3М634 Станок обдирочно-шлифовальный с двумя кругами на тумбе. Назначение, область применения
Обдирочно-шлифовальный станок 3М634 предназначен для зачистки и обдирки литья в условиях производственного цеха, а, также, для выполнения слесарных работ — снятия заусенцев, фасок, обдирки литников, для заточки металлорежущего деревообрабатывающего и другого инструмента (сверл, резцов, ножей).
При применении соответствующих приспособлений могут быть использованы для шлифовки и полировки деталей.
Общая компоновка точильного станка 3М634
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы.
По классу точности обдирочно-шлифовальный станок типа 3М634 соответствует стандарту «Н» — это говорит о том, что такая техника отлично подходит для чистовых работ.
Станок 3М634 укомплектован двумя 400-миллиметровыми шлифовальными кругами шириной 40 мм, которые приводятся в движение мощным двигателем 2,8 кВт.
Скорость вращения шлифовальных кругов колеблется в пределах 1398 оборотов в минуту. При этом расстояние между центрами кругов составляет 700 мм.
Обдирочно-шлифовальный станок 3М634 способен обрабатывать достаточно крупные изделия — максимальный вес заготовки 20 кг.
Для удобства работы оператора станок укомплектован небольшими рабочими столами 180 x 130 мм.
Шлифовальный круг типа ПП по ГОСТ 2424-83, ГОСТ Р 52781-2007, ГОСТ Р 52588-2011 на керамической связке.
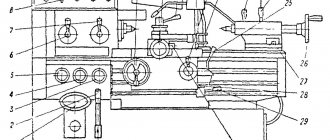
Расположение основных узлов обдирочно-шлифовального станка 3М634
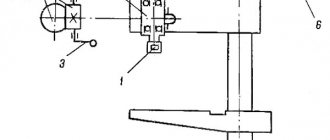
Эскиз стола обдирочно-шлифовального станка 3М634
Фото обдирочно-шлифовального станка 3М634
Фото обдирочно-шлифовального станка 3М634
Фото обдирочно-шлифовального станка 3М634
Фото обдирочно-шлифовального станка 3М634
Обдирочно шлифовальный станок
» Станок » Обдирочно шлифовальный станок
функция традиционного обдирочного-шлифовального станка заключена в его названии. Целевое предназначение у таких станков одинаковое, но, невзирая на это, их делят на такие типы:
- стационарные;
- подвесные;
- спецоборудование.
Обдирочно-шлифовальный станок
Далее о них подробно:
- Стационарные. Эту категорию представляют обдирочные агрегаты одно и двухсторонние, которые применяют для обделки маленьких деталей. Этот тип обдирочного оборудования подразделяют на радиально-заточные и торцевальные подвиды. Первый вид пользуется высокой популярностью. Этому способствуют его характеристики, среди которых необходимо выделить многофункциональность. В комплект такой обдирочной машины включили абразивные круги с диаметром от 40 до 75 см. Показатель интенсивности шлифовки у них варьируется от 4 до 50 м/с.
- Подвесные. Такой обдирочно-шлифовальный станок используют для отделки литья среднего и крупного размера. Отличительные характеристики этой машины заключаются в том, что она размещена в подвешенном виде. Это позволяет разворачивать большую конструкцию, приподнимать и приспускать ее без больших физических усилий. Отличительная особенность в данном случае – это высокая мощь вмонтированных электроагрегатов и большие размеры абразивного кольца. Соответственно, показатель производительности этой комплектации довольно большой.
- Специальные. Данную шлифовально-обдирочную ветвь складывают станки автоматы и полуавтоматы. При этом следует отметить, что их задействуют при массовом изготовлении деталей.
В специальном обдирочно-шлифовальном станке значительный ряд действий производится в автоматическом режиме. От человека требуется только установка «чернового» варианта заготовки и дальнейшее ее извлечение после обработки.
Передвижные станки
Стационарные и подвесные машины применяют для зачистки поверхности литья. Но, к минусам стационарных станков относят невозможность передвижения. Криволинейные поверхности таким образом обработать трудно. С целью самоустановки шлифовальной головки по рабочей поверхности, передвижной агрегат оснащен головкой, которая свободно подвешена на цапвах рукава.
Точильно-шлифовальный станок модели 3М634
Обдирочно-шлифовальная модель 3М634 предназначается для обдирки, литья и заточки инструментария и шлифования заготовок.
Заточной станок 3К634
Технические характеристики данной обдирочной модели:
- Диаметр шлифовальных кругов – 40 см.
