Металлорежущие станки представляют собой машины для обработки заготовок в точно заданный размер удалением слоя припуска с образованием стружки.
Для работы в основном используется абразивный либо лезвийный режущий инструмент. Станки также выполняют выглаживание поверхности, обкатку роликами и другие операции. Металлообрабатывающее оборудование позволяет вести обработку металлических и неметаллических материалов. Например, капрона, текстолита, различных видов пластиков и дерева, но для обработки твердых материалов (керамики или стекло) предназначены специальные станки.
Классификация агрегатов по группам
Основное деление массива металлорежущих станков происходит по технологическому способу обработки, способу перемещения механизмов и виду применяемого инструмента.
Различают 10 групп станков:
- Первая группа – токарные агрегаты. Они составляют порядка 30% станочного парка. Используются для обработки точением деталей вращения. Движением резания для группы является вращение заготовки.
- Вторая – сверлильные и расточные агрегаты. Их доля составляет 20%, используются для обработки отверстий различными способами. Вращение инструмента и его подача при неподвижной детали являются главными движениями резания. У расточных аппаратов добавляется ход стола с деталью.
- Третья – шлифовальные, полировальные, заточные и доводочные аппараты. Составляют 20% от общего числа подобного оборудования. Работают абразивным инструментом. В полировальных и доводочных агрегатах применяется абразивная паста и порошок, шлифовальные ленты и бруски.
- Четвертая – аппараты для физико-химической обработки и комбинированные. К этой группе относятся, например, агрегат для электроэрозионной обработки.
- Пятая группа – зубообрабатывающие и резьбообрабатывающие аппараты. Составляют 6% всего парка. Используются для нарезания разных видов зубчатых колес и резьбы. Они выполняют черновые и финишные операции.
- Шестая – фрезерные аппараты. Насчитывают 15% от общего числа оборудования. Рабочим инструментом являются многолезвийные фрезы разных конструкций.
- Седьмая группа – строгальные, протяжные, долбежные станки. На их долю приходится 4% станков. Имеют прямолинейное рабочее движение стола. У долбежных станков главное движение – возвратно-поступательное перемещение резца. Протяжные станки используются для обработки отверстий и пазов с помощью многолезвийного инструмента – протяжки.
- Восьмая – разрезные станки. Служат для разрезания заготовок типа круга, уголков, прутков.
- Девятая группа – разные станки. В эту группу входят станки для балансировки, правки и других операций.
- Десятая – резервная. Многоцелевые станки вроде оборудования с ЧПУ и обрабатывающих центров позволяют реализовывать ряд способов механообработки. В соответствии с видом выполняемой операции включаются в одну из станочных групп.
Виды металлорежущих станков
Агрегаты для резки металла бывают весьма разнообразными. Вот их основные категории:
- Станки фрезерной группы. Среди бесконсольных выделяют гравировальные, копировальные, продольные и вертикальные установки. Среди консольных — широкоуниверсальные, горизонтальные и вертикальные устройства.
- Токарные. Они могут быть карусельными, лобовыми, сверлильно-отрезными, револьверными, копировальными многорезцовыми, одно- либо многошпиндельными, а также специализированными (то есть автоматами или полуавтоматами).
- Шлифовальные. Они бывают кругло-, внутри- или плоскошлифовальными. Сюда же относятся разные типы заточных и специализированных агрегатов, полировального и обдирочного оборудования.
- Строгальные. Это протяжные устройства вертикального либо горизонтального типа, а также продольные модели с одной или двумя стойками.
- Разрезные. Это правильно-отрезные устройства, а также станки, оснащенные гладкими металлическими дисками либо абразивными кругами. В эту же категорию попадают модели с резцами либо пилами — ножовочными, дисковыми, ленточными.
- Агрегаты для обработки компонентов резьбовых и зубчатых соединений. Они могут быть зубоотделочными, зубофрезерными, резьбо-фрезерными, резьбонарезными, резьбо- и зубошлифовальными, проверочными, для обработки элементов червячных пар и торцов зубьев, а также зубострогальными для цилиндрических зубчатых колес или зуборезными для работы с коническими колесами.
- Модели для сверления и расточки. Их оснащают одним либо несколькими шпинделями. Расточные агрегаты бывают горизонтальными, алмазными либо координатными, сверлильные станки — радиальными, горизонтальными либо вертикальными.
Существуют и другие разновидности агрегатов, не относящиеся ни к одной из вышеперечисленных категорий. К примеру, станки бывают пилокасательными, опиловочными, делительными, балансировочными, бесцентрово- и правильно-обдирочными и так далее.
