- Таблица видов токарной обработки
- Виды токарной обработки
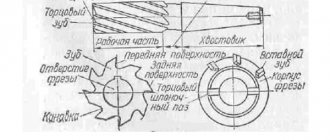
- Инструменты для токарной обработки металла
- Оборудование для токарной обработки
- Какую компанию выбрать в качестве исполнителя?
Существует несколько видов токарной обработки деталей, которые являются наиболее востребованными для механической обработки металла и приданию металлической заготовки необходимых размеров. Главным фактором является оборудование на котором будет производиться обработка металла на токарных станках, ведь от этого зависит какие операции возможно будет осуществить. Вторым не менее важным фактором является инструмент, а в частности резцы которыми непосредственно и будет обрабатываться деталь. Параметром по которому судят о качественных токарных работах это точность, частота и соответствие чертежу или образцу по которому будут выполняться работы.
Соблюдая эти факторы, вы минимизируете брак. Разберем какие существуют виды токарной обработки металла, какое оборудование и инструмент лучше использовать, чтобы избежать получения брака на производстве и выпуска низкокачественных деталей.
Таблица по видам
| Процесс | Задача |
| Обработка цилиндрических поверхностей | Обработка поверхности заготовки для получения необходимых параметров и размеров. |
| Токарная обработка наружной конической поверхности детали | Обработка заготовки для придания формы детали и снятие основного слоя металла. |
| Токарная обработка уступов и торцов | Обработка уступов и торцов на токарном станке для чистовой обработки детали. |
| Токарная резка заготовки | Резка заготовок в размер на токарном станке при помощи отрезного резца. |
| Обработка отверстий | Основные виды обработки: сверление, расточка и развертывание отверстий в заготовке или детали. |
Отрезка изделия или заготовки
производится отрезными резцами, при этом инструмент перемещается в поперечном направлении к центру детали. В зависимости от размера детали применяют различные методы фиксации почти отрезанной или отрезанной детали. Поломку инструмента в конце резания предотвращают использованием поддерживающих люнетов и снижением подачи резца (на 45-55%) при приближении к центру детали на половину радиуса заготовки. Малые детали падают в лоток, ловитель детали или фиксируются в приспособлении револьверной головки.
Виды токарной обработки
- Обработка цилиндрических поверхностей.
Если брать во внимание сложность токарной обработки деталей из стали, применению режимов точения, выбору типа резцов и инструмента данную операцию можно отнести к числу наиболее простых. Токарная обработка — это механический процесс среза материала путем механического воздействия режущего токарного инструмента на металлическую заготовку для создания деталей и придание формы, параметров и нужной частоты. В процессе обработки резец срезает заданную толщину слоя металла с заготовки, уменьшая наружный диаметр.
Для токарной обработки наружных поверхностей используются резцы проходного и упорного типа. Детали, которые изготавливаются полностью путем токарной обработки, часто это – валы, оси, крепежные детали, изготовленные по индивидуальному заказу. Также токарная обработка используется в качестве доработки уже готовых деталей или их модернизации с помощью изменения размера и форм.
- Токарная обработка наружной конической поверхности детали.
Такую обработку изделий на токарных станках возможно выполнить исключительно на токарных станках с ЧПУ при помощи программного управления, где есть возможность обработки по двум осям – поперечной и продольной подачи инструмента. Наладчик станка с ЧПУ модулем производит наладку на конкретную деталь с чертежа и задаются точные координаты движения режущего инструмента и вращения патрона. На токарных станках с ЧПУ максимально быстро изготавливаются детали, снимаются фаски, что существенно увеличивает продуктивность и точность работы.
- Токарная обработка уступов и торцов.
Операция выполняется при зажатой в токарном патроне заготовки с использованием проходных токарных резцов. Нужные параметры и частота получается при увеличении скорости вращения шпинделя, движение режущего инструмента производится к центру детали.
- Токарная резка заготовки.
При отрезных токарных операциях используют исключительно отрезные резцы. Движение резца происходит к центру заготовки. Важным моментом является поддержка заготовки на конечном этапе отрезки при приближении режущего инструмента к центру детали во избежание скола резца.
Если нужна отрезка длинных деталей или заготовок используют специальный инструмент который называется люнет. Он служит для фиксации средней части заготовки и служит как поддерживающий, вспомогательный инструмент.
- Обработка отверстий
Наиболее популярные виды токарной обработки – это сверление, расточка и развертывание отверстий. Если брать самый популярный способ токарной обработки их этих трех, то это конечно же сверление. Сверление необходимо перед операцией расточки или развертывания. Деталь зажимается в токарных кулачках, сверло зажимается в оправке, которая фиксируется в бабке. Процесс сверления на токарном станке выполняется исключительно по центру детали.
Расточка внутренняя, расточка внутренняя ступенчатая, внутренние канавки выполняются при закреплении детали в патроне установленном на передней бабки токарного станка.
Оформление сложных поверхностей тел вращения, фасонное точение
Для получения тел вращения с криволинейной образующей на универсальных станках необходимо применять проходные или фасонные резцы с использованием копира или гидрокопировального суппорта. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Современные токарные станки с ЧПУ имеют широкие технологические возможности. Фасонные поверхности весьма многообразны, их получение во многих случаях обеспечивается не геометрией инструмента, а формообразующими движениями рабочих органов станка по программе. Применение фасонных инструментов для работы на станках с ЧПУ встречается крайне редко. Получение всего разнообразия форм поверхностей детали может быть достигнуто за счет грамотного проектирования программы обработки. Точность круговой и прямолинейной интерполяции позволяет сделать плавные переходы между кадрами.
Это позволяет обойтись сравнительно узкой номенклатурой инструментов при обработке различных деталей. Программируемой точкой резца служит либо его вершина, либо центр закругления при вершине.
На станках с ЧПУ токарной группы особенно эффективно применение инструментов с многогранными неперетачиваемыми пластинками из твердого сплава и сверх твердых материалов. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Инструменты для токарной обработки металла
Частота и точность токарной обработки зависит во-первых от качества и состояния самих токарных станков, во вторых скорости оборотов обработки, толщине снимаемого слоя металла и качества режущего инструмента. Необходимо научится грамотно подбирать оптимальные обороты вращения шпинделя токарного станка, правильно выбирать тип необходимого резца для той или иной операции, оптимально выбрать толщину слоя металла для снятия. Подобрав нужные параметры вы получите детали высокого качества.
Стоит принять во внимание, что при подборе скорости вращения шпинделя нужно учитывать вид обрабатываемой стали. Так как для разных сталей нужно выбирать разную скорость оборотов, а так же выбирать наиболее подходящий вид режущего инструмента. Узнать и подобрать оптимальную скорость и нужный инструмент для получения более качественных деталей путем токарной обработки можно в специализированных таблицах и документации на тему механической обработки металла.
Для черновой и чистовой токарной обработки так же используются различные резцы. Черновая обработка – это предварительная обдирка металлической заготовки. Чистовая – это окончательная обработка в размер детали. Для черновой, предварительной токарной обработки лучше выбирать резцы с более крупной резцовой платиной, что позволит снимать более толстый слой металла не ломая резец. Резцы разделятся на отогнутые, прямые, усиленные.
Здесь стоит сказать, что при токарной обработке на качество и точность напрямую влияют параметры и виды резцов. Для того чтобы достичь наиболее точны параметров и эффективности токарной обработки нужно более точно подходить к выбору формы режущего инструмента. В этом вопросе вам поможет такое понятие как угол.
Нужный угол резца получается при заточке его верхушки. Стоит учитывать и положение резца при токарной обработке, чем меньше угол, тем более стойкий будет резец. Если рассматривать на примере, то допустим токарную обработку деталей большого диаметра и боле жесткой стали лучше выбирать угол от 35 до 40. При токарной обработке диаметров поменьше и более мягкой стали от 60 до 90 градусов.
Растачивание отверстий
Получение точных отверстий, ступенчатых отверстий большого диаметра, а также внутренних канавок возможно с помощью операции растачивания. Изделие зажимается в патрон передней бабки, поддерживается люнетом (в случае значительной длины или массы). При этом доступ к торцу, обрабатываемому расточным резцом, остается свободен. Точность расточки на токарном станке с ЧПУ превышает точность сверления, часто обеспечивается технологией обработки, режущим инструментом, опытом токаря, системами уточненной настройки режущего инструмента и техническим состоянием оборудования.
Оборудование для токарной обработки
Существует большое разнообразие станков токарной группы для разных видов токарных работ, но наиболее частым и универсальным в использовании остается токарно-винторезные станки. Они широко используются на всех видах промышленных предприятиях, заводах, частных цехах и в ремонтных базах различного направления. Их популярность обоснована их универсальностью и большими техническими возможностями.
Универсальные токарно-винторезные станки состоят из следующих деталей:
- Передняя бабка в комплект которой входит вращающийся шпиндель с патроном и коробка скоростей токарного станка, задняя бабка с зажимом салазок и креплением оправки для сверел или вращающегося центра;
- Коробка подачи;
- Станина и другое.
Чтобы получить наиболее качественную токарно-фрезерную обработку деталей, используют станки с модулем ЧПУ. Они не сильно отличаются конструкцией, но за счет программного управления получаем более точные размеры и допуска. Кроме универсального токарно-винторезного станка часто применяются в металлообработке:
- Токарно-карусельные;
- Токарно-револьверные;
- Токарные полуавтоматы (используются для мелких серийных деталей типа крепежа);
- Токарные станки ЧПУ.
В заключении стоить сказать, что при соблюдении всех выше перечисленных параметров и тонкостей операции токарной обработки, вы достигните неплохих результатов качества деталей и избежать большого количества брака или непредвиденных проблем с токарным оборудованием.
Сверление, зенкерование, развертывание отверстий
Основным способом получения отверстий является сверление. Сверление — это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
В универсальном станке обрабатывающий инструмент: зенкер, сверло, развертка — закрепляется в коническом отверстии задней бабки напрямую или через зажимной патрон. в станках ЧПУ — в позиции резцедержки с использованием специальных резцовых блоков и оправок.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Для точности токарной обработки необходима правильная и одинаковая заточка режущих кромок сверла, перпендикулярность торца заготовки оси инструмента, отсутствие заусенцев, неровностей поверхности.
С помощью систем контроля и настройки фирмы Renishaw, программное обеспечение в станках с ЧПУ позволяет задать параметры коррекции на длину и диаметр инструмента и выполнять обнаружение поломки в процессе обработки. Подача инструмента в станке происходит механически. Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Схема обработки на токарном станке
Для запуска новой серии изделий на любом предприятии разрабатываются схематические изображения, которые играют роль технического задания для токарей. Они позволяют намного упростить и сэкономить время работ по металлу, поскольку мастеру не приходится самостоятельно подбирать режим, скорость, нужный резец. Предварительно проводят проверку схем во избежание различных дефектов. Также это позволяет вычислить более точные параметры изделий, что особенно важно для серийного токарного производства.
Схема показывает:
- способ фиксации резца;
- его положение в отношении заготовки;
- процесс токарной обработки с помощью условных обозначений.
На ней представлены основные параметры, которые при необходимости корректируют для достижения максимальной точности обработки деталей.
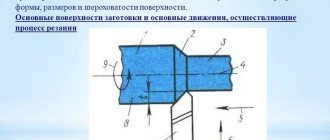
Сущность токарных работ по металлу
Технология токарных работ по металлу заключается в том, что с изделий срезается излишний металлический слой до тех пор, пока деталь не примет необходимую форму, размер и шероховатость поверхности. Для такой обработки используются металлорежущие станки, которые называются токарными.