- Ширина колец – 4 см.
- Размеры стола — 15×8 см.
- Дистанция между круговыми центрами – 70 см.
- Самый большой вес обрабатываемого изделия – 20 кг.
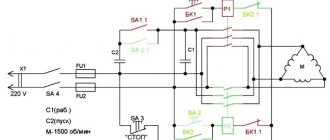
Станок 3М634 снабжен электромотором трех-фазного тока и управляется нереверсивным магнитным пускателем типа МПКО – 110.
Скачать паспорт обдирочно-шлифовального станка 3М634
Некоторые рекомендации по использованию 3М634:
- хранить, испытывать и обращаться со шлифовальными кругами необходимо в соответствии с инструкцией изготовителя;
- снос колец не должен быть разным;
- стол нужно закреплять надежно по завершению очередной перестановки;
- устанавливать круги могут только инструктированный человек;
- кольца и фланцы перед установкой следует осмотреть;
- кожух периодически чистят от абразивной пыли.
Точильно-шлифовальный станок 3М636
На рынке можно встретить разнообразные предложения шлифовального оборудования. Но, станок 3М636 является наиболее распространенным.
Двухсторонний заточной станок 3М636
3М636 разработан для очистки и обдирок деталей в условиях производственных предприятий. Его отличные эксплуатационные характеристики привели к высокому рыночному спросу. Он носит название эталона, подтверждающего надежность.
По классовой точности это оборудование относят к стандарту «Н», а это становится свидетельством того, что описываемую технику применяют для чистового варианта отделок. Такой станок укомплектовали парой 60 –ти сантиметровых шлифдисков с шириною на 7,5 см. Их приводит в движение семи-киловаттный мощный мотор. Шлифовальные диски варианта 3М636 вращаются со скоростью от 950 -1420 об/мин. Дистанция между их центрами равняется 102,5 см.
Станки 3М636 могут обделывать довольно габаритное литье. Максимальный показатель веса детали может равняться 30 кг. Этого вполне хватает для произведения всех задач, которые нужно решить в литейном производстве.
Данное обдирочное оборудование в комплектации имеет негабаритный стол для работы (11×20 см). Общие габариты станка такие: 127,5×75×135 см, а весит он 860 кг. Понятно, что транспортировать такие обдирочные станки трудно. И это рекомендуют учитывать при покупках.
Эксплуатационные ограничения
Лица, эксплуатирующие станок, должны знать его конструкцию, правила эксплуатации в объеме настоящего РЭ и требования по технике безопасности.
Не допускается работа на станке в случае его механической неисправности, повреждения заземления, отсутствия защитных кожухов и страховочных приспособлений.
К работе на станке должны допускаться только лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение.
Прогиб ремней клиноременной передачи должен быть пределах 25-30 мм, при нажатии на ремень с силой 70-90 Н.
Новые шлифовальные круги перед установкой на станок должны быть испытаны на соответствие требованиям ГОСТ 2424 «Круги шлифовальные. Технические условия» и ГОСТ Р 52588 «Инструмент абразивный. Требования безопасности».
Запрещается эксплуатация шлифовальных кругов с трещинами на поверхности, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
Перед установкой новых шлифовальных кругов на станок необходимо произвести их испытания на стенде.
Установка шлифовальных кругов должна производиться только специально выделенным и инструктированным рабочим. Затяжку винтов крепежных фланцев следует производить последовательно попарно, ключом нормальной длины. Зазор между кругом и нижней кромкой кронштейна 15 должен быть не более 6 мм.
К работе на вновь установленном круге можно приступать только после 5-минутного испытания на холостом ходу.
Запрещается тормозить вращающийся круг нажатием на него каким-либо предметом.
Запрещается переустанавливать подручники во время работы станка.
Станок и устройства, входящие в его состав, должны иметь надежное заземление. Качество заземления проверяется внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом заземления на вводе к станку. Сопротивления заземления не более 0,1 Ом.
Подготовка станка к использованию
Перед началом работы на станке проверить:
- исправность и комплектность станка;
- исправность заземления, подводящего кабеля и вилки;
- надежность крепления кругов шлифовальных, защитных кожухов и подручников;
- исправность вытяжного устройства пылеприемника.
Подручники должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
Подручники должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Технические характеристики точильного шлифовального станка 3М634
| Наименование параметра | 3М634 | ТШ-4 (Станкоград) | ТШ-4 (Орша) |
| Основные параметры станка | |||
| Количество шлифовальных кругов | 2 | 2 | 2 |
| Наибольший наружный диаметр круга, мм | 400 | 400 | 400 |
| Наибольшая высота (ширина) круга, мм | 40 | 50 | 50 |
| Посадочный диаметр круга, мм | 203 | 203 | 203 |
| Диаметр изношенного круга, мм | — | ||
| Класс неуравновешенности | 2/1 | ||
| Высота центров от основания, мм | 850 | 900 | 950 |
| Расстояние между кругами, мм | 700 | ||
| Габариты стола, мм | 150 х 80 | ||
| Количество столов, мм | 2 | ||
| Шпидель | |||
| Частота вращения, об/мин | 1398 | 1440 | 1440 |
| Максимальная скорость резания, м/с | 30 | ||
| Электрооборудование | |||
| Питающая сеть | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц |
| Электродвигатель привода, кВт | 2,8 (1420) | 7,5 | 7,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 900 х 600 х 1200 | 1014 х 676 х 1301 | 1000 х 620 x 1315 |
| Масса станка, кг | 450 | 510 | 560 |
- Паспорт обдирочно-шлифовального станока 3М634,
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Обдирочно-шлифовальные станки
функция традиционного обдирочного-шлифовального станка заключена в его названии. Целевое предназначение у таких станков одинаковое, но, невзирая на это, их делят на такие типы:
- стационарные;
- подвесные;
- спецоборудование.
Обдирочно-шлифовальный станок
Далее о них подробно:
- Стационарные. Эту категорию представляют обдирочные агрегаты одно и двухсторонние, которые применяют для обделки маленьких деталей. Этот тип обдирочного оборудования подразделяют на радиально-заточные и торцевальные подвиды. Первый вид пользуется высокой популярностью. Этому способствуют его характеристики, среди которых необходимо выделить многофункциональность. В комплект такой обдирочной машины включили абразивные круги с диаметром от 40 до 75 см. Показатель интенсивности шлифовки у них варьируется от 4 до 50 м/с.
- Подвесные. Такой обдирочно-шлифовальный станок используют для отделки литья среднего и крупного размера. Отличительные характеристики этой машины заключаются в том, что она размещена в подвешенном виде. Это позволяет разворачивать большую конструкцию, приподнимать и приспускать ее без больших физических усилий. Отличительная особенность в данном случае – это высокая мощь вмонтированных электроагрегатов и большие размеры абразивного кольца. Соответственно, показатель производительности этой комплектации довольно большой.
- Специальные. Данную шлифовально-обдирочную ветвь складывают станки автоматы и полуавтоматы. При этом следует отметить, что их задействуют при массовом изготовлении деталей.
В специальном обдирочно-шлифовальном станке значительный ряд действий производится в автоматическом режиме. От человека требуется только установка «чернового» варианта заготовки и дальнейшее ее извлечение после обработки.
Область применения обдирочно-шлифовальных станков
Обдирочное шлифование применяется для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
Для повышения эффективности обдирочного шлифования используется резкое увеличение объемов снимаемого металла в единицу времени при высоких рабочих скоростях, скоростях продольных подач и высоких силах прижима в зоне обработки. Это позволяет снизить общие припуски на механическую обработку термически обработанных заготовок повышенной твердости, исключить в ряде случаев фрезерование, строгание, огневую зачистку при снятии припусков до 10 мм и более за проход.
Такой метод скоростного обдирочного шлифования широко применяется в машиностроении при обработке заготовок шлифованием без предварительного точения, в металлургической и литейной промышленности при подготовке и отделке проката, зачистке отливок. При этом методе обдирочного шлифования применяется линейка специальных обдирочно-шлифовальных станков, работающих при рабочей скорости 60-80 м/с, скорости продольной подачи до 60 м/мин, силе прижима 6000-10000 Н, мощности главного привода 75-160 кВт.
Для работы на этих станках выпускаются обдирочные горячепрессованные круги наружными диаметрами 500, 600 и 800 мм из циркониевого электрокорунда зернистостями 160, 200 и 250.
Эффективность обработки отливок зависит от скорости воздействия абразивного инструмента и усилий, с которыми абразивный инструмент воздействует на поверхность отливки. Чем выше скорость резания и усилия, тем эффективнее процесс обработки. Эффективность обработки оценивается количеством металла, снятого с отливки, в единицу времени (обычно в минуту). Чем качественнее изготовлена отливка, т. е. чем меньше она имеет заливов, приливов и пригара, тем меньше трудоемкость обработки грубого обдирочного шлифования.