Преимущества клинков из клапанной стали х40
Сделав нож из такого клапана своими руками, он будет служить десятилетиями, но обязательно изготовить нужно, соблюдая все технологические процессы. Тогда реально, 20 лет как минимум гарантированного удовольствия, ведь таким изделием будет приятно выполнять любую работу.
Сталь х40.
Еще есть несколько преимуществ:
- заточке поддается довольно легко и держит ее долго;
- даже после использования с твердыми материалами, зазубрин на лезвии не будет;
- отличные режущие свойства;
- твердость клинка получится около 57-58 единиц по шкале Роквелла;
- не надо постоянно шлифовать, блеск будет постоянным;
- прост в уходе.
По некоторым данным, любители изготовления ножей своими руками, пишут получаемую твердость в 62-64 HRC. И как пример приводят такой интересный факт, якобы таким изделием можно перерубить болт на 12 и лезвию ничего не будет. Но поверить словам бывает сложно, пока сам не попробуешь.
Вентилятор для горна
Горн в кузнечной мастерской занимает центральное место. Он является не просто неотъемлемым, а основным элементом любой кузни, без которого обойтись нельзя. В нём заготовки разогреваются до необходимой для обработки температуры (минимум Т = 1300 °С). В качестве топлива в горне используют следующие материалы:
- коксующийся каменный уголь марок ОС, Т и К (ГОСТ 8180-75);
- кокс;
- древесный уголь;
- газ (пропан-бутан) и т. п.
Для эффективного сгорания топлива (читай: создания максимальной температуры) в горне должен осуществляться поддув воздуха с избыточным давлением около 150…200 мм водного столба. Такое давление воздуха осуществляет вентилятор для горна.
- Конструкция вентилятора для горна и его принцип действия;
- Привод вентилятора
- Технические параметры вентилятора для горна
- Комплектация поставки
- Достоинства вентилятора
Конструкция вентилятора для горна и его принцип действия;
В промышленных конструкциях горна применяются центробежные (радиальные) вентиляторы в корпусе типа «улитка». Основой центробежного вентилятора является корпус, внешне похожий на улитку. Внутри этого корпуса вращается рабочее колесо. На колесе имеются лопасти. Конструкция лопастей (их форма) в сочетании с направлением вращения колеса обеспечивают движение воздуха в определённом направлении. Направление выбрано от входного отверстия (в ) к напорному (этим отверстием заканчивается виток «улитка»).
Вентилятор с универсальным приводом.
При вращении колеса с лопастями создаётся центробежная сила (действующая от центра вращения к периферии) в радиальном направлении. Под её воздействием воздух всасывается через входное отверстие в центре вентилятора и выходит через напорное отверстие, направленное по касательной к окружности корпуса. Отсутствие в этой конструкции возможности возникновения центростремительной силы (при наличии, она действовала бы от периферии к центру и препятствовала центробежной) способствует эффективному удалению воздуха из «улитки».
Привод вентилятора
Привод вентилятора, создающий вращательное движение рабочего колеса, имеет разные конструктивные решения:
- электрический. Его основой является электродвигатель (на мощных вентиляторах устанавливаются трёхфазный), преобразующий электрическую энергию во вращательную;
- ручной. Преобразует мускульную силу человека, вращающего ручку, посредством цилиндрического планарного редуктора во вращательное движение;
- комбинированный. Гибрид ручного и электрического приводов. При отключении электроэнергии (что не является редкостью в сельской местности) кузнец может продолжить нагрев заготовок, поставив помощника «на ручку».
Технические параметры вентилятора для горна
Для иллюстрации работы вентилятора для горна приведём основные параметры весьма распространённой модели «VT1-2» бренда «Blacksmith». Этот вентилятор применяется для обеспечения подачи воздуха в переносном или стационарном кузнечном горне открытого типа, у которого верхняя часть полностью открыта.
Вентилятор имеет следующие технические характеристики:
-диаметр напорного канала, мм: Ø 50,8;
- максимальная производительность, м3/час: 240;
- электропитание, В: 220;
- потребляемая мощность, Вт: 150;
- скорость вращения ротора (рабочего колеса), об/мин: 3000/3600;
- максимальное давление в напорном отверстии, Па: 490;
- масса, кг: 2,65;
- геометрические размеры упаковки, мм: 225 х 180 х 225.
Комплектация поставки
Вентилятор поставляется в собранном состоянии, полностью подготовленный к монтажу. Упаковкой является картонная коробка.
Достоинства вентилятора
Вентилятор для горна «VT1-2» бренда «Blacksmith» имеет следующие достоинства:
- простая и удобная регулировка воздушного потока;
- литой прочный корпус;
Кроме того, для осуществления интенсивной работы в течение длительного срока службы аппарат оснащён встроенной термозащитой. Он имеет низкий уровень шума, установка и монтаж не вызывают трудностей, для эксплуатации не требуется специальная подготовка обслуживающего персонала.
Вентилятор для горна «VT1-2» бренда «BlackSmith».
Опыт ковки ножа из клапана (попался впускной клапан)
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
Список материалов:
— клапан от двигателя (попался впуск); — кусок сухой ветки клена; — кусок резьбового стержня и гайка; — суперклей; — масло или другая пропитка для дерева.Список инструментов:
— молоток; — мини-горн (мой самодельный); — импровизированная наковальня из кувалды и пенька; — ленточная шлифовальная машина; — болгарка (УШМ); — дрель. Процесс изготовления самоделки:
Шаг первый. Ковка
Сперва в качестве ручки приварил к штоку куски стальной проволоки, но со временем они отвалились. Дальше уже работал, держа заготовку плоскогубцами.
Куется все легко при помощи легкого молоточка. Когда сталь раскалена до температуры ковки, она не звенит, так по слуху я определял, до какого момента мне ковать.
Проковал шток в пластину довольно быстро и просто.
Шаг второй. Шлифовка
Также от руки вывел спуски, их нужно делать максимально пологими, сталь выдержит, а резать нож будет хорошо даже не с бритвенно заточенным лезвием.