Классификация по типам
В пределах каждой из 10 групп происходит разделение на 10 типов в соответствии со следующими критериями:
- компоновка базовых узлов;
- способ обработки и используемого инструмента;
- уровень автоматизации и прочих технологических особенностей.
К примеру, в группу шлифовальных и полировальных аппаратов входят кругло и плоскошлифовальные станки, продольно-шлифовальные и притирочные. В группе строгальных и долбежных станков – продольно-строгальные одностоечные, поперечно-строгальные и долбежные.
В пределах одного типа происходит деление на 10 типоразмеров.
Классификация металлорежущих станков по совокупности технологических параметров наглядно представлена в таблице.
Классификация металлорежущих станков по классу точности
Весь парк станков для механической обработки поделен на 10 групп. В каждой группе присутствует деление из 10 типов, а каждый еще поделен на 10 типоразмеров.
Критерием группы является общность технологического способа обработки либо сходство назначения. Например, строгальные и протяжные, зубообрабатывающие и резьбообрабатывающие.
Каждый тип объединяет степень универсальности, количество основных рабочих органов, назначение, конструктивное исполнение. Внутри типа оборудование различается по шести техническим параметрам.
В резервную группу 0 относят станки, работающие с применением новейших технологических методов.
Металлорежущие станки
Конструкция металлорежущих станков, оснащенных ЧПУ
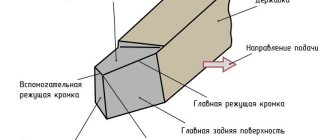
В любой модели станка присутствуют ключевые элементы, отвечающие за его функционирование. Они обеспечивают движение, благодаря которому происходит резка, и движение подачи, совершаемое заготовкой либо режущим инструментом. Ради осуществления обеих функций в агрегате обязательно присутствуют следующие три компонента:
- Система контроля. Она запускает и останавливает устройство, контролирует все этапы его функционирования.
- Привод — гидравлический, пневматический, механический либо электрический.
- Узел, трансформирующий движение от электродвигателя и передающий его на исполнительный механизм.
Отдельно стоит упомянуть об узлах металлорежущей аппаратуры, на которых размещают инструменты для резки. Они присутствуют на всех станках, так как без них агрегаты не справлялись бы со своей функцией.
Систематизация по базовому размеру
Стандартами регламентируются базовые параметры оборудования, характерные этому типу. Для группы токарных и круглошлифовальных станков это максимальный размер детали под обработку.
У фрезерных станков основным считается габарит рабочего стола для установки заготовок и оснастки. Для поперечно-строгальных станков базовым является величина хода ползуна.
Совокупность станков для одного вида обработки, с похожей кинематикой, устройством, но отличающихся главными размерами, называется размерным рядом. Например, согласно нормативам у зубофрезерных станков различают 12 типоразмеров с максимальным диаметром заготовки для обработки от 80 мм до 12,5 тыс. мм.
Размерный ряд токарных станков отличается размером обрабатываемой детали 250, 320, 400 и более. Введение размерных рядов унифицирует детали, облегчает проектирование и ремонт станков.
Дополнительная классификация
Существует дополнительное разделение станков:
- по степени универсальности металлорежущее оборудование бывает универсальное и стандартное;
- для выполнения многих видов операций, обработки широкой номенклатуры изделий по размерам и форме: широкого назначения и узкопрофильное;
- для конкретного вида работ по изготовлению разных деталей существует специализированное оборудование;
- для четко указанных работ – предназначено для обработки одинаковых по конфигурации деталей, но с отличающимися размерами, например, коленвалов, корпусов редукторов.
- специальное – выполняет определенные операции с четко заданным видом детали по форме и незначительным колебанием размеров.
Универсальное станочное оборудование применяется в мелкосерийном производстве. Специализированные и специальные станки с высоким уровнем автоматизации востребованы в крупносерийном и массовом производствах, где изготавливаются крупные партии деталей.
Специальный станок ROLLER 2800 CNC
Выставка оборудования металлообработки
Выставка металлообработки представляет собой серьезное событие узкоспециализированной направленности, которое собирает вместе профессионалов этой области. Прогрессивное оборудование, новые методики обработки поверхностей, современное ПО, комплектующие – все это представлено на организованной выставке. Здесь вас ждет: информация о последних научных достижениях, содержательное общение с экспертами и продуманная деловая программа.
Участники и посетители
Участниками события выступают компании с мировым именем, и малоизвестные производители/поставщики, которые стремятся к увеличению спроса и результативному товаропродвижению. Главная задача – демонстрация высокопроизводительной станочной продукции, инструментов, материалов и последних разработок в данной отрасли.
