Литейное производство позволяет производить заготовки и детали различной конфигурации и массы. Получению готовых изделий предшествует множество операций, некоторые их которых происходят при высокой температуре, и предполагает работу с материалами в различных агрегатных состояниях: твердом, газообразном и жидком.
В литейном цехе используется разнообразное технологическое и транспортное оборудование, а получение качественных отливок невозможно без контроля различных параметров на всех этапах производства, поэтому оснащению лаборатории уделяется особое внимание. В арсенале этого подразделения предприятия должны быть приборы для проведения требуемых исследований, в том числе экспресс-анализа химического состава металлов и сплавов.
Интересные предложения для литейщиков
Рынок приборов для анализа металлов и сплавов, и других материалов насыщен различными моделями анализаторов, которые могут быть использованы в системе контроля качества литейного производства. Среди них можно найти стационарные, мобильные и портативные устройства, позволяющие решать различные аналитические задачи.
Искролайн 100
Искролайн 100 — настольный спектрометр для анализа химического состава металлов и сплавов. Способен распознавать более 70 элементов, в том числе углерод, серу и фосфор. Прибор используется для входного контроля, сертификационного анализа и экспресс-анализа плавки.
Искролайн 300
Искролайн 300 — атомно-эмиссионный спектрометр, относящийся к лабораторному классу. Прибор способен выполнять экспресс-анализ металлов и сложных сплавов на любых основах в диапазоне спектров 174–930 нм. Находит применение как для решения рутинных аналитических задач, так и проведения сертификационного анализа.
SciAps серия X
Эта серия портативных рентгенофлуоресцентных анализаторов оснащена инновационным аппаратным обеспечением, что позволяет проводить исследование любых проб. Библиотека-марочник насчитывает более 1200 марок с возможностью неограниченного расширения. Параметры прибора оптимизируются в автоматическом режиме.
Система контроля качества
Получение качественной и конкурентоспособной продукции литейного производства невозможно без контроля на всех этапах различных характеристик и свойств материалов, используемых в технологическом процессе. Система контроля качества подразумевает:
- Контроль состава песка, определения технологических характеристик формовочных материалов и стержней применяются измерительные приборы разнообразных моделей.
- Контроль качества литья осуществляется различными неразрушающими методами исследования, которые позволяют определить соответствие изделий требованиям стандартов.
- Ведение плавки для получения сплава заданного химического состава — важнейшая задача, стоящая перед литейщиками. Для ее решения используются современные аналитические приборы — спектрометры, которые позволяют максимально оперативно с высокой степенью точности результатов выполнить анализ металла.
Спектральные анализаторы. Виды и требования к приборам
Особенности ведения технологического процесса в плавильных печах требует постоянного контроля химического состава на всех стадиях получения металла. Основные требования, предъявляемые к приборам, используемым для этих целей:
- экспрессность;
- высокая точность;
- возможность проведения контроля неразрушающими методами;
- простота проведения анализа;
- возможность автоматизации;
- приспособленность к эксплуатации в производственных условиях.
Оптико-эмиссионные анализаторы
На производстве находят широкое применение оптико-эмиссионные спектроскопы с искровым и дуговым возбуждением спектра (или их комбинацией), у которых рабочей средой служит аргон или воздух. Наиболее простой из них — стилоскоп, который имеет невысокую стоимость и позволяет быстро проводить визуальный анализ химического состава металлов и сплавов. Прибор не отличается высокой точностью, так как для регистрации спектра используется глаз оператора, поэтому литейщики прибегают к использованию более совершенных устройств, которые исключают недостатки стилоскопов.
К преимуществам современных оптико-эмиссионных приборов относят:
- Возможность обнаружения даже незначительных примесей в сплавах. Это имеет особенную важность в литейном производстве, так как для ведения плавки необходимо знать содержание таких элементов, как углерод, сера и фосфор.
- Высокая точность результатов исследования. Метод используется не только для экспресс-анализа, но и для проведения сертификационного анализа.
- Анализ осуществляется бесконтактным способом.
- Нет необходимости отбора массивных проб.
- Экспрессность. Фактор времени при получении в плавильной печи сплава заданного состава имеет исключительную важность.
Оптико-эмиссионные приборы требуют проведения калибровки. Потребитель получает устройство с загруженными аналитическими программами, что может привести к затруднению при работе со сплавом, имеющим неизвестный химический состав, который отличен от состава стандартного образца. Для получения точных результатов перед исследованием проба нуждается в подготовке.
Рентгенофлуоресцентные анализаторы
Рентгенофлуоресцентный анализ металлов и сплавов позволяет провести количественный и качественный анализ металлов и сплавов. Приборы отличаются компактными размерами и простотой использования. Несмотря на универсальность, они не могут определять присутствие элементов с атомным номером менее 11. Таким образом, РФА не позволяют определить содержание углерода в стали и чугуне — наиболее распространенных материалов для производства отливок.
Тем не менее, метод широко используется в литейном производстве, и дополняет АЭСА, благодаря ряду преимуществ:
- Высокая точность результатов исследований.
- Анализ проводится без разрушения образца.
- Низкий предел обнаружения.
- Простая пробоподготовка.
- Возможность анализа пробы много раз.
- Высокая производительность.
Что такое литье под давлением
При литье под давлением металлический сплав в жидком или твердожидком состоянии подается в камеру прессования специальной машины, откуда под давлением 20. . .250 МПа, создаваемым перемещающимся в этой камере поршнем, со скоростью от 1 до 60 м/с через тонкий (0,1. . . 0,3 мм) щелевой питатель заполняет полость подогретой и смазанной пресс- формы и затвердевает в ней При раскрытии пресс-формы отливка выталкивается.
Литьем под давлением можно получать сложные (например, корпус карбюратора автомобиля, блок цилиндров двигателя внутреннего сгорания) тонкостенные (до 1 мм) отливки с мелкими (диаметром до 1 мм) длинными отверстиями, с готовой резьбой, надписями, рельефом, накаткой, с шероховатостью поверхности не хуже Ra = 2,5, с точностью размеров до 9-го квалитета, с припусками на обработку резанием 0,3. . . 0,5 мм из цинковых, алюминиевых, магниевых и медных сплавов в течение 0,08. . . 0,7 мин.
Впервые литье под давлением было применено Г. Бруссом в 7 г. при изготовлении литер для набора форм высокой печати в полиграфии. В 8 г. был получен первый патент на поршневую машину для заливки металла под давлением. В машиностроении литье под давлением начали применять с 1849 г. для производства мелких деталей из оловянно-свинцовых сплавов. Машина конструкции В. Стуржиса, используемая для этих целей, имела ручной поршневой привод, с помощью которого в камере прессования, расположенной внутри тигля с расплавленным металлом, создавалось давление 100. . .150 Па. В 60-х гг. XIX в. литье под давлением стали применять для изготовления отливок из сплавов на цинковой основе. Для повышения производительности ручной привод в поршневых машинах заменили пневматическим В конце XIX в были сделаны попытки использовать при литье под давлением алюминиевые, а затем и медные сплавы.
В 1924 г. специалисты фирм Ekkert (Германия) и Polak (Чехословакия) сконструировали и изготовили машины с холодной вертикальной камерой прессования.
В СССР промышленное освоение литья под давлением началось в 1920-е гг. В 1923 г. А. Ф. Дурниенко в Москве, а в 1925 г. инженер Б.Ю. Юнгмейстер в Ленинграде организовали первые производства отливок под давлением. В 8 г. в СССР были выпущены серии машин ОВП с холодной камерой, расположенной непосредственно в пресс-форме. В 9 г. на изготовили машину модели ЛД-7 с вертикальной камерой прессования.
Технологические и конструктивные особенности оборудования для ЛВМ
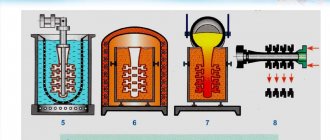
Процесс получения отливки способом литья по выплавляемым моделям состоит из нескольких этапов. Вначале модель, имеющую заданную конфигурацию и состоящую из легкоплавкого материала (воска, стеарина, парафина), погружают поочередно то в клеевой состав (суспензию), то в «кипящий песок», благодаря чему на поверхности модели образуется слой прочно склеенного песка. После этого модель помещают в автоклав или нагревательную печь, чтобы выплавить воск (стеарин, парафин) и дать ему вытечь из оболочки. В освобожденную форму заливают металлический расплав и дают ему остыть и затвердеть. Затем керамическую оболочку отделяют от готовой металлической детали.
Комплект для ЛВМ включает оборудование двух видов – для изготовления моделей из воска и для изготовления керамических форм.
Оборудование для изготовления восковых моделей комплектуется из:
- плавильного бака для расплавки твердых кусков легкоплавкого материала и сохранения рабочей среды в расплавленном состоянии;
- плавильного бака с лопастным смесителем для завершения процесса расплавки и стабилизации температурного режима в общем объеме расплава;
- 1- и 2-позиционной шприц-машины, предназначенной для инжекционного прессования моделей из воска;
- машины низкотемпературной инъекции воска с 2-мя шприцами для создания легкоплавкой модели;
- смесителя для приготовления пастообразной модельной массы и регуляции ее температурных показателей.
Оборудование для изготовления керамических форм представляет собой комплект из:
- автоклава для выплавления (удаления) легкоплавкой модели из формы;
- L-образного смесителя для смешивания огнеупорного материала со связующим раствором до получения суспензии;
- оборудования для обсыпки, обеспечивающего быстрое и равномерное нанесение слоев песка на слой суспензии;
- обсыпной установки с кипящим слоем для создания слоев керамической оболочки.
Приобретать перечисленные агрегаты целесообразно в комплекте.