Шаг третий. Закалка
Шаг третий. Рукоять и финальные штрихи
Смотрится нож хорошо, в древнем стиле, режет тоже вполне себе нормально, на уровне бытового ножа, мне нравится.
Есть также у меня еще один клапан, этот уже выпускной, но там шток значительно уже, не знаю, а стоит ли с ним связываться?
На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Назначение вентилятора для горна
Понять роль вентилятора можно, изучив принцип устройства горна. Он может быть установлен стационарно, а также иметь мобильную конструкцию.
Классический кузнечный горн стационарного типа состоит из рабочего стола, в центре которого устраивается углубление (гнездо), предназначенное для сжигания горючего.
В помещении горн должен иметь трубу с вытяжкой для отвода дыма.
Особенностью кузнечного горна является то, что металлическая заготовка располагается в непосредственном контакте с топливом.
За счет этого обеспечивается разогрев заготовок до пластического состояния, при котором металл легко поддается ковке. Температура в рабочей зоне горна должна быть не меньше 1000–1300 о С. Достигается она за счет сгорания топлива. Для поддержания процесса горения в этой зоне должен быть хороший воздухообмен, который обеспечивается с помощью вентилятора. Воздушная струя от него направляется в гнездо горна через сопло.
Вентилятор должен обеспечивать определенное давление воздуха.
Важно! От мощности вентилятора зависит эффективность обдува и процесса горения, влияющего на температуру в рабочей зоне.
На процесс горения влияет также вид используемого топлива. В качестве горючего используют топливо из кокса, древесного угля и газа. Редко применяют жидкое топливо из продуктов нефтепереработки, например, бензин или керосин.
Коротко обо всем
Надеемся, что материал будет полезен как и начинающим мастерам, так и опытным. Но следует заметить, что работа с таким материалом как клапанная сталь довольно сложная работа и необходимо «набить руку» на нем. При ковке он будет уходить в сторону, но бояться этого не нужно, продолжать работу и он вернется на место.
Опытные мастера рекомендуют, для начала научиться работать с другими металлами, и только потом браться за сталь из клапана. При изготовлении спусков и режущей кромки, соблюдайте аккуратность. А при закалке, не перегрейте клинок, и все у вас получится.
Предыдущая Изготовление ножейНож из полотна механической пилы своими руками Следующая Национальные ножиКиридаши – японский нож-косяк: особенности и изготовление своими руками
Привод вентиляторов для горна
- электрическим способом;
- ручным усилием;
- комбинацией способов.
При использовании электрического привода вращение осуществляется с помощью электродвигателя, преобразующего энергию электричества в механическую энергию вращения.
Ручной способ предполагает простое вращение ручки редуктора планерного типа.
Этот вариант обычно является запасным и используется при отключении электричества и невозможности применения установленного электродвигателя.
На рисунке показаны приводы: а) — ручным способом, б) — с использованием электродвигателя.
1— ремень на шкиве;
2 и 3 — передающие шестерни;
4 — ручка вращения;
Закалка ножа в домашних условиях
Очень хорошо, если имеется печь для закаливания стали. Ее можно даже приобрести в специализированном магазине, но стоит удовольствие не дешево. Так как закалить нож в домашних условиях, не имея специальной муфельной печи? Выход есть и честно говоря не один.
Но для начала, нужно провести небольшие эксперименты, и подробно запомнить все ваши действия. Если результат окажется положительным, то эти же манипуляции можно производить с уже настоящей деталью.
Такой хитрый прием, поможет «набить руку» на небольших заготовках и приобрести навыки нагрева и охлаждения клинка. Нельзя забывать, что для разных сплавов, требуется разная температура и способы охлаждения, а иначе не избежать трещин и хрупкости заготовки.
Источник нагрева
В основном можно выделить несколько источников нагревания заготовки. Муфельную печь, лучше исключить, так как по всем экспертным оценкам – она самая лучшая в этом деле. Но мы попробуем оценить другие довольно распространенные приспособления для нагрева.
Кузнечный горн, довольно неплохо, справляется с накаливанием заготовок. Для такой цели может подойти паяльная лампа или пропановая горелка, способом проб и ошибок, можно достигнуть желаемого результата. Кстати, для этих двух вариантов, можно соорудить небольшую печь из огнеупорного кирпича, и процесс будет проще, а результат положительный.
Ну и последний, можно сказать, совсем неприемлемый источник нагрева, это газовая плита. Если хотите, что-то испортить воспользуйтесь этим вариантом.
Температурный режим
Как уже много раз говорилось, что каждая сталь требует определенной температуры. На производстве используют специальные термометры для контроля, но в быту можно использовать магнит (также выше говорилось).
Нельзя допускать темных пятен, это перегрев, что впоследствии испортит всю заготовку. Если у мастера достаточно опыта, то он может на глаз по цвету раскаленного металла определить, достаточно или нет, разогрета заготовка. Существует и такой метод закалки: нагревается трижды затачиваемая часть клинка до температуры в 285 градусов, а режущую часть только один раз, и до предельных 950-1000 градусов.
Режимы нагрева для каждой марки стали разные:
- низкоуглеродистая сталь требует нагрева в пределах 757-950 °С;
- стали с большим содержанием углерода достаточно и 680-850 °С;
- а вот легирующие марки требуют от 850 до 1150 °С.
Существует целая таблица цветов, цветов каления. К примеру: коричнево-красный 580-650 °С, темновато-красный 780-830 °С или оранжевый 950-1000 °С. Так что будьте бдительны и не перекалите заготовку.
Охлаждение и отпуск
Для правильной закалки нужно выдержать правильный температурный режим при охлаждении. Нержавеющие сплавы предпочтительнее охлаждать в минеральном масле с присадками. А низколегированные стали, в водных растворах с солью, и другими добавлениями.
