Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Координатная пробивка металла
Такой способ получения отверстий подразумевает то, что отверстия будут получены в определенном последовательности. Эта операция может быть использована при изготовлении как простых деталей, так и довольно сложных металлоконструкций. Такая обработка листового металла требует от оборудования и управляющей программы высокой точности, так как ошибки в настройке и программном коде могут привести к получению некондиционной продукции.
Координатная пробивка металла
Пробивка металла, как технологическая операция существует довольно давно, но в последние годы, благодаря появлению систем с числовым программным обеспечение, она существенно видоизменилась. Так, современное оборудование позволяет выполнять операции по пробою отверстий с точность их размещения до 0,05 мм. Координатно пробивное оборудование позволяет обрабатывать стали разных марок толщиной от 0,5 до 8 — 10 мм. Координатная пробивка металлического листа используется при производстве деталей корпусов, крепежных комплектов и пр. Для получения набора отверстий применяют серию ударов пуансона по листу. Порядок пробоя заносится в управляющую компьютерную программу. Кстати, использование компьютерных программ и соответствующего инструмента для пробивки отверстий в металле гарантирует качество готовых изделий.
Применение координатно — пробойных прессов для пробивки отверстий в металле обеспечивает многократное повышение скорости производства и поэтому его применяют для крупносерийного и массового производства деталей из металлического листа.
Особенность глубоких отверстий
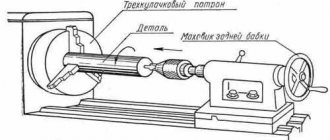
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Рассверлить отверстие в металле
Сверление сквозных отверстий в металлических заготовках производится различными инструментами с применением специальных техник. Многим специалистам при исполнении инженерных работ приходится просверливать отверстия в металлических конструкциях довольно часто. Эти предметы обладают высокой упругостью, что вынуждает использовать специальные режущие приспособления при сверлении.
Типы сверл и приборы для сверления по металлу
Необходимые приборы для сверления металлических изделий – электрические и ручные дрели, а также сверлильные станки. Рабочая часть таких аппаратов – сверло разных форм:
- спиральные;
- винтовые;
- коронковидные;
- конусные;
- плоские;
- пушечные;
- ружейные;
- центровочные;
- ступенчатые.
Каждое сверло имеет индивидуальную маркировку, где на кончике указывается диаметр сечения и тип сплава, из которого оно изготовлено. Для сверления отверстия требуемого диаметра необходимо сверло на несколько десятых миллиметра уже.
Сверла классифицируют и по длине:
- короткие;
- удлиненные;
- длинные.
Для сверления некоторых материалов может потребоваться сверло специальной заточки с алмазным наконечником. С изделиями из тонколистовых сплавов спиральные сверла могут не справиться.
В некоторых случаях для сверления глубоких отверстий изделие приходится фиксировать в тисках, упорах, кондукторах, уголках с креплениями.
Это делