Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря которому сварка и получила свое название, реже – гелий и его смесь с аргоном. Наиболее распространенным видом неплавящихся электродов являются вольфрамовые стержни, диаметр которых подбирается согласно толщине свариваемого металла. Все это основы, с которых начинается любое обучение аргонодуговой сварке.
Преимущества аргонодуговой сварки
- Аргоновая сварка, видео смотрите здесь, гарантирует качественный и геометрически однородный шов без дефектов и шлаковых образований, выдерживающий любые нагрузки
- Выделение минимального количества вредных газов в процессе сварки
- Минимальный риск получения ожогов.
Особенности сваривания
Сварка TIG располагает собственными особенностями
Их необходимо принимать во внимание
- перед началом сварки металл нужно очистить, обезжирить;
- при обработке детали применяют подключение к отрицательному полюсу;
- сваривание алюминиевых деталей должно осуществляться переменным током;
- чем шире электродный элемент, тем сильнее должен быть электрический ток. Не переборщите, так как электрод может подвергнуться расплавлению;
- напряжение электрической дуги зависит от ее размера. Неопытным рабочим лучше использовать дугу небольшой длины;
- конец электрода должен выступать на 3 – 5 миллиметров. Если сварка осуществляется тавровым/угловым способом, выступ должен составлять 5 – 8 миллиметров;
- газ должен равномерно распределяться по сопловому сечению;
- жесткость струи зависит от поступающего газа;
- электродный элемент нужно перемещать с правой стороны в левую, продольно шовной оси.
Становится очевидно, что такая TIG сварка располагает множеством особенностей. Ввиду этого она не подходит для начинающих.
Сварка аргонная неплавящимся электродом. Технология процесса
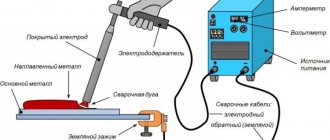
Чтобы освоить в должной степени технологию проведения такой работы, как аргонная сварка, обучение следует перевести в описание схемы данного процесса, что мы и сделаем. Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Аргон же, будучи почти на 40% тяжелее воздуха, выдавливает его из области сварки, надежно изолируя от воздействия атмосферы сварочную воронку и практически не вступая в химический контакт с металлом. Присадочный материал подается в дуговую область со стороны, не включаясь в цепь.
Аргонная сварка, производимая неплавящимся электродом, происходит без касания изделия (в отличие от сварки плавящимся), для зажигания дуги специально параллельным способом к источнику питания подключается устройство под названием «осциллятор».
Аргонная сварка бывает автоматической. При ней горелка с присадочной проволокой движутся без контроля сварщиком. Но, как правило, все происходит не так. Оба эти элемента сварщик держит в руках – производится ручная сварка аргоном, видео уроки по которой присутствуют в данной статье.
Осциллятором с целью поджига дуги, на электрод подаются высоковольтные импульсы высоких частот. Эти импульсы, в свою очередь, производят ионизацию дугового отдела и при включении сварочного тока обеспечивают зажигание дуги. Когда аргонодуговая сварка (видео смотрите здесь) выполняется под переменным током, вслед за зажиганием дуги осциллятор выполняет переход в режим стабилизатора.
В этом случае, для предотвращения деионизации дугового отдела и предотвращения затухания дуги, он уже подает в момент перемены полярности импульсы на дугу.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Важное об аргонодуговой сварке
О том, как технически выполняется сварка аргоном, видео уроки способны продемонстрировать великолепно. Однако, помните, что приступая к такому процессу как аргонная сварка, обучение первых ваших практических попыток должно происходить под непосредственным инструктажем профессионала.
Сейчас же мы поговорим о важных нюансах, которые помогут вам добиться лучших результатов.
Например, сварка аргоном (видео уроки об этом свидетельствуют) с целью улучшения борьбы с пористостью происходит при добавлении к аргону 3-5% кислорода. Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Благодаря кислороду они выгорают или образуют собой соединения, выплывающие на поверхность сварочной воронки, что предотвращает возникновение пористости.
Также более рациональным для обеспечения стабильности такого процесса как аргонная сварка является применение импульсных источников питания дуги, с помощью которых происходит струйный перенос под током Iсв ≈ 100А.
Предварительная подготовка кромок
Несмотря на то что, метод ручной аргонодуговой сварки отличается универсальностью, у него имеется и некоторый недостаток. Дело в том, что при соединении поверхностей необходимо вначале подготовить их к сварке. Опытный сварщик, который хорошо осведомлен о нюансах выполнения подобной работы, всегда имеет при себе соответствующее оборудование, инструмент, оснастки и разного рода приспособления, чтобы наиболее качественно выполнить подготовку обрабатываемых деталей и узлов.
К подобному необходимому набору следует отнести:
- абразивный инструмент;
- разнообразные борфрезы, шарошки, насадки;
- приспособления, которые позволяют химическим способом подготовить обрабатываемую деталь. Речь идет о разных бутылочках с ацетоном, тряпочках, просторных электрохимических ваннах, которые часто применяют в крупных производствах при создании емкостей, часто используемых в химической, пищевой и криогенной промышленности.
Важная роль в обеспечении качественного результата при выполнении аргонодуговой сварки отводится и чистоте обрабатываемых поверхностей. По этой причине перед сваркой необходимо удалить с поверхностей обрабатываемых узлов частицы жира, окисления и загрязнения, которые могут помешать созданию прочного шва.
Применение аргонодуговой сварки
Использование аргонной сварки неплавящимся электродом в основном направлено на легированные стали, их соединения и цветные металлы, титановые и алюминиевые сплавы. Благодаря хорошему качеству и форме сварных швов, точной глубине проплавления металла, аргонодуговая сварка, видео которой можно увидеть здесь, успешно применяется для сваривания тонких листов металла с доступом к одной стороне поверхности изделия.
Разработка различных конструкций сварочных аппаратов позволила этому виду сварки получить широкое распространение для сварки стыков труб, также называемой орбитальной.
Применение аргоновой сварки плавящимся электродом не так обширно. Как правило, это – сварка алюминия с нержавеющей сталью.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Недостатки аргонодуговой сварки
Невозможно проводить обучение аргонодуговой сварке, не упомянув ее недостаток, которым является недостаточно высокая производительность при ручном типе обработки. Автоматическая сварка же непригодна для выполнения коротких и неструктурированных швов.
Еще по этой теме на нашем сайте:
- Сварка чугуна электродом — видео процесса Чугун представляет собой железоуглеродистый специальный сплав, который отличается высоким содержанием углерода (2,14%). Благодаря этому в сравнении с другими сталями он находится в свободном состоянии. К…
- Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой…
- Сварка аргоном — видео, как правильно производится аргонная сварка Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые…
- Ручная дуговая сварка — видео и принцип работы сварочного аппарата для начинающих Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.