Существует много вариантов охлаждения:
- клинки с двусторонними лезвиями, опускают сперва в масло, а затем в водный раствор;
- трижды в масло опускают заготовки раскаленные докрасна, каждое погружение, по времени чуть дольше предыдущего. И только потом опускают в воду;
- для придания упругости середине клинка прогревают эту часть, затем опускают в кипяток на 2 часа, а затем в ледяную воду.
При этих всех манипуляциях стоит учитывать, что в масле металл остывает в два раза быстрее. Заготовка, прошедшая закалку, для восстановления кристаллической решетки структуры метала, подвергают специальному процессу, который называется– отпуск. В процедуре этой нет ничего сложного: клинок нужно прогреть в течение пары часов. Для легированной стали 270-320 градусов, для простой 150-200 градусов.
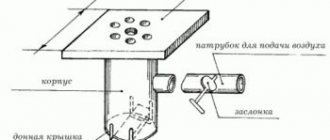
Монтаж поддува
Переходим к заключительному этапу — монтажу поддува. К двигателю прикрепляем первую часть с трубой. Здесь следует уделить внимания креплением, чтобы они были надежными. Далее устанавливаем в эту часть рабочее колесо и закрываем это все крышкой. Последнюю крепим также эпоксидной смолой. Для более презентабельного вида можно покрасить конструкцию в однотонный цвет. В итоге конструкция-улитка должна выглядеть так:
Теперь вентилятор для горна кузнечного готов и его осталось только прикрепить к самому горну и проверить эффективность изделия.
Такой вид поддува для зольника наиболее предпочтителен, так как поток воздуха можно направить в нужном направлении.
Сталь для изготовления ножей
Сталь для изготовления ножей
Сталь ШХ15
Данная разновидность стали является подшипниковой, она обладает всеми теми свойствами, которые необходимы для изготовления особо прочных ножей. Все клинки, изготовленные из стали ШХ15, отличаются высокими режущими показателями, прочностью, внешней привлекательностью. Сталь ШХ15 относится к классу низколегированных хромистых материалов. Она может быть насыщена специальными элементами для улучшения показателей прокаливаемости, теплостойкости. Сталь отличается высокой однородностью, контактной выносливостью, что позволяет ножам оставаться необычайно острыми долгое время. Металл достаточно твердый, что делает изделия стойкими к смятию, деформации. При этом, такая сталь обладает хорошей вязкостью и пластичностью, она не крошится при сильных нагрузках, легко поддается обработке. Темные оттенки материала делают ножи привлекательными по внешнему виду, эксклюзивные изделия из стали ШХ15 выглядят весьма элегантно. Все ножи, произведенные из стали ШХ15, долговечны в эксплуатации, долгое время не стачиваются, сохраняя отменные режущие показатели.
Сталь паровозного клапана
Материал, который широко применяется при изготовлении авторских клинков. Сталь паровозного клапана обладает всеми качествами, которые необходимы клинку. Кроме того, этот материал достаточно распространенный, выпускные клапаны паровоза, отслужившие свой век, легко поддаются ковке, обработке и прокаливанию. Почему именно этот материал подходит для изготовления ножей? Все очень просто, у этой стали есть уникальные свойства, которые делают клинки самыми лучшими, высокопрочными.
1. Достаточная твердость материала, обеспечивает ножам стойкость к механическим воздействиям, деформации.
2. Пластичность, что позволяет делать ножи необычайно острыми.
3. Простота в обработке, при заточке клинков.
4. Высокая прочность, износостойкость.
5. Выносливость при контакте с другими материалами.
6. Хорошая однородность материала.
7. Внешняя привлекательность – белый цвет, который сохраняется даже после обработки.
Ножи из стали паровозного клапана служат достаточно долго и не требуют частой заточки.
Дамасская сталь
Уникальный и поистине легендарный тип стали, рецепт которого когда-то был утерян. Со временем мастера восстановили состав дамасской стали. Однако утверждать, что она осталась такой же, как была у крестоносцев, никто не берется. Но в любом случае дамасская сталь – тот идеальный материал для ножей, который обладает лучшими характеристиками и соединяет в себе все свойства самых лучших металлов для клинков в мире.
1. Особенная прочность и твердость – материал не поддается почти никаким механическим воздействиям, он способен выдерживать грандиозную нагрузку.
2. Необыкновенные режущие данные – при заточке ножи из дамасской стали могут разрубить толстую металлическую проволоку.
3. Износостойкость, при этом такие клинки не требуют частой заточки, они остаются острыми более месяца.
4. Долговечность в эксплуатации – нож прослужит не один десяток лет.
5. Изысканный внешний вид – тонкие, витые узоры дамасской стали завораживают своей красотой.
Сталь 95х18
Главное достоинство этой стали – устойчивость к коррозии. Данный показатель позволяет применять ножи в суровых погодных условиях
Кроме того, сталь 95х18 является гибкой, пластичной, что важно при заточке и эксплуатации. Материал отличается высокой прочностью, стойкостью к различным деформациям и механическим воздействиям
Нержавеющие ножи из стали 95х18 долговечны в эксплуатации, они не стачиваются и не теряют своих режущих данных много лет.
Как сделать кузнечные клещи
Клещи — это продолжение руки мастера, они должны обеспечивать надежный захват и удержание заготовки, быть немного пружинистыми, а губки прилегать к детали.
Кузнечные клещи относятся к вспомогательному инструменту. Их назначение — манипуляция разогретыми заготовками во время работы. Любой мастер должен обладать несколькими видами такого приспособления, которыми удобно работать.
Как изготовить самостоятельно такой инструмент и что нужно знать о кузнечных клещах — далее в нашей статье.
Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.
Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.
После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Крепление с учетом вида
Существует несколько вариантов крепления рукояти к клинку ножа. Самые популярные – всадная и накладная рукоять. Каждая из них предназначена для определенных ножей.
