(ПС) — устанавливается в направляющий профиль и служит основой для гипсокартонных перегородок.
- Профиль маячковый(ПМ) — служит для выравнивания основания стен при использовании штукатурки.
- Угловой профиль(ПУ) — профиль служит для оформления углов стен.
Профиль для ГКЛ
ПРОФИЛЬ ДЛЯ ГИПСОКАРТОНА РАЗМЕРЫ И ВИДЫ
Таблица размеров профилей и схематическое изображение профилей для ГКЛ
| Профиль, эскиз | Размеры, мм | Длина, мм |
| ПН (профиль направляющий) | 50*40, 65*40, 75*40, 100*40 | от 2800 до 5000 |
| ПС (профиль стоечный) | 50*50, 65*50, 75*50, 100*50 | от 2800 до 5000 |
| ПП (профиль потолочный) | 60*27 | от 2800 до 5000 |
| ПНП (профиль направляющий потолочный) | 28*27 | от 2800 до 5000 |
| ПУ (профиль угловой) | 31*31 | от 2800 до 5000 |
Правила приемки и методы контроля
5.1 Профили принимают партиями. Партией считают профили одного профилеразмера и одной марки стали, сопровождаемые одним документом о качестве.Количество профилей в партии должно быть не более 200 шт.
5.2 При наличии автоматического контроля сварки продольного шва проверкевнешнего вида подлежат 3 % профилей от партии.
При отсутствии автоматического контроля профили подвергают сплошному контролю по ГОСТ 3242.
5.3 При проверке качества поверхности профилей партию считают соответствующей требованиям настоящего стандарта, если масса профилей с неудовлетворительной поверхностью не превышает 3 % массы партии.
5.4 Участки профилей с поперечными швами должны быть вырезаны и отбракованы.Допускается заварка поперечных швов профиля полуавтоматической сваркой приусловии обеспечения равнопрочности шва основному металлу. Стык должен бытьотмечен несмываемой краской.
5.5 Размеры, имеющие предельные отклонения, должны быть проверены на профилях, отобранных через каждые 1000 м профилирования.
5.6 Если при проверке отобранных профилей окажется хотя бы один не соответствующий требованиям настоящего стандарта, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку.
При неудовлетворительных результатах повторной проверки производят поштучный контроль.
5.7 Марка, химический состав и механические свойства материала профилей должны быть удостоверены документом о качестве предприятия — поставщика листового проката в рулонах.
5.8 Геометрические размеры проверяют при операционном контроле измерительной металлической линейкой по ГОСТ 427, штангенциркулем МЦ-3 по ГОСТ 166,радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378. Длину профилей
замеряют рулеткой РЗ-20 по ГОСТ 7502.
Геометрические размеры сечения профиля проверяются на расстоянии не менее большего размера сечения от торца профиля.
Допускается замена указанных мерительных инструментов другими, аналогичными по назначению, классом точности не ниже предусмотренных указанными стандартами.
5.9 Местную кривизну измеряют металлической линейкой по ГОСТ 427. Общуюкривизну профиля измеряют при помощи струны, натянутой по концам профиля, и линейкой.
5.10 Скручивание и отклонение от перпендикулярности плоскости реза профилей определяют угломером по ГОСТ 5378.
5.11 Качество резки профилем проверяют внешним осмотром.
5.12 Сварные швы контролируют в соответствии с ГОСТ 3242 без испытаний наплотность.
5.13 Комплектность проверяют сравнением подготовленной к отправке партии профилей с наряд-заказом.
5.14 Упаковку и маркировку профилей проверяют внешним осмотром насоответствие требованиям настоящего стандарта.
Эксплуатационные характеристики и сферы применения квадратных труб
Эксплуатационные характеристики, которыми обладают стальные трубы с квадратным профилем, определяются как материалом их изготовления, так и особенностями их конструкции, которая представляет собой замкнутый профиль, сформированный из металлической полосы. В результате создается труба, обладающая незначительным весом, но способная выдерживать значительные нагрузки на изгиб и кручение. Требования к ее прочностным характеристикам, а также методы испытаний, при помощи которых они контролируются, также оговорены в ГОСТе.
Профильные трубы часто используются в несущих каркасах различных сооружений
Благодаря исключительным прочностным характеристикам, незначительному весу и технологичности профильные металлические трубы с квадратным сечением нашли широкое применение во многих отраслях человеческой деятельности. Так, эти изделия наиболее активно используются при:
- возведении строений различного назначения (из таких труб монтируются облегченные несущие конструкции для складов, магазинов, теплиц, зимних садов, ферм, навесов и др.);
- реконструкции строительных объектов (с помощью квадратных стальных труб создаются каркасы кровельных конструкций и перекрытий, входных групп и др.);
- производстве мебели (шкафов, стеллажей, полок, столов, стульев и др.);
- производстве различных механизмов и устройств в машиностроении;
- создании и монтаже рекламных конструкций.
