The principle of argon arc welding is the melting of non-ferrous metal using a consumable or non-consumable electrode under the influence of an inert gas. The most common inert gas is argon, from which welding got its name, less often - helium and its mixture with argon. The most common type of non-consumable electrodes are tungsten rods, the diameter of which is selected according to the thickness of the metal being welded. These are all the basics with which any TIG welding training begins.
Advantages of argon arc welding
- Argon welding, watch the video here, guarantees a high-quality and geometrically uniform seam without defects and slag formations that can withstand any load
- Emission of a minimum amount of harmful gases during the welding process
- Minimal risk of burns.
Welding features
TIG welding has its own characteristics
They need to be taken into account
- before welding, the metal must be cleaned and degreased;
- when processing parts, a connection to the negative pole is used;
- welding of aluminum parts must be carried out using alternating current;
- The wider the electrode element, the stronger the electric current should be. Do not overdo it, as the electrode may melt;
- The voltage of the electric arc depends on its size. Inexperienced workers are better off using a short arc;
- the end of the electrode should protrude 3 to 5 millimeters. If welding is carried out using the T-beam/angle method, the protrusion should be 5 - 8 millimeters;
- the gas must be evenly distributed over the nozzle section;
- the rigidity of the jet depends on the incoming gas;
- the electrode element must be moved from the right side to the left, longitudinally to the suture axis.
It becomes obvious that such TIG welding has many features. Because of this, it is not suitable for beginners.
Argon welding with non-consumable electrode. Process technology
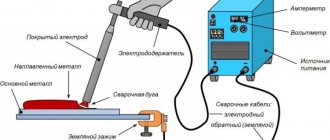
In order to adequately master the technology of carrying out work such as argon welding, training should be translated into a description of the scheme of this process, which is what we will do. The main elements of the circuit are the welding machine, the torch and the electrode located in it. The welding arc occurs in the space between the electrode and the plane being welded under the influence of electricity and shielding gas blown through the torch nozzle.
Argon, being almost 40% heavier than air, squeezes it out of the welding area, reliably isolating the welding funnel from the atmosphere and practically without coming into chemical contact with the metal. The filler material is fed into the arc region from the side without being included in the circuit.
Argon welding, performed with a non-consumable electrode, occurs without touching the product (unlike welding with a consumable electrode); to ignite the arc in a specially parallel way, a device called an “oscillator” is connected to the power source.
Argon welding can be automatic. With it, the torch and filler wire move without control by the welder. But, as a rule, everything happens differently. The welder holds both of these elements in his hands - manual welding is performed with argon, video lessons for which are presented in this article.
An oscillator delivers high-voltage, high-frequency pulses to the electrode to ignite the arc. These pulses, in turn, ionize the arc section and, when the welding current is turned on, ensure the ignition of the arc. When argon arc welding (watch the video here) is performed under alternating current, after the arc is ignited, the oscillator switches to stabilizer mode.
In this case, to prevent deionization of the arc section and prevent arc attenuation, it already supplies pulses to the arc at the moment of polarity change.
How to hold the burner correctly
Manipulations during argon arc welding are performed with a special argon torch. Due to its design features, a tungsten electrode is installed in the burner so that its tip protrudes above the surface of the limiting ceramic nozzle by several millimeters. Typically, the welder controls the torch with his right hand, bringing it as close as possible to the weld pool.
A short arc increases the depth of metal penetration, and externally makes the seam aesthetically pleasing. Therefore, in order for argon welding to occur correctly, learning how to manipulate the torch to maintain the correct arc length is not the last thing. Unlike electric arc welding with a stick electrode, frequent oscillatory movements are not allowed when argon welding is performed; video lessons will allow you to learn the correct technique for working with a torch.
Important information about argon arc welding
Video lessons can demonstrate perfectly how argon welding is technically performed. However, remember that when starting a process such as argon welding, your first practical attempts should be taught under the direct instruction of a professional.
Now we will talk about important nuances that will help you achieve better results.
For example, welding with argon (video lessons show this) in order to improve the fight against porosity occurs by adding 3-5% oxygen to argon. This increases the protection of the metal from contamination, moisture and other impurities that may enter the weld area from the filler metal or the edges being welded.
Thanks to oxygen, they burn out or form compounds that float to the surface of the welding funnel, which prevents the occurrence of porosity.
Also, to ensure the stability of such a process as argon welding, it is more rational to use pulsed arc power sources, with the help of which jet transfer occurs under a current Iw ≈ 100A.
Preliminary edge preparation
Despite the fact that the manual argon arc welding method is versatile, it also has some drawbacks. The fact is that when connecting surfaces, you must first prepare them for welding .