Всадная
Всадная технология крепления предусматривает узкий хвостовик ножа. Рукоятка будет выполнена цельной. Такой механизм обеспечивает устойчивость к повреждениям. Конструкцию будет отличать легкий вес в сравнении с клепанной технологией. Это предопределяет при использовании в длительных и объемных работах. Если изготовитель выбрал всадную технологию, понадобится эпоксидная смола, опилки дерева для отличного сцепления. Работа производится по следующей схеме:
- Выбранные виды древесины обрабатываются антисептиком;
- Из бруска выполняется заготовка с подходящими пропорциями. Учитывается угол распила для того чтобы довести красивый срез;
- Осуществляется разметка и высверливается отверстие подходящего диаметра;
- Следует развести эпоксидку, соединить с опилками, залить в отверстие;
- Одновременно следует вставить клинок, который предварительно был обмотан скотчем для защиты от грязи;
- Полуготовое изделие вставить в тиски или пресс, прождать до полного высыхания (сутки-двое).
Можно выполнить такую рукоятку с выемками для пальцев. Для этого следует выполнить углубление под указательный палец. Потренироваться выполнять правильную форму можно на пластилине, только после него перейти на дерево. После этого следует использовать резак, рашпиль и наждачку для того чтобы заготовку отшлифовать. Пропитать изделие разогретым маслом олифы, просушить его на солнце. После этого снова обработать рукоять «нулевкой». Завершить изготовление покрытием из канифоли, скипидара и воска, растопленных на водяной бане, которыми следует отполировать рукоять.
Накладная
Такая рукоять предусматривает присутствие широкого хвостовика, который необходим для определения контура создаваемой рукояти. Она собирается из двух деревянных брусков, объединённых металлическими заклепками. Такой способ крепления никак не влияет на размеры изделия, благодаря этому удается сбалансировать широкое или удлиненное лезвие. Накладной вариант крепления популярен среди изготовления кухонных ножей. Основные этапы работ:
- Подготовленная древесина обрабатывается антисептиком и помещается в тиски, где ровно делится на две симметричные части;
- Поверхность у хвостовика тщательно зачищается и полируется во избежание возникновения зазоров;
- Производится разметка будущих креплений для соединения двух частей;
- Необходимо подготовить прут из меди или латуни и высверлить отверстия в разметках в соответствии с диаметром прута;
- Выполнить заклепки, их длина должна быть больше толщины готовой рукояти.
Перед тем, как выполнять работу, можно потренироваться в черновой сборке деталей. После завершения сборки следует обработать рукоять при помощи резака и наждачки. Половинки должны быть прикреплены симметрично. Также нужно пропитать деревянные половинки по стороне, прилегающей к хвостовику, эпоксидным клеем или смолой, добавить тонер, чтобы придать необходимый оттенок изделию. Далее нужно обмотать скотчем клинок ножа и соединить заготовку, куски прута, выступающие заклепки срезать. Готовый нож снова зажать в тиски, предварительно замотав ручку в промасленную резину. Дать готовому изделию высохнуть (сутки-двое).
Пропитать рукоять разогретым маслом олифы, просушить на солнце. После этого обработать ее «нулевкой». Отполировать изделие смесью из канифоли, скипидара, воска, растопленных на водяной бане. Вместо этого средства можно воспользоваться корабельным лаком.
Основные характеристики стали х40
Самое интересное, что сталь для клапанов разной техники изготавливают из разных сплавов. У автомобилей одна, у тепловозов другая, для самолетов, вообще, наверняка засекречена, даже у кораблей, будет своего, специального для нагрузок сплава.
И еще интереснее то, что взяв технику одного характера, клапана также могут быть разного состава, к примеру «Камаз» и «Жигули».
Марок стали как минимум с десяток, например: ЭП 303 55Х20Г9АН4, 45Х14Н14В2М ГОСТ 5632-72, 40Х9С2 ГОСТ 5632-72, 45Х22Н4М3 ГОСТ 5632-72 и т.д. А учитывая ТУ заказчика, вообще, и сотня. Но так в народе повелось, что самой популярной является сталь 40-я. Вот о ней и поговорим.
Как пишут сами сталевары и прокатчики, что сталь эта – конструкционная легированная. Применяется в промышленности для изделий повышенной прочности и склонна к отпускной хрупкости. Изделия из нее обладают следующими характеристиками:
- не поддается ржавлению, благодаря высокому содержанию хрома;
- повышенная твердость достигается за счет большого содержания углерода;
- материал можно легко достать, даже в автомобильной мастерской.
Не согласиться тут трудно, действительно характеристики стали довольно высоки. Но даже если не удастся достать именно эту сталь. Металлурги утверждают, что заменить ее можно такими марками: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР. И это обозначение только отечественного производства, а зарубежных аналогов много.
Правила эксплуатации
Несмотря на высокую популярность материала, назвать ручки из эпоксидной смолы очень прочными нельзя. Эксплуатация ножей должна проходить с соблюдением определенных правил.
Традиционно считается, что изделия из эпоксидки носят чисто декоративный характер, поэтому такие ножи дарят в качестве сувениров, но они нашли свое практическое применение. Нож с ручкой из смолы успешно может использоваться на кухне, а вот метать такое орудие не стоит. При высоких ударных нагрузках могут образовываться сколы или трещины.
Желательно нож после применения убирать в шкаф. С одной стороны, того требует техника безопасности, с другой, — лишняя защита от прямого попадания солнечных лучей не помешает. При загрязнении чистить рукоять можно мыльным раствором или другим чистящим средством, не проявляющим химической активности. От использования кислот лучше воздержаться.
Что же касается безопасности, то современная эпоксидная смола в застывшем и жидком виде абсолютно безвредна для человека, хотя при заливке все же стоит пользоваться средствами индивидуальной защиты.
Ковка ножа из советского вторичного сырья
Вторичное сырье не позволит сделать клинок высочайшего качества. Но многим нравится ощущение перерождения других материалов в режущие и колющие предметы. Например, ковка ножа из напильника или цепи, рессоры, клапана, подшипника, троса, сверла.