Среди посетителей выставки:
- генеральные директора и заместители;
- ведущие технологи;
- главные инженеры.
Здесь собираются профессионалы в таких промышленных отраслях, как судо- и машиностроение, металлургия, энергетика, строительство и так далее. Руководители производственных компаний и заводов выбирают высокопроизводительные станочные системы для эффективного выполнения поставленных задач.
Преимущества выставок
Каждая сторона получает выгодные положительные моменты, о которых поговорим подробнее.
Участники события могут в кратчайшие сроки:
- найти потенциальных покупателей, желающих приобрести специализированное оборудование и инструменты для металлообработки;
- увеличить число продаж;
- расширить территориальные границы продаж;
- устроить демонстрацию современных технологических решений и инновационных разработок компании;
- узнать непредвзятый анализ технических характеристик и эксплуатационных показателей выставленной техники;
- наладить общение с организациями-посредниками и руководителями компаний, применяющими предлагаемые станочные системы.
Для посетителей преимуществами станут:
- широкий ассортимент высокопроизводительных устройств;
- непосредственный анализ технических показателей;
- изучение последних разработок;
- проверка современных технологий в рабочем режиме;
- оформление сделок на выгодных условиях;
- рекомендации экспертов по правильному выбору металлообрабатывающей продукции.
Условия узкоспециализированных выставок позволяют участникам и посетителям начать деловые отношения, которые в дальнейшем приведут к долгому взаимовыгодному сотрудничеству.
Разделение по классам точности
Все разнообразие металлообрабатывающих станков подразделяется по классу точности:
- нормальная – H;
- повышенная – П;
- высокая – B;
- особо высокая – A;
- особо точная (мастер-станки) – C.
Станок токарно винторезный 1В625МП повышенного класса точности
Основная часть станочного оборудования предусматривает обработку по 6–9 квалитету точности. Станки, относящиеся к классу A, B и C имеют повышенные требования к условиям эксплуатации, это связано с их очень высокой точностью. Для их установки необходимы отдельные помещения с неизменной температурой и влажностью.
Металлорежущие станки не могут существовать без маркировки. Буква обозначения класса точности, кроме станков нормальной точности H, добавляется в маркировку. Например, 16К20П.
Передовые методы металлообработки
В промышленных условиях для обработки металла используют как новейшие, так и давно известные методы. Современные типы оборудования для металлообработки отвечают следующим требованиям:
- продуктивность – промышленные объемы требуют высокой скорости выполнения операций;
- точность – нужно выдерживать размеры при изготовлении даже мельчайших деталей;
- надежность и устойчивость к износу.
Промышленное оборудование для металлообработки подразделяется по типу воздействия на материал. Наиболее частой операцией на металлообрабатывающих предприятиях по праву можно считать резку.
Газовая резка металла
Такой способ известен давно, но выпускаемые на нынешний момент станки полностью автоматизированы. Это позволяет исключить неточности при раскрое листа, которые может спровоцировать человеческий фактор. Минусы метода – малая точность и термоусадка металла. Плюсы – низкая стоимость оборудования и большая скорость выполнения.
Плазменные станки для резки
Раскрой происходит с помощью узкой струи плазмы, что позволяет добиться высокой точности и произвольных форм заготовки. Высокое качество поверхности в месте среза, продуктивность и возможность вырезать почти любую деталь нивелируются одним недостатком – плазменные станки недешевы.
Лазерная обработка
Станки для лазерной резки точны и предупреждают потери материала в месте среза за счет малой его ширины. Применяется этот тип оборудования для обработки мягких цветных металлов: алюминия, латуни, бронзы (включая ценные). Нередко станки для лазерной резки применяют для изготовления заготовок под электронные платы, деталей для современной бытовой техники.
Гидроабразивные и электроэрозионные станки
Эти виды оборудования используются для точной резки любого металла произвольной толщины. Сравнительно невысокая скорость обработки компенсируется качеством. Оба способа гарантируют высокую точность и очень малый расход на припуск при резке. Станки гидроабразивного и электроэрозионного действия применяют в космической, электронной и других видах промышленности.
Портальные машины газовой резки металла
При обработке промышленных объемов металла на современных предприятиях используют портальные машины газовой резки. Устройство станка позволяет разместить в рабочей зоне лист размером от 1,5х3 м до 3х12 м.