An experienced welder, who is well aware of the nuances of performing such work, always has with him the appropriate equipment, tools, fixtures and various types of devices in order to carry out the preparation of the parts and assemblies being processed with the highest quality. Such a necessary set includes:
- abrasive tool;
- various burrs, cutters, attachments;
- devices that allow chemical preparation of the workpiece. We are talking about different bottles with acetone, rags, spacious electrochemical baths, which are often used in large industries to create containers, often used in the chemical, food and cryogenic industries.
An important role in ensuring a high-quality result when performing argon arc welding is played by the cleanliness of the treated surfaces. For this reason, before welding, it is necessary to remove particles of fat, oxidation and contamination , which may interfere with the creation of a strong seam.
Applications of argon arc welding
The use of argon non-consumable electrode welding is mainly aimed at alloy steels, their compounds and non-ferrous metals, titanium and aluminum alloys. Due to the good quality and shape of the welds, the precise depth of metal penetration, argon arc welding, a video of which can be seen here, is successfully used for welding thin sheets of metal with access to one side of the surface of the product.
The development of various designs of welding machines has allowed this type of welding to become widespread for welding pipe joints, also called orbital welding.
The use of argon consumable electrode welding is not so extensive. As a rule, this is welding aluminum to stainless steel.
Features of the package
It is quite simple: you need a device to connect the mass and the burner - durable hoses, a reducer that provides regulation of the shielding gas pressure and is installed on a gas cylinder. There are two types of burners used:
- No. 1 - metals with a thickness of no more than 3 mm.
- No. 2 - for thicker structures.
The current value in the first option is not so large, so the body quickly cools down naturally; the second option uses water cooling: a mixture of alcohol-ethanol and distilled water circulates from the device to the burner, cooling the hose and body, and also protecting them from hypothermia in sub-zero weather .
Proper use of the inverter
When doing argon welding from an inverter with your own hands, it is useful for beginners to learn some nuances: first set the machine to the required amperage, connect the hoses. What matters is the type of current being connected, after which you need to adjust the gas supply, checking the table below.
| Gas consumption, l/min | Metals |
| 15—20 | aluminum |
| 10—12 | copper |
| 6—8 | low alloy steel |
| 12—14 | magnesium alloys |
| 10—12 | Nickel alloys |
The arc can now be activated and welding can begin, adding filler wire to improve weld quality.
The welder holds the torch at a certain angle, which allows him to visually correctly perform the metal connection.
We make the device at home
A simple way is to use a regular MMA inverter with parameters suitable for welding, but you need to modify and reconfigure it. As a result, you get an inverter unit that allows you to weld metal with any type of current connected. You will need a set of hoses to connect a factory-made burner, an oscillator and a current delay unit.
The second option involves making all the components of the circuit yourself - this reduces financial costs, but the performer requires knowledge and high skills in assembly, manufacturing complex circuit boards and parts, as well as a lot of free time.
Disadvantages of argon arc welding
It is impossible to conduct training in argon arc welding without mentioning its disadvantage, which is the insufficiently high productivity with manual processing. Automatic welding is not suitable for making short and unstructured seams.
More on this topic on our website:
- Welding cast iron with an electrode - process video Cast iron is a special iron-carbon alloy that has a high carbon content (2.14%). Due to this, in comparison with other steels, it is in a free state. TO…
- Which welding machine for welding aluminum and duralumin should a beginner choose? The process of welding aluminum and duralumin has several features that must be taken into account both when working and when selecting equipment for it. Firstly, aluminum is...
- Argon welding - video on how to properly perform argon welding Before starting work, you should carefully review “Argon welding. Video" in order to understand the advantages of its use, the nuances of the process itself, as well as the most common mistakes that...
- Manual arc welding - video and principle of operation of the welding machine for beginners. The RDS method is the most common and accessible method of welding with a piece coated electrode. The manual arc welding video instructions clearly show that this method is different...
Share a link to this material with your friends on social networks (click on the icons):
Filler material supply
The fusion of edges and the formation of a weld seam during argon arc welding can be carried out using only the heat of the welding arc, or using filler rods. How the filler material is fed into the welding zone determines how wide the seam will be and how even it will be.
Sharp supply of the additive should be avoided; in order to avoid splashes, it is better to introduce it evenly, with smooth and uniform movements, at an angle to the surface to be welded along the entire length of the weld. The additive must be fed in front of the welding torch. It is important to constantly ensure that the filler wire does not leave the gas protection zone.
Of course, all this comes with practice and experience, but for those who watch videos demonstrating argon welding, learning by doing will help you avoid the most common mistakes made at the beginning.