Токарные станки подходят для обработки вращающихся деталей – валов, зубчатых колес, шкивов, втулок, колец, муфт, гаек и т. п.
В основном, при помощи токарных станков выполняют обработку поверхностей, имеющих цилиндрическую, коническую форму, а также фасонные и торцовые поверхности, уступы. На станках вытачивают канавки, отрезают части заготовок, обрабатывают отверстия за счет сверления, растачивания, зенкерования, развертывания; нарезают резьбу, накатывают.
Токарные работы по металлу на заказ и в промышленных масштабах выполняются с помощью режущих инструментов. Работа на станках предполагает применение различных режущих инструментов – резцов, сверл, зенкеров, разверток, метчиков, плашек, резьбонарезных головок и т. п.
Процесс резания схож с процессом расклинивания, а рабочая часть режущих инструментов напоминает клин.
За счет приложения к резцу усилия его режущий край вклинивается в заготовку, а непрерывно сжимающая лежащий впереди слой металла передняя поверхность инструмента преодолевает сцепление частиц обрабатываемой поверхности и отделяет их от основной массы. Срезаемый в процессе токарной обработки слой, являющийся металлической стружкой, называют припуском.
В процессе работ на токарном станке по металлу сочетаются два движения. Первое (главное) из них предполагает вращение заготовки, которая закреплена в патроне или планшайбе, второе – движение подачи – совершается инструментом, чтобы придать обрабатываемой детали заданные параметры по размеру, форме и качеству поверхности.
Благодаря множеству вариантов соединения названных движений, токарное оборудование позволяет работать с деталями, имеющими различную конфигурацию, а также выполнять другие технологические операции. При помощи станков можно:
- нарезать резьбу различных типов;
- сверлить, растачивать, развертывать, зенкеровать отверстия;
- отрезать части заготовки;
- вытачивать на поверхности изделия канавки различной конфигурации.
Широкий спектр функций токарного оборудования позволяет делать многочисленные работы. Именно оно подходит для обработки:
- гаек;
- валов различных конфигураций;
- втулок;
- шкивов;
- колец;
- муфт;
- зубчатых колес.
Разумеется, по окончании токарной обработки должно получиться готовое изделие, соответствующее определенным стандартам. Качество в данном случае предполагает, что детали должны иметь соответствующие требованиям размеры, форму, шероховатость поверхности и точность взаимного расположения.
Чтобы обеспечить надлежащий контроль качества в процессе токарных работ по металлу пользуются измерительными инструментами: если речь идет о крупных предприятиях, выпускающих серийную продукцию, – предельными калибрами; в случае изготовления деталей мелкими партиями, либо единично – штангенциркулями, микрометрами, нутрометрами и прочими измерительными устройствами.
Особенности оборудования и его работы
Токарные станки бывают автоматизированными (ЧПУ) и предназначенными для ручной работы. Современные ЧПУ оснащены числовым пультом для самостоятельного, автоматического решения необходимой задачи. Единственным исключением является функция установки болванки — это действие должен выполнить оператор. Аппараты такого типа отличаются высокой точностью и простотой использования.
Применение токарных ручных станков предусматривает необходимость установки заготовки, резца, проведения расчетов, направления суппорта на исходную точку, выбора скорости вращения и режима подачи. Кроме того, во время работы мастер должен самостоятельно менять все заданные параметры.
В отдельную категорию входят также станки:
- токарно-винторезные — на них изделиям придают конусность, нарезают резьбу, накатывают рифления, вытачивают канавки и др.;
- токарно-револьверные — позволяют выполнять обработку деталей со сложной конфигурацией, например, прутки, поковки, отливки;
- токарно-карусельные (одно-, двухстоечные) — токарная обработка изделий большого диаметра;
- многорезцовые полуавтоматические;
- в виде обрабатывающих комплексов (для токарных и фрезерных работ).