В сегодняшнем обзоре автор с нами поделится личным опытом изготовления самодельного мини токарного станка.
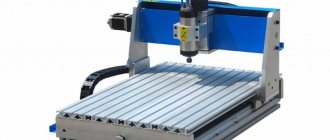
Основой станка является квадратная профильная труба 60х60 мм (толщина стенки — 3 мм).
Размеры профтрубы выбран неслучайно — в нее идеально входит зажимной патрон диаметром 16 мм. В результате у нас получится довольно компактная передняя бабка.
Если использовать для изготовления передней бабки сверлильный патрон диаметром 13 мм, то в данном случае надо будет использовать профиль 50х50 мм.
Советуем также прочитать: как изготовить простой и компактный станочек для изготовления хомутов для арматурных каркасов.
Длина станины токарного станка составляет 22 мм, но при необходимости можно сделать ее и длиннее.
Задачи для токарного оборудования
Цилиндрические и конические детали производят с помощью токарной обработки. Здесь реализуется принцип вращения детали относительно режущего инструмента. Во всех других видах обработки заготовка не перемещается.
При токарной обработке выполняют следующие операции.
- Выполняется вытачивание цилиндрической поверхности. При необходимости на ней выполняют ступени: один или несколько цилиндров разного диаметра располагают согласно задумкам конструктора.
- Точат уступы и канавки для упора или установки фиксирующих колец или шайб.
- Растачивают внутренние цилиндры или конические поверхности.
- Нарезают резьбу необходимого диаметра с определенным шагом. Ее располагают внутри или снаружи детали.
- С помощью вспомогательного инструмента сверлят соосные отверстия, зенкерами и развертками добиваются необходимой точности и чистоты обработки.
- При необходимости с помощью накаток придают специальное рифление поверхности или накатывают резьбу особого профиля.
- Имея болванки, с помощью давилок методом пластической деформации изготавливают тонкостенные детали из металла или пластических материалов.
- В мебельном производстве часто протачивают изделия сложной формы, их называют фасонными поверхностями вращения. Изготовление выполняется по специальным шаблонам или программам.
Назначение оборудования
В технологии обработки материалов резанием принято различать установки для обработки по классам точности. Основным критерием является материал, которому требуется придать определенные формы и параметры:
- Деревянные заготовки вытачивают на станках, обеспечивающих точность до 1 мм.
- Изделия из конструкционной стали точат с точностью до 0,05 мм.
- На станках повышенной точности (обработка изделий из инструментальных сталей), оборудованных микрометрическими измерительными инструментами можно добиваться исполнения до 0,005 мм.
Для домашних условий создают деревообрабатывающее оборудование, а при необходимости работы над металлическими заготовками нужны станки по металлу. Основные отличия заключаются в приводе для инструмента.
Если нужно вытачивать деревянную деталь, используют упор. На него опирают инструмент. Продольную и поперечную подачу выполняют вручную.
Обрабатывая металл, приходится противодействовать значительным усилиям сопротивления. Руками удержать режущие кромки довольно сложно. Поэтому используют вспомогательные приспособления, которые позволяют стабилизировать положение. У станкостроителей есть понятие о прочности СПИД.
Расшифровывают эту аббревиатуру так: станок, приспособление, инструмент, деталь. Все эти элементы должны сохранять определенную жёсткость, тогда гарантируется требуемая точность при обработке.
Какой мотор лучше
Чертеж сборки станка для токарных работ.
Электрический мотор – ключевая часть любого токарного устройства для работ по металлу. Движение рабочей части аппарата происходит благодаря ему и ничему больше. Насколько мощный мотор, настолько мощный и сам станок.
Уровень мощности мотора нужно рассчитывать в зависимости от планируемых работ – размеров металлических деталей, с которыми вы собираетесь работать на вашем новом агрегате.
Если в ваших планах работа с небольшими деталями, будет вполне достаточно мотора с мощностью около 1 кВт. Такие моторы имеются на швейных машинках или других домашних бытовых электроприборах. Если ваши будущие детали покрупнее, выбирайте мотор с мощностью от 1,5 до 2,0 кВт.
Мощность также зависит от материала, с которым вы собираетесь работать. Если, к примеру, ваш материал – дерево, то самодельные токарные станки по дереву своими руками, включая самодельный резец для токарного станка по дереву, большой мощности не потребуют.
Важнейший вопрос – надежная изоляция всех электрических узлов. Самым оптимальным вариантом будет взять консультацию у специалиста. Уверенность в безопасности аппарата и профессиональной надежности конструкции вам не помешает: все-таки вы собираетесь работать с электричеством и металлами. А с ними не шутят.
Основные узлы
Схема токарно-винторезного станка:
Основными узлами и деталями токарного станка являются.
- Все элементы размещаются станине. Она является основой для всего оборудования. Ее прочность гарантирует точность обработки заготовок. Промышленные образцы отливают из ковкого или модифицированного чугуна. Потом протачивают направляющие, по которым могут скользить вспомогательные приспособления. Чтобы гарантировать устойчивость этот элемент стараются сделать массивным, дополнительно крепят на мощное основание. Используют анкеры для фиксации фундаменту.
- Передняя бабка оборудуется шпинделем. На нем устанавливают патрон или поводковые механизмы. Внутри передней бабки размещают коробку передач. При необходимости частота вращения патрона может быть низкой или высокой.
- В нижней части передней бабки имеется еще коробка подач. Она нужна для организации перемещения инструмента.
- На станине с обратной стороны устанавливают заднюю бабку. Чаще всего используют пиноль. Ее размещают соосно со шпинделем передней бабки. Для обработки длинномерных заготовок тут ставят конус. Он может быть неподвижным или вращающимся в подшипниках. Можно разместить тут сверла или резьбонарезной инструмент. Специальный маховичок позволяет производить продольную подачу.
- Суппорт расположен сбоку от станины. Он перемещается по направляющим станины. Тут имеются приспособления для фиксации резцов, устанавливаемых в резцедержателе (специальном устройстве для установки нескольких типов инструмента). В суппорте есть вспомогательные приспособления, позволяющие осуществлять продольную и поперечную подачу инструмента при обработке. Задавая, условия перемещения, можно обрабатывать поверхность деталей по сложному профилю.
В качестве вспомогательных устройств станка используют:
- насос для подачи смазывающей охлаждающей жидкости (СОЖ) в зону обработки;
- поддон, тут собирается стружка, сюда же сливается СОЖ;
- локальная подсветка помогает токарю направить освещение на резец и деталь;
- защитный экран защитит человека от стружки, влаги и других опасных элементов.
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Техника безопасности
Поскольку речь идет об электрическом станке и работе с металлами, требования к выполнению правил техники безопасности будут ясными и жесткими, от которых никуда не денешься. Первым делом нужно проверить работоспособность нового станка сразу же после его изготовления.
Как проверяется работоспособность станка: шпиндель должен вращаться без малейших затруднений. Нужно замерить совпадение оси вращения деталей в станке с центром симметрии этой же детали. Общая ось должна просматриваться у переднего и заднего центров.
Элементы конструкции станка для токарных работ.
Электродвигатель всегда накрывается специальным кожухом, который защищает мотор от грязи и частиц из металла, равно как и самого оператора станка. Если ваше устройство сделано из дрели, никакой кожух не нужен.
Если вы решили снабдить свой самодельный токарный станок мощным мотором, обязательно протестируйте в вашей домашней сети – хватит ли ее для вашего мощного мотора. А вообще лучше придерживаться устоявшихся традиций и использовать старых знакомых – электродвигатели от бытовых приборов.
Сделать самодельный токарный станок по металлу своими руками – отличное и элегантное решение со всех точек зрения. Простота исполнения, экономия средств, эффективная обработка деталей – все это про самодельные токарные станки.