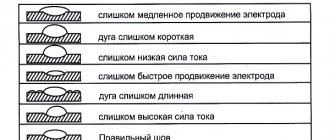
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
561
Одним из критериев, по которым разделяют обратноступенчатые сварные швы, является их продолжительность. Этот нюанс влияет на способ формирования шва.
В зависимости от продленности, их разделяют на три группы. Короткие, средние и длинные сварные соединения.
- Разновидности швов по продолжительности
- Напряжение и искажение
- Обратноступенчатая варка делится на разные виды
Обратноступенчатый способ – сварка
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 – 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки . [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки . [7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца – напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 – 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки , сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 – 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки – поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов , сварки горкой и каскадным методом, а также сварки углом назад и вперед. Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис – Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого – длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 – 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки , причем начинают сварку на расстоянии 75 – 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки – погружен в ванну. Сварка производится как левым, так и правым способами. [14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 – 4 мм на прихватках через 300 – 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 – 3 мм и шириной 300 – 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [15]
Железная лаборатория
Автор Сварщик | 13 января 2011
Сварочные напряжения и деформации иметь в стальных конструкциях нежелательно, так как слишком большие сварочные напряжения могут стать причиной появления трещин в швах, с переходом их на основной металл. Деформации искажают геометрическую форму элементов, что приводит либо к снижению их прочности, либо усложняет монтаж. Полностью устранить сварочные напряжения и деформации невозможно. Изучение характера и причин образования сварочных напряжений и деформаций позволило разработать мероприятия значительно снижающие их. При сборке и сварке необходимо выполнять следующие основные конструктивные и технологические мероприятия. 1. В проектах стальных конструкций не следует назначать завышенное сечение сварных швов. Раскрытие фасок в стыковых швах должно быть минимально допустимым по техническим условиям. Во время сварки нельзя допускать увеличения сечения швов по сравнению с проектом. 2. При сварке листовых конструкций нужно применять преимущественно стыковые швы, а не нахлесточные, так как в нахлесточных швах неравномерно распределяется силовой поток. 3. Швы необходимо располагать симметрично относительно центральной оси элемента, чтобы сварочные напряжения могли уравновешиваться. 4. Части конструкций, геометрическая форма которых должна быть сохранена без искажения, надо закреплять для сварки в жестких кондукторах и приспособлениях, в которых они должны находиться до полного остывания изделия. 5. В случаях несимметричного расположения швов относительно центральной оси изделия конструкциям или деталям нужно придавать предварительные выгибы, противоположные тем, которые образуются после сварки.
6. Сварку длинных швов производят обратноступенчатым способом. Шов делят на участки длиной 150—200 мм. При однослойном шве сварку ведут от середины к концам отдельными участками, как указано на рисунке, сварку многослойных швов выполняют каскадами.
а — обратноступенчатый способ, б — сварка каскадом
7. При сварке стыка в прокатных двутавровых балках и швеллерах надо сначала заваривать стенку, а затем полки. 8. При сварке труб, состоящих из нескольких обечаек, в первую очередь должны завариваться продольные стыки и только после этого заваривать кольцевые швы. 9. При сборке стержней Н-образного сечения необходимо сначала собрать отдельно стенки и полки деталей, из которых они состоят, заварить стыки, зачистить на полках швы в местах примыкания стенки и только после этого собирать из листов стержни элемента. 10. При заварке стыка в стержнях двутаврового составного сечения следует продольные швы, прикрепляющие полки к стенке стержня, не доводить до стыка на 500—700 мм. Сначала заваривают стык вертикальной стенки, затем сваривают стыки полок и в последнюю очередь заваривают участки швов, соединяющих стенку с полками.
11. При приварке уголков решетки к фасонкам или к поясным уголкам в решетчатой конструкции надо вести сварку в направлении к концу уголка, как указано стрелками на рисунке.
а — заварка стыка в листовом стержне Н-образного сечения, б — приварка уголков в узле фермы
12. Приварку ребер жесткости следует вести от середины к концам. 13. Заварку трещины в металле следует вести только после предварительной подготовки ее к заварке. Сначала надо трещину максимально раскрыть. Существует два способа раскрытия трещины: механический и тепловой. В обоих случаях в конце шва засверливается два отверстия, чтобы устранить концентрацию напряжений и не допустить дальнейшее распространение трещины.
При механическом способе раскрытия трещины с обеих ее сторон приваривают по два уголка, которые с наибольшим усилием стягивают болтами. При этом в зоне трещины возникают упругие растягивающие напряжения. Затем трещину заваривают и болты снимают, в результате чего раздвинутые кромки трещины беспрепятственно смещаются в первоначальное положение при одновременной усадке остывающего шва.
а — механический способ раскрытия трещины, б — тепловой способ раскрытия трещины
Тепловой способ заключается в раскрытии трещины путем нагрева до температуры 150—200° участка металла за концами трещины. Нагрев производится газовыми горелками. Металл в нагретых зонах стремится расшириться, в зоне трещины создаются сжимающие напряжения, вследствие чего кромки трещины расходятся. Нагревая металл, необходимо следить, чтобы кромки трещины не нагревались. Охлаждение кромок производится прикладыванием влажных асбестовых жгутов. После заварки трещины шов остывает одновременно с нагретыми участками металла. Кромки трещины сближаются, снижая напряжение в сокращающемся шве.
iron-lab.ru
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
Обратноступенчатый способ – сварка
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 – 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки . [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки . [7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца – напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 – 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки , сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 – 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки – поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов , сварки горкой и каскадным методом, а также сварки углом назад и вперед. Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис – Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого – длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 – 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки , причем начинают сварку на расстоянии 75 – 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки – погружен в ванну. Сварка производится как левым, так и правым способами. [14]
Обратноступенчатая сварка
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
5.1.11 обратноступенчатая сварка:
Сварка, при которой короткие участки шва выполняют в направлении, обратном общему приращению длины шва, итак, чтобы конец одного участка перекрывал начало предыдущего участка (см. рисунок 54).
1
– газовое пламя;
2
– заготовка;
3
– присадочный пруток;
Рисунок 54 – Обратноступенчатая сварка
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое “Обратноступенчатая сварка” в других словарях:
обратноступенчатая сварка — Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка,… … Справочник технического переводчика
Сварка обратноступенчатая — – сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
сварка блоками — Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка,… … Справочник технического переводчика
СВАРКА БЛОКАМИ — обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них (Болгарский язык; Български) многослойно заваряване по отделни участъци (Чешский язык; Čeština) svařování po blocích… … Строительный словарь
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Сварка блоками — 96. Сварка блоками Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
СВАРКА ОБРАТНОСТУПЕНЧАТАЯ — сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва (Болгарский язык; Български) обратностьпаловидно заваряване (Чешский язык; Čeština) svařování vratným krokem… … Строительный словарь
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Сварочные работы: Практическое пособие для электрогазосварщика (24 стр.)
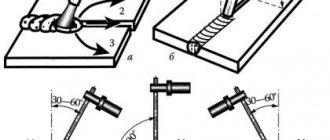
Рис. 66. Способы выполнения шва: а – сварка швов “на проход”; б – сварка швов средней длины; в – сварка швов обратноступенчатым способом; г, д – сварка длинных швов
Короткие швы по длине обычно сваривают “на проход” (рис. 66, а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д).
Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций.
Предыдущий шов остывает до температуры 200-300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными.
При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б).
С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14-16 мм, то чаще применяется многопроходный способ сварки швов.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах – это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода – жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.