Статья обновлена и дополнена: 08 Августа, 2021
Качество и прочность соединительных швов в металлических конструкциях не менее важны, чем устойчивость к коррозии самого металла. Сварка – наиболее быстрый, удобный и надежный способ соединить между собой два металлических элемента. Но неспециалисты чаще всего даже не догадываются о том, что таким соединительным швам также необходима защита.
Точки соединений – всегда самое слабое место любой металлоконструкции, именно они определяют степень ее крепости и срок службы. В процессе эксплуатации на швы приходится основная нагрузка, поэтому их сохранность определяет прочность и долговечность всей конструкции.
Для обеспечения длительной и качественной службы любого изделия из металла, необходимо обеспечить надежную защиту сварных швов от коррозии. Причем делать это рекомендуется после окончания сварочных работ не откладывая, так как процесс разрушения материала запускается практически сразу.
Причины возникновения коррозии сварных швов
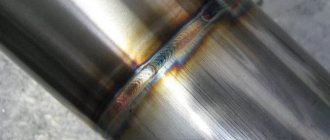
Шов сварки в любой металлоконструкции требует обязательной обработки. При проведении сварки металл и сварочная проволока нагреваются, подвергаясь воздействию высоких температур. Сам по себе этот процесс уже является причиной, провоцирующей начало возникновения коррозии. Кроме того, получившийся после сварки шов всегда содержит местные механические напряжения, которые также провоцируют окислительные процессы. Одной из причин возникновения ржавчины является неоднородность металлов, соединяемых между собой.
Причем в процессе сварки разрушается покрытие защитного слоя, если деталь была им покрыта ранее. Как следствие, места соединений становятся наиболее доступными точками для проникновения коррозии в ваше изделие, особенно при эксплуатации объекта на открытом воздухе.
Также интенсивный процесс окисления запускают следующие факторы:
- Наличие флюсовых материалов, практически всегда остающихся на металле хотя бы в минимальной степени. В дальнейшем любое попадание воды на них провоцирует начало окислительного процесса.
- Дефекты сварных швов, которые бывают даже у самых опытных сварщиков. В этих местах обычно происходит скопление влаги, которая является катализатором окисления.
- Сварочные брызги. У начинающих сварщиков довольно часто происходит разбрызгивание расплавленного металла и его налипание к различным поверхностям. Если их не убрать, налипшие капли металла будут при сдаче объекта серьезным дефектом.
Виды коррозии на сварочных швах
Сплошная. Бывает равномерной и неравномерной. Обычно образуется в углеродистых сталях и в нелегированных металлах. Очаги коррозии располагаются по всей поверхности шва, а соответственно, разрушение происходит очень быстро. Поэтому стоит обязательно предпринять меры для защиты.
Местная. Такой вид ржавчины представлен, как точки, пятна на некоторых участках сварочного шва. Эта коррозия встречается на сталях Х12МФ и швах, в которых недостаток хрома.
Ножевая. Это тонкая линия рядом со сварочным швом и самим металлом. Проходит по всей толщине зёрен металла. В связи с этим данный вид коррозии является наиболее опасным. Возникает она преимущественно на высокоуглеродистых сплавах, а также на аустенитных и легированных сталях.
Основные защитные антикоррозийные меры
Сразу после остывания места сварки необходимо провести процедуру по его обработке и защите. К основным мерам защиты сварного шва от коррозии относятся:
- Отжиг шва
, если это технологически возможно. Эта процедура помогает избавиться от внутреннего напряжения в конструкции. К сожалению, не всегда есть возможность провести эту процедуру. - Шлифовка и механическая зачистка
, с их помощью убираются налипшие капли, микродефекты и ненужные вкрапления. Эта процедура устраняет большое количество неровностей и дает возможность уменьшить диаметр шва, хотя делать это следует крайне осторожно. Необходимо учитывать, что шлифование негативно влияет на общую прочность соединения. Никогда не снимайте излишние слои металла без крайней необходимости. - Поверхностная обработка
, с помощью которой можно убрать с детали все потенциальные катализаторы коррозии. Такая обработка проводится специальными смесями, имеющими в своем составе ортофосфорную кислоту. Она помогает легко растворить продукты окисления и элементы флюса, создавая одновременно на металле специальную пленку. Это так называемый пассивирующий слой, предназначенный для защиты металлоконструкции от коррозийных разрушений.