Ножи из троса
Из троса получаются хорошие клинки, но дамасские свойства не высокие из-за крупных рисунков. Ножи из троса содержат небольшое количество углерода, поэтому к их телам нужно приваривать режущую кромку из дамаска.
Ножи из рессоры
Многие предпочитают делать ножи своими руками из рессоры, которая была изготовлена еще в советский период. Тогда использовалась для рессоры высококачественная сталь 65Г. Свойства металла рессоры повышаются за счет правильного соотношения составных частей и технологичной термообработки. Если ножи из рессоры перекалить, то они станут хрупкими.
Ножи из цепи
Широко применяется для ковки такой вторичный материал, как цепи. Чаще это цепи от бензопилы, но бывают и моторные цепи от бензинового двигателя.
Ножи из клапана
Для изготовления ножей своими руками из клапана берутся пустотелые выпускные клапаны. Не каждый умелец знает, как грамотно оттянуть нож из клапана. Поэтому это не лучший вариант.
Ножи из сверла
Хорошие ножи получаются из сверла. Инструментальная сталь, из которой изготовлены сверла, говорит сама за себя. Если правильно закалить клинок, сделанный своими руками из сверла, то он не будет ломаться при ударных нагрузках и сможет противостоять высокой нагрузке на изгиб.
Ножи из напильников
Чтобы изготовить нож из напильника своими руками нужно сначала нарисовать эскиз – форму лезвия и ручки, выбрать способ крепления, как на видео. Металлом для напильника является углеродистая сталь У10. Ее твердость составляет 57 — 58 HRC. Эти свойства металла при ковке сохраняются, и ножи из напильника получаются крепкими, с высокими режущими показателями и выдерживают большую нагрузку.
Ножи из пилы
Альтернативой может быть использование механической пилы для железнодорожного рельса. Их прочность даже выше, чем у напильников. Оба эти изделия как нельзя лучше подходят для ковки ножей в домашних условиях. Так как старый напильник более доступен, то технологию ручной ковки из него и рассмотрим более подробно. Также процесс можно посмотреть на видео.
Этапы переделки напильника в нож
Ковка в домашних условиях должна происходить при строгом соблюдении всех мер предосторожности. Будем пользоваться:
Будем пользоваться:
- Напильником (желательно советским).
- Материалом для изготовления рукоятки (пластик, кость, дерево и др).
- Обувным кремом и воском.
- Газовой плитой или другим нагревательным устройством.
- Станком, тисками и болгаркой.
- Магнитом.
- Наждачной бумагой.
- Материалом для заклепок (желательно латунь).
- Клеем для кожи и металла.
Шаг 1
Сначала производим обжиг напильника в печи, как на видео. Накаливаем его на протяжении 6 часов и оставляем там до полного остывания. Это делаем для того, чтобы сталь стала такой, как перед заводской обработкой. Вместо печи можно использовать раскаленные угли костра. В домашних условиях для этого можно использовать газовую конфорку. На нее кладут будущий нож тем местом, где предполагается режущая часть. Сверху ставят металлический тепловой экран так, чтобы он не касался напильника. Заготовку посыпают солью, которая при нагревании должна расплавиться. Время процесса – 6 часов.
Клише для тиснения. Клеймо с паяльником. Создание векторного рисунка
Изготовление клише для тиснения на коже, дереве или бумаге
МАГНИЕВОЕ
Или латунное клише для горячего
И холодного тиснения
За сутки
от 3 000 РУБЛЕЙ
Мастерская CheGoods изготовит клише для горячего и холодного тиснения на коже, бумаге и дереве для последующего нанесения на любые фирменные аксессуары, именные подарки, коробки, упаковки и другую сувенирную и презентную продукцию.
Разнообразные клише для разных видов нанесения — конгревной, блинтовой печати и для тиснения фольгой. Все клише, как латунные, так и магниевые, мастерская Chegoods производит на современном высокоточном оборудовании.
Горячее тиснение на коже, дереве или бумаге своими руками или решение проблемы нанесения логотипа с домашних условиях при помощи сменного клейма с паяльником
Мы производим сменное клеймо для горячего тиснения из латуни или магния и комплектуем паяльником для возможности нанесения логотипа дома или на небольшом производстве в рамках вашего хобби или малого предприятия. Клеймо — съемное, и на его место, к паяльнику, можно прикрутить другое.
Клеймо из латуни или магния с паяльником можно использовать как для нанесения логотипа или именной подписи на кожу, так и на дерево, некоторые виды пластика, плотную бумагу вручную без использования дорогостоящего оборудования.
СТОИМОСТЬ
СМЕННОГО ЛАТУННОГО
ИЛИ МАГНИЕВОГО
КЛЕЙМА С ПАЯЛЬНИКОМ
от 4 000 РУБЛЕЙ
Цена указана за паяльник 80 ватт.
При покупке паяльника 150 ватт
цена за клише + паяльник составит от 5000 руб
В чем отличие клише из магния
И клише из латуни?
И магниевое и латунное клише прекрасно подходит для паяльника, а выбрать материал можно, исходя из их свойств.
Основными плюсами клише из магния будет быстрый нагрев и привлекательная цена. Однако, при использовании под прессом лучше использовать клише из латуни в силу большей прочности материала.
По сути, если вы будете применять для тиснения только паяльник, то вам можно обойтись магнием. В случае, если у вас есть перспектива использования станков для тиснения, то есть смысл взять клише из латуни.
Бесплатное оформление именной подписи и инициалов для последующего тиснения
В подарок, мы можем бесплатно оформить персонализированное клеймо, подобрав шрифт для добавления именной подписи. Обычно, для подарка коллеге, руководству или дорогому клиенту к логотипу организации добавляют инициалы или различные комбинации фамилии, имени и отчества. В итоге получается памятный подарок, который выгодно отличается от «mass market». Вы можете написать любую надпись в выбранном вами стиле — современном, винтажном, старорусском, каллиграфическом, абстрактном, творческом, военном и в других, на ваш выбор.