Такой способ резки экономичен, но есть и небольшой недостаток. При обработке листового металла небольшой толщины возможна термоусадка и снижение точности реза. Оператору в работе с портальной машиной газовой резки потребуется максимальная внимательность и опыт.
По степени автоматизации
Часто металлорежущие станки производят с дополнительной функцией автоматизации. В зависимости от степени автоматизации станки разделяются на такие виды:
- ручное управление;
- полуавтоматы, когда цикл обработки ведется автоматически, а оператор меняет заготовку и включает станок;
- автоматы, где непрерывно происходит множество рабочих циклов автоматически, без оператора, включая замену инструмента, загрузку и выгрузку деталей;
- станки с ЧПУ, они производятся с функцией быстрого изменения режимов работы корректировкой программы.
Токарные станки с ЧПУ
Современные металлорежущие станки производят с дополнительным оснащением, это ускоряет процесс обработки материала. Увеличить степень автоматизации в мелкосерийном производстве мастера могут при условии большего использования станков с числовым (цикловым) программным управлением (ЧПУ). В их маркировке присутствует буква Ф (Ц).
Цифровое обозначение за буквой указывает на тип управляющей системы:
- цифровая индикация Ф1 – система позволяет делать предварительный набор координат, цифровая индикация отображает в числовом выражении настоящее положение и перемещение подвижного узла станка;
- прямоугольная или позиционная система Ф2;
- контурная Ф3;
- универсальная Ф4 – объединяет контурную и позиционную обработку детали.
Металлорежущие станки
Независимо от группы, типа и модели устройства, обработка заключается в том, что заготовка и режущий инструмент выполняют формообразующие движения. За счет этих движений задаются габариты и конфигурация объекта. Для ЧПУ-моделей заранее прописывают программу с учетом всех нюансов конкретного объекта и посредством программатора загружают ее в контроллер. Из контроллера команды направляются к рабочим компонентам агрегата. По завершении программы устройство выключается автоматически.
Устройства с числовым программным управлением обеспечивают значительно более высокую скорость и точность обработки по сравнению с традиционными аналогами. Их закупают для крупносерийного производства, так как такие модели успешно интегрируются в крупные автоматизированные линии.
Технология, предполагающая изъятие из тела объекта некой части материала с целью получения желаемой геометрии, известна как субтрактивная. Объектом, к которому применяется воздействие, может выступать как листовой, так и массивный металлопрокат. Из листового получаются плоские объекты разнообразной конфигурации, из массивного — объемные с любым желаемым количеством поверхностей.
С точки зрения физики, металл удастся разрезать, если нарушить его кристаллическую решетку. Когда режущий инструмент погружается в объект и продвигается по его поверхности, он своими твердыми острыми кромками разрывает атомные связи в структуре объекта. Во время плазменной или лазерной резки связь между атомами распадается из-за высоких температур. При гильотинной резке или штамповке кристаллическая решетка разрушается из-за деформации сдвига. Достоинство этого метода заключается в том, что после него не остаются отходы.
Опилки представляют собой серьезную проблему для процесса металлообработки. Попадая внутрь станка, металлическая стружка способна привести к поломкам. Поэтому оборудование приходится закрывать предохранительными кожухами, а стружку своевременно удалять. Операторы устаревших моделей станков собирают опилки вручную. На современных моделях размещают транспортерные ленты, которые отгружают стружку в утилизационную емкость. На агрегатах для шлифовки и заточки устанавливают пылеотсосы, которые выводят отходы из зоны обработки.
Принцип обозначения
Модели металлорежущих станков имеют оригинальное обозначение, в виде сочетания букв и цифр.
Установлен следующий порядок маркировки:
- начальная цифра – это принадлежность станка к группе;
- следующая составляющая показывает его тип;
- третья и четвертая обозначают характерный параметр (размер заготовки, габарит стола).
Расшифровка маркировки станка
Буква за первой или второй цифрой указывает на модернизацию по основным параметрам. Любая буква, завершающая маркировку кроме A, C, B, H, M, П и Ф показывает проведенную модификацию с изменением конструкции узлов.
Буквы A, C, П, B являются обозначением класса точности. При появлении у станка инструментального магазина добавляется буква М.
Современные типы металлорежущих станков бывают разные. Для обозначения станков с ЧПУ используется Ф, ну а где есть револьверная головка, присутствует в конце маркировки Р.
Такие металлорежущие станки пользуются огромной популярностью у мастеров.
К примеру, обозначение 2Н135 говорит о том, что это вертикально-сверлильный станок второй группы, 1 типа с модернизацией Н. Предельный диаметр устанавливаемого сверла 35 мм.