После проведения всех этих мер по антикоррозионной защите сварных соединений, их можно покрывать защитным составом. Он наносится на полностью обезжиренную и сухую поверхность.
Назначение герметиков для швов
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше, и не происходило негативных процессов на материале, например, не появлялась коррозия. Назначения герметиков следующие:
- Гидроизолирующий слой для швов либо основания;
- Закрытие щелей, зазоров;
- Ремонтные работы с плоскостями с изъянами и трещинами.
Средства различаются по уровню усадки, следующей после отверждения. Обработав составом металл, можно не бояться, что вибрационные действия окажут влияние на целостность шва, слой может растягиваться и изгибаться. Используется средства для трубопроводов, систем отопления, в деталях различных аппаратов и для других предметов, в зависимости от выбранного вида.
При сварке швеллеров, применяют качественные электроды. При этом следует выполнять чертежи согласно ЕСКД, после также иногда применяют дополнительную обработку швов.
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше.
Из чего состоит журнал
Документ оформляется в виде обложки с титульной и оборотной стороной, а также внутренней части. На последней странице располагаются подписи ведущих журнал лиц и руководителей, проставляются печати. Каждая страница, кроме титульного листа, нумеруется. Документ для удобства прошивается. Обложка может быть выполнена из более плотной бумаги.
В самом начале должна быть указана дата начала ведения журнала и дата окончания его ведения. Если вторая дата обычно проставляется по завершении журнала, то до этого момента он считается бессрочным.
На второй стороне титульного листа заполняется информация:
- Название компании, которая выполняет работы.
- Название конкретного объекта строительства.
- Должность, ФИО и подпись материально ответственного сотрудника, который ведет журнал и несет ответственность за надежность антикоррозионной защиты выполненных сварных соединений.
- Кто разрабатывал проектную документацию и чертежи (наименование организации и ее адрес).
- Шифр проекта.
- При наличии наименование учреждения, которое занималось разработкой проекта, проектировочной деятельностью по этой организации в целом (не обязательная для заполнения информация).
- Предприятие, которое изготовило упомянутые в журнале конструкции (с адресными данными).
- Шифр проекта производства работ.
- Наименование и подпись представителя (либо руководителя) организации-заказчика (если таковая имеется).
- Даты начала и окончания.
Помимо титульной страницы, документ содержит объемную табличную часть. Она располагается на каждой последующей странице и заполняется двумя сотрудниками. Один из них – исполнитель работ, второй – его непосредственный руководитель.
Внимание! Таблица должна заполняться по мере выполнения работ. Каждая графа соответствует одному зачищенному и усиленному соединению. Если в одну рабочую смену была произведена антикоррозионная защита нескольких соединений, то информация о каждом помещается в отдельную строку.
Своевременное и достоверное ведение журнала поможет бухгалтеру с начислением заработной платы, удовлетворит любопытство проверяющих организаций и сделает выполнение работ более упорядоченным процессом, подлежащим учету.
Технология нанесения герметика
Использование герметика для автомобиля выделяется определёнными требованиями. Необходимо знать нижеописанные правила работы:
- Сначала основание требуется зачистить от всех типов загрязнений, в том числе удаляется ржавчина, обезжиривают основание;
- Чтобы увеличить степень сцепляемости, проводится зачистка красным скотч брайтом;
- Наносится грунтовочный раствор для металлических поверхностей, когда подобный этап указан в инструкции к герметику;
- Подготовить состав, туба ставится в пистолет, лента открывается, либо готовится кисточка или шпатель для нанесения средства;
- Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Лишняя часть слоя убирается с помощью шпателя либо просто пальцем в перчатке сразу же. Если слой отличается излишней липкостью, то сбрызгивание водой уменьшит проблему. Покраска слоя может проводиться через указанное на упаковке время.
Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Критерии выбора шовного герметика
Для авто создаются разнообразные типы герметиков: для кузова, мест соединения труб, люков. Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки. Самыми эффективными считаются профессиональные типы, которые реализуются в больших объемах, и их целесообразно брать для автомастерских, когда ведется много подобной работы.
Для самостоятельной разовой обработки сварочных швов целесообразно приобретать небольшие тубы по 40-200 грамм. Если берется подобный тип, то желательно оставлять выбор на тубе из алюминия, тара позволяет сохранить технические характеристик без изменения весь срок годности.
Вариант в пластике дешевле, тогда использовать следует герметик, если его срок годности длится еще не меньше полугода.
Есть варианты герметиков в продаже, с предусмотренным наконечником, которым заполнить сварочные швы и углы можно удобно. Кузовной герметик в картриджах можно применять лишь с помощью специального пистолета.
Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки.
Техника безопасности
Делать зачистку сварных швов можно только в спецформе, с соблюдением всех правил техники безопасности. Так, при работе с химией защищают руки, органы дыхания, глаза.
Обратите внимание!
Проводит такие работы специалист с образованием и навыками, старше 18 лет.
Сварные участки защищаются, так как это одни из самых хрупких мест любой металлической конструкции. И если их можно укрепить, стоит приложить максимум усилий для того, чтобы свариваемая конструкция прожила как можно дольше. Для этого и существуют способы зачистки сварных швов, описанные в этом материале.
Цинкошов — цинковый грунт для сварки
Цинкошов
— состав для защиты от коррозии сварных швов с высоким (96%) содержанием цинка, создан специально для надежной защиты от коррозии сварных швов и соединений. Надёжно защищает сварные швы от 10 до 50 лет, не ухудшает качество сварного шва, позволяет сваривать после нанесения, не нарушая целостность покрытия. Скидки кузницам, заводам металлоконструкций и постоянным покупателям. Фасовка 1.7 кг, 5 кг, 10 кг, 38 кг. Бесплатная доставка от 50 кг.
Цинкошов
– однокомпонентный цинконаполненный состав, рекомендуемый для покрытия сварных соединений и швов в различных металлических конструкциях. Содержит 96% цинка, надежно защищает от коррозии черных металлов.
Используется:
- Как самостоятельное покрытие.
- Как грунт, под нанесение финишных покрытий.
- Для восстановления и ремонта ранее оцинкованных поверхностей.
- Для дополнительной защиты от коррозии сварных швов и соединений.
Главные преимущества материала
- Не ухудшает качество сварного шва.
- Не препятствует сварке после нанесения.
- Дает дополнительную защиту в местах соединений и швов после сварки – там, где чаще всего образуется коррозия.
- Высокое содержание цинка (96%) и самая долговечная защита 1 слой 40 мкм ~ 10 лет защиты.
- Экономичный расход 1 кг – 4 м2. Стоимость 1 м2 – всего от 75 руб.
- Удобное нанесение. Высыхание– 20 минут. Совместимость с 99% ЛКМ.
- Можно наносить при отрицательных температурах – до -30°С.
Особенность покрытия
Для нанесения состава не требуется особого оборудования или специальных профессиональных навыков. Из-за высокого содержания цинка и специальной полимерной основы покрытие обладает катодной защитой, что делает появление коррозии невозможным. По защитным свойствам опережает горячее цинкование, благодаря более высокому содержанию цинка в плёнке. Легко наносится на сварные швы, хорошо ложится на неровную поверхность.
Информация о покупке
Для оформления заказа позвоните 8
или напишите
[email protected]
. Так же можно оставить заказ через сайт.