В отличие от труб круглого сечения, которые при воздействии значительных изгибающих нагрузок могут не только согнуться, но и разрушиться, изделия с квадратным профилем при таком же значении и направлении нагрузки только изгибаются, а при ее снятии возвращаются в первоначальное состояние.
Выбирая трубу квадратного профиля для решения определенной задачи, необходимо предварительно произвести все необходимые расчеты. В результате станет понятно, изделие с какими геометрическими параметрами профиля будет в состоянии выдержать нагрузки, которые будут на него приходиться.
ЦЕНА НА ПРОФИЛЬ ДЛЯ ГИПСОКАРТОНА
Розничные цены на профиль для ГКЛ:
| Вид профиля | Толщина 0,4 мм | Толщина 0,6 мм |
| Профиль 28*27 мм, Россия — 3 метра | 50 руб/шт. | 54 руб/шт. |
| Профиль 60*27 мм, Россия — 3 метра | 85 руб/шт. | 125 руб/шт. |
| Профиль 50*40 мм, Россия — 3 метра | 92 руб/шт. | 120 руб/шт. |
| Профиль 75*40 мм, Россия — 3 метра | 132 руб/шт. | |
| Профиль 75*50 мм, Россия — 3 метра | 140 руб/шт. | |
| Профиль 100*40 мм, Россия — 3 метра | 148 руб/шт. | |
| Профиль 100*50 мм, Россия — 3 метра | 162 руб/шт. | |
| Профиль маячковый М6 — 3 метра | 30 руб/шт. | |
| Профиль маячковый М10 — 3 метра | 32 руб/шт. |
Цены на штамповку(крепеж) для профилей ГКЛ:
| Крепеж | Цена |
| Подвес прямой 60*27 мм | 9,5 руб/шт. |
| Удлинитель профиля 60*27 мм | 7,5 руб/шт. |
| Краб(соединитель одноуровневый) | 12 руб/шт. |
| Подвес двухуровневый | 12 руб/шт. |
| Подвес с зажимом | 15 руб/шт. |
В зависимости от объема предоставляются скидки от 2 до 8% на профили для ГКЛ. Возможна бесплатная доставка по городу или до транспортной компании собственным транспортом ГК СтройОПТ — Дальний Восток. Стоимость доставки на Сахалин, Камчатку, Магадан и в другие регионы Дальнего Востока, рассчитывается исходя из объема и составляет примерно от 2200 до 2800 руб за 1 кубический метр. Детальный расчет по запросу. Отправка сборным грузом или контейнером.
Отделка гипсокартоном последнее время получила широкое распространение. При работе с этим материалом в большинстве случаев не обходится без каркаса. Каркас состоит из разного типа профилей, различия между ними часто вызывают вопросы. В этой статьи мы рассмотрим основные виды профилей и других элементов конструкции для монтажа гипсокартона.
Виды профилей
Направляющий профиль для перегородок прикрепляется к стенам, полу и потолку при создании каркаса для перегородок и при обшивке стен. Обозначается буквенным сочетанием UW или в русской классификации – ПН. Профиль имеет П-образную форму, в него вставляют стоечный профиль или другой направляющий профиль при примыкании к стенам.
Направляющий профиль для потолка выполняет ту же функцию, как и профиль UD, только используют его для создания подвесных потолочных конструкций. Обозначается он буквами UD, в русской маркировке — ППН. Профиль также используют для создания каркасных конструкций или для обшивки стен.
Крепежные элементы
Прямой подвес – самый распространенный крепежный элемент. Его используют для установки подвесного потолка и для прикрепления облицовки из ГКЛ к стене в тех случаях, когда для стоек использован потолочный профиль. Длина подвеса обычно не превышает 12 – 12,5 см, поэтому толщина потолка или обшивки должна быть не больше этой величины.
Анкерный подвес используют в ситуациях, когда толщина потолка или обшивки превышает 12,5 см. Иногда анкерный подвес называют подвесом с тягой, потому что он состоит из двух элементов, самого крепежа и тяги, перемещение которой по вертикальной оси позволяет изменять высоту потолка.
Анкерный подвес (подвес на тяге)
Изменение высоты анкерного подвеса, позволяет изменять высоту потолка.
Удлинитель позволяет увеличить длину потолочного профиля, он вставляется в конец одного элемента и в начало другого.
Соединительные элемент, удлиняющий потолочный профиль.
Удлинение потолочного профиля
Одноуровневый соединитель за свою форму получил у строителей название «краб». Этот элемент объединяет несущий потолочные профили с вспомогательными.
Одноуровневый соединитель (краб).
Использование одноуровневого соединителя для потолочных конструкций.
Двухуровневый соединитель тоже используется для объединения потолочных профилей, при этом он соединяет их не на одном уровне, а на двух, из-за этого увеличивается толщина потолка, но получается меньше резаных элементов.