Именная подпись
В выбранной
Вами стилистике
В подарок
Подборка векторного изображения из обширной галереи согласно с вашими пожеланиями
Иногда хочется преподнести близким подарок, который отражает их увлечения, профессиональную деятельность, характер или ваши ассоциации с этим человеком. Это так же может быть что то личное, что вы хотите нанести на собственные вещи или аксессуары из кожи от мастерской CheGoods. В любом случае, из-за специфики формата для оборудования, которое изготавливает клише для горячего и холодного тиснения, вам нужно обладать профессиональной дизайнерской программой для работы с вектором и хранилищем с изображениями, чтобы подобрать нужную картинку.
Мы избавим вас от этой проблемы и вы получите векторное изображение, которое впоследствии сможете использовать для нанесения на любые поверхности. Данные векторные изображения используют не только при изготовлении клише для горячего и холодного тиснения. Они нужны для нанесения рисунка на нестандартные поверхности, качественной печати полиграфии (буклеты, наклейки, баннеры и др.), лазерной гравировки, вырезки из различных материалов (дерево, пластик, металл и др.), чеканки, изготовления нашивок и это еще только начало списка
Мастерская CheGoods подберет вам векторное изображение из обширной базы, нанесет именную подпись согласно вашим предпочтениям по шрифтам и вышлет на указанный e-mail файл, сохраненный в двух самых популярных форматах — Corel Draw и Adobe Illustrator
Создание векторной картинки для клише
И других нужд
1 000 РУБЛЕЙ
Коллекция векторных изображений для изготовления клише
Не нашли, что искали?
Свяжитесь с нами и мы постараемся предложить то изображение, которое вам понравится
Наша полная коллекция насчитывает более 1 000 векторных картинок различной тематики
Отпуск заготовок
Обработка высокой температурой приводит к созданию в металле внутреннего напряжения. Это отрицательно сказывается на гибкости и прочности металла. Заготовка становится хрупкой – при неправильном нажиме или перекосе она начинает крошиться или лопается.
Для того чтобы металл стал более пластичным проводится процедура отпуска – доведение температуры заготовки до момента наивысшей пластичности металла и постепенное, естественное его охлаждение. В муфельной печи для этого разогревают металл до необходимой температуры, а после, при закрытой дверце плавно охлаждают в течение 2-3 суток.
Проверить правильно ли закалился клинок довольно просто – достаточно провести напильником по лезвию – если лезвие скользит, закалка прошла удачно, ну а если задевает металл, то процедуру придется повторить.
Много столетий назад, мастера-кузнецы задавались вопросом, твердости клинка. И многие из них понимали, что сталь после нагрева нужно быстро остудить. Дамасские мастера, закаливали сталь в ущельях, где дули сильные ветра. Они считали, что сила ветра передавалась клинку, и он становился упругим, твердым и не ломался.
Альтернативные варианты инструмента
Для переделки под кузнечные приспособления можно взять щипцы гвоздодеры или старые плоскогубцы.
В первом варианте их нужно переделать, так как захват этого инструмента слишком изогнут для удобного зажима шляпок гвоздей.
Чтобы это сделать, нужно разобрать их на две отдельные части и, нагрев концы зажима, разогнать его в плоскую форму. Также можно просто приварить к зажиму губки, изготовленные из полосы металла.
Для нормальной и удобной работы потребуется удлинить рукоятки. Это можно сделать, наварив на имеющиеся ручки куски труб или арматуры.
После чего нужно собрать инструмент.
Плоскогубцы также можно приспособить под кузнечный инструмент. Для этого у них увеличивают длину рукояток. Однако, такой инструмент подойдет при работе с небольшими поковками, ведь площадь губок не обеспечит надежный захват и удержание габаритной детали.
Заменить на первое время настоящие клещи возможно. Однако, лучше потом обзавестись нормальным инструментом. Металл плоскогубцев и щипцов закален и работа с влиянием высокой температуры приведет к тому, что они станут хрупкими и сломаются очень быстро. К тому же, без профессионального приспособления будет очень трудно работать, ведь такой инструмент назначен выполнять другие, а не несвойственные ему, функции. А плоскогубцы имеют очень маленькую площадь захвата, что намного усложнит удержание кующихся деталей.
Правила качественной закалки
Существует еще несколько несложных правил, которые позволяют сделать закалку ножа в домашних условиях максимально качественной.
- Прежде чем приступать к поверхностной или глубокой закалке ножа, изготовленного из определенной марки стали, можно подобрать режимы выполнения такой технологической операции, воспользовавшись пластинками, выполненными из такого же материала. Первую пластинку используют, чтобы более точно подобрать требуемую температуру нагрева. Для этого металлическую пластину необходимо нагреть неравномерно: одну часть – до максимальной температуры, вторую – до минимальной. Затем нагретую пластину опускают в воду или масло и после полного остывания зажимают в тисках, ломают и смотрят на излом металла. Качественно закаленный металл, если температурный режим был подобран правильно, должен иметь крупнозернистую структуру.
- Следующим этапом экспериментов с металлическими пластинками является подбор оптимальной охлаждающей среды. Используя различные охлаждающие среды (вода, масло, жидкий свинец и др.), закалите пластину до такого состояния, чтобы она, будучи зажатой в тисках, ломалась при отклонении в 30°. После этого необходимо выполнить отпуск пластины, также подбирая различные охлаждающие среды и температурные режимы. В результате такой операции вы должны добиться того, чтобы пластина, зажатая в тисках, ломалась при угле ее отклонения в 45°.
- Чтобы избежать появления на лезвии закаливаемого ножа поверхностных трещин, изделие требуется предварительно отжечь. При выполнении такой технологической операции, для которой желательно использовать муфельную печь с регулятором температуры, надо придерживаться следующих правил: нагрев ножа выполняют как можно дольше, медленно и равномерно.