Самовывоз или доставка в день обращения:
- Москва, ул. Промышленная, д. 11 стр. 4
- Санкт-Петебург, Южное ш., д. 37 к. 2
- Казань, ул. Техническая, д. 9
- Екатеринбург, ул. Артинская, д. 22Г
- Краснодар, ул. Тополиная, д. 30
- Нижний Новгород, Окская Гавань, д. 6, пом. П2
- Тула, Ханинский проезд, д. 6А
В другие города отправка транспортной компанией в течении дня. Способы оплаты: безналичный или наличными при получении.
Товар всегда в наличии.
Технические характеристики
| Цвет | серый, матовый |
| цинка | 96% |
| Толщина одного слоя | 40-60 мкм |
| Расход на 1 м2 при 40 мкм | 220-300 гр |
| Стоимость 1 м2 | от 75 руб |
| Растворитель | Сольвент или ортоксилол (5-10% по массе) |
| Адгезия | 1 балл |
| Нанесение при t° | от -30°С до +50°С |
| Время сушки при различных температурах | от 10 до 50 мин |
| Выдержка между слоями | 20-40 минут |
| Плотность | 2500 кг/м3 |
| Прочность при ударе | 50 см |
| Эластичность при изгибе | 1 мм |
| Термостойкость (длительная, кратковременная) | от -60°С до +160°С |
| Вязкость | тиксотропная |
Инструкция по применению
Этапы подготовки:
- Подготовить поверхность к нанесению: Очистить (в ручную или механическим способом).
- Максимально удалить следы окалины и мелкие «капли» после сварки.
- Обезжирить (сольвент или ортоксилол).
- Придать шероховатость.
Важные моменты при использовании:
- Для долговременной защиты и сохранения электрохимического контакта поверхность металла должна быть чистой. Ничего не должно мешать взаимодействию между покрытием и металлом.
- Для лучшей адгезии придайте шероховатость поверхности т.к. в сухой плёнке содержится 96% цинка и всего 4% других добавок.
- Во время нанесения перемешивайте состав каждые 15-20 минут, цинк тяжёлый и оседает.
Цинкошов — не просто краска, а специальный состав для цинкования, по срокам защиты превышающий традиционное цинкование
Наш материал способен самостоятельно без дополнительных эмалей защитить металл на десятки лет, благодаря двойной системе защиты – катодной и барьерной.
Что такое катодная (активная) защита металла?
Цинковое покрытие отдаёт свой потенциал металлу и начинает расходоваться первым. Коррозия не появится на поверхности, даже если цинковое покрытие повреждено. Защищаемый металл не начинает коррозировать, пока не израсходуется всё цинковое покрытие. Это свойство характерно для всех видов цинкования, его также называют электрохимической защитой.
Что такое барьерная защита?
Барьерная – механическая изоляция металла от попадания влаги и кислорода.
Когда покрытие Цинкошов окисляется, выделяется оксид цинка — белого цвета. Он бетонирует покрытие и тем самым усиливает барьерную защиту металла. Таким образом, достигается двойная (катодная и барьерная) защита от коррозии и в следствии надёжная защита на десятки лет.
Вопросы по выбору материала? — Наши технологи правильно подберут или проконсультируют
Телефон:
(Бесплатно по России) Е-mail:
[email protected]
Мы работаем с пн-пт (без обеда) с 08:45 до 18:00 по Московскому времени.
Источник: https://zincor-lkm.ru/product/zinkoshov_dlya_zashity_svarki/
Что мы предлагаем
Торговая марка АКРУС® разрабатывает и подбирает защитные составы под индивидуальный заказ с требуемыми свойствами. Также у нас есть готовые составы, подходящие даже для самых экстремальных условий эксплуатации. Мы предлагаем профессиональное нанесение антикоррозионных покрытий с применением специализированного оборудования, с полным соответствием ГОСТам лакокрасочным стандартам и пожеланиям заказчиков.
Наши специалисты сопровождают все необходимые этапы работ — от осмотра обрабатываемых объектов и их подготовки до нанесения грунтовок, финишных покрытий и контроля качества работы.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 °С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Индукционный отпуск сварного шва
Подготовка труб к нормализации сварного шва
Как правило, перед термообработкой проводится зачистка сварного соединения.