Устройство промышленных вентиляторов
Вентилятор для кузнечного горна такого типа часто имеет корпус, который выполнен в форме улитки. Его внутреннее устройство и принцип работы изображены на рисунке, где а) — это внешний вид, б) — устройство и расположение внутренних деталей.
Принцип работы «улитки» состоит в следующем:
- Внутри кожуха (3) корпуса вентилятора на оси размещено колесо вращения (1), снабженное лопастями (2).
- Форма лопастей и направление вращения колеса создают движение потока воздуха в трубу (4) в направлении зоны горения.
- Направление потока воздуха предусмотрено от расположенного в центральной части корпуса улитки отверстия к ее конечному витку, имеющему сужение. За счет этого напор воздуха усиливается.
Примером промышленного изделия является вентилятор распространенной марки VT1-2, выпускаемой под брендом «Blacksmith».
Он предназначен для обдува как стационарного, так и переносного горна с полностью открытой верхней частью. Диаметр для подсоединения трубы такого устройства равен 50,8 мм, питание осуществляется от сети в 220 В, мощность потребления — 150 Вт, рабочее колесо вращается со скоростью 3000/3600 об/мин.
Максимальный напор (давление) воздушной струи в подводящем отверстии равен 490 Па. Вентилятор имеет габариты 225х180х225 мм и вес 2.65 кг.
Корпус вентилятора выполнен путем литья и отличается повышенной прочностью. Работает аппарат практически бесшумно, легко подсоединяется к горну.
Секреты закалки: охлаждение
Для охлаждения нагретой до нужных температур заготовки возьмите удобную по объему емкость и налейте в нее отработку. Держа нож за хвостовик клещами с длинными рукоятками, опустите его в масло и подождите некоторое время. Вязкость жидкости обеспечивает оптимальное течение теплообмена. Будьте осторожны, на поверхности масло может воспламениться!
Второй способ охлаждения – использование воды. При этом чистую жидкость лучше не использовать. Перед работой растворите в ней несколько ложек поваренной соли или примените рассол для охлаждения металла. В старину, когда соль имела очень высокую цену, кузнецы в качестве соляного раствора применяли собственную мочу.
Одним из неприятных моментов, иногда возникающих во время закалки, является поводка клинка или его деформация, возникающая из-за неравномерного нагрева или охлаждения. Чтобы избежать ее, клинок лучше всего опускать в охлаждающую среду строго вертикально режущей кромкой вниз.
Клеймо для выжигания
| Клеймо для выжигания по дереву с выпуклым изображением | |
| Площадь до 10 см2 | 1800 руб. |
| Площадь от 10 до 25 см2 | 180 руб./см2 |
| Площадь от 25 до 50 см2 | 150 руб./см2 |
| Площадь от 50 до 80 см2 | 130 руб./см2 |
| Паяльник 200 — 300 Вт (с переходником) | 2500 руб. |
| Паяльник 500 Вт (с переходником) | 3500 руб. |
| Ручка 150мм (латунь + текстолит) | 500 руб. |
| 350 руб. |
- Глубина гравировки свыше 1,5 мм + 50 % за каждый доп. мм
- Герб + 50 %
- Сложное изображение с большой трудоемкостью от + 25% до +100 % к стоимости изделия
Для заказа свяжитесь с нами по телефону +7 (499) 3940020, почте или воспользуйтесь онлайн чатом в левом углу экрана.
- ———————————————————————————————————-
Процесс выжигания рисунка на дереве известен нам, как древний вид искусства, который встречается в культуре различных народов.
Довольно продолжительное время процесс выжигания воспринимали только как народное творчество, да и сейчас выжиганием по дереву увлекаются многие в качестве хобби.
Но уже в конце прошлого века выжигание по дереву прочно вошло в профессиональную среду, где этот увлекательный процесс стал применяться для коммерческих целей.
В профессиональной среде обработка дерева, кожи, пластика и других материалов, которые выдерживают высокую температуру, происходит с использованием клише для выжигания.
Суть его работы проста — на поверхности клише для дерева гравируется эксклюзивный текст или рисунок, затем, путем нагревания клише до определенной температуры и прижатия его к поверхности материала, получают клеймо на дереве.
Использование клише для выжигания
Во все времена стремились защитить свое изделие от подделки и, заботясь о сохранении авторства, старались изящно подписать свою работу. Сейчас ничего не изменилось. Художники, мастерские и различные предприятия используют клише для выжигания на дереве – им оставляют фирменный знак на предметах и продукции, который служит отличием оригинальной продукции от подделки.
И снова о клапане
Доброго времени суток! Господа, прекрасно понимаю, что клинки из клапана — это избитая тема, но все же рискну описать свои мытарства и спросить совета. Принесли несколько тепловозных клапанов в расковку с последующим изготовлением. Раньше пробовал из них делать, не получались, не мог закалить. Сейчас есть инет, полез в справочники. Так вот, отрезал тарелки, отрезал нужный кусок (см 10), осадил в торец, развернул, вытянул и отформовал клинок. По справочнику клапанная сталь — это 40Х9С2 или 40Х10С2М, температура закалки 1050-1090 С в масле или на воздухе. Засунул в горн, нагрел до нужной температуры (температуру контролировал кусочком латуни Тпл. =1070С), засунул в масло (Тмасла около 60-70С),в итоге — клин свободно точится обычным напильником, второй клин закалка на воздухе (как Х12МФ). Итог тот же. Распсиховался, кинул оба клинка в горно, где «томился» остаток клапана, закрыл газ и ушел домой. Клинки остывали вместе с горном. Утром черт меня дернул шеркануть напильником по клину — свистит! Шарканул надфилем — так же! Итак вопрос, что я делаю не так и как с этим бороться?! Почему клинки закалились при таких условиях? Был подобный пост со шведским подшипником, а тут клапан.
Без вопросов! Но.. 1. Клиент всегда прав. 2. Если клиент не прав, см. п.1!
quote: Originally posted by ballistikpf: Без вопросов! Но.. 1. Клиент всегда прав. 2. Если клиент не прав, см. п.1!
Знаю, поэтому при заказчике провел небольшой тест с показными выступлениями Х12МФ и Р6М5 (что было готовое) и старый клин из клапана. Счет 1000000000:1 (не ржавеет). В итоге взял на пробу без гарантий. И тут так получилось. Вопрос остался — как и почему?
Возможно не делаете выдержку на закалочной температуре.
Замечаний по вопросу 2
quote: Originally posted by ballistikpf: Засунул в горн, нагрел до нужной температуры (температуру контролировал кусочком латуни Тпл. =1070С
у Л63 например температура плавления — 900 градусов. и можно получить банальный недогрев, поскольку для указанных сталей температура Ас3, выше которой надо греть — 970 и 950 градусов соответственно. Если Вы используете плавкую метку температуры, возьмите чистую медь — 1083 градуса Цельсия
а по поводу закалки с горном — так у меня на памяти Х12МФ при остывании с лабораторной печкой закаливалась. У нее устойчивость аустенита при охлаждении очень большая по времени. Другой стороной вопроса является наличие остаточного аустенита (которого может быть половина) и положение точки Мк (конца мартенситного превращения). А в 40Х10С2М этот аустенить распадется при отпуске аж 400 градусов.
Исходя из этого я считаю нужными две вещи. 1. купите китайский тестер-мультиметр за 400 рублей с хромель-алюмелевыми термопарами (дополнительно их продают там же на рынках по 50 рублей). И будете гораздо качественнее контролировать температуру. Правда в пламенных печах термопары двух-трех разовые, поскольку начинают быстро врать, науглероживаясь. 2. Покупайте сталь на металлобазе. Так надежнее и качественнее. я понимаю, что в Ужуре сервисных металлоцентров не так много , но в большие города выбираетесь ведь, стволы то чай не в сельмаге купленные
. что в Ужуре сервисных металлоцентров не так много. Какие металлоцентры. Население 35 тыс., градообразующая ракетная дивизия (остатки). Завтра попробую с медью. . Возможно не делаете выдержку на закалочной температуре. Выдержка как положено, в зависимости от размеров (толщины) клина. Спасибо за советы, завтра попробую и отпишусь.
У нас на работе кузнецы делают кухонные ножи только из тепловозных клапанов. Насколько знаю лучшие получаются из выпускных и именно из тарелки. У меня такой нож на кухне служит больше 15 лет. Твердость на глаз 54-55 Роквелл. Калят в отработанном масле. С уважением
quote: Originally posted by Бумеранг: Твердость на глаз 54-55 Роквелл
quote: Это если глаз — алмаз в виде конуса с вершиной 120 градусов
Я думаю глазам и рукам инженера-механика с 30 летним стажем можно хоть немного и поверить С уважением
quote: Originally posted by boroda Kostroma: а вот это в корне не правильно потом про вас и скажут «гавно делает» и отмыться будет ой как не просто
quote: Originally posted by AndYur: Согласитесь, это не самая лучшая сталь в наше время.
а я клапана и не подвергаю закалке после ковки. не вижу в этом смысла. ИХМО. РК -ведет себя превосходно)а калить если честно -боюсь.. (да и нет в том особой надобности)гвоздь 5мм перерубал клинком, и ниче, ни замятин ни сколов не было . и после ковки в масло не сую, оставляю на воздухе охлаждаться.. и все пучком)или дуракам везет, или лыжи не едут)))
Сам из клапана не делал, но осуждаю Делал, правда давно. В этом вопросе вроде как поставлена уже не одна точка. Клапан клапану рознь. 1. Вроде как лучше делать из тарелок, поскольку штоки делаются из менее качественнй стали и привариваются к тарелкам методом трения (по крайней мере на больших клапанах. Простая экономия хорошего металла). 2. Лучше делать из впускных (должны магнититься), в выпускных много молибдена для жаропрочности и они не магнитятся и не закаливаются. 3. Возможно, что маленькие клапана полность делаются однородными, возможно и сталь одна и та же идет, если температура выхлопа низкая. Резюме: искать, пробовать, стремиться — должно получиться. Поэзия однако
quote: Originally posted by anatoly: 3. Возможно, что маленькие клапана полность делаются однородными, возможно и сталь одна и та же идет, если температура выхлопа низкая.
коль речь зашла об автовазе и клапанах были у них разработки выпускного клапана двс из 55Х20Г9АН4, на которую они плазмой потом напыляли что-то не менее экзотическое
Может Бурчитай, как более продвинутый металловед, понимает в чем смысл этого действа?
жаростойкость и жаропрочность.
все более новые требования стандартов Евро к чистоте выхлопа (к тепловозам наверное не относится) заставляют производителя повышать степень сжатия в цилиндрах и температуру сгорания топлива. Как следствие нужны более жаростойкие и жаропрочные материалы на клапан. Если в новую Короллу (гипотетически) поставить клапан от 412 москвича или Копейки — не проедет и ста километров, прогорит. Поэтому в ход и идут сварка трением, наплавка металлокерамик и хитрых покрытий, титановые сплавы и многое другое. С клапаном могут попасться самые замысловатые сочетание материалов. Потому и считаю что сталь надо покупать на металлобазе.
мне казалось что эта железка метастабильная аустенитная, но с дополнительным легированием хромом для коррозинной и жаростойкости
соответственно ныпылять что-то на нее несколько странно
quote: Originally posted by Гриня: соответственно ныпылять что-то на нее несколько странно
По термопаре хрюкну — против науглераживания желательно поместить её в керамических бусах в трубку хотя б из нержавейки, заваренную со стороны рабочей камеры.
quote: в трубку хотя б из нержавейки
Все пром. термопары в нержавеющих трубках той или иной марки (в зависимость от мах Т ). А на инерционность плевать — 1-2 мин. погоды не сделают. С уважением.
quote: Originally posted by МухАН: Все пром. термопары в нержавеющих трубках
Источник: guns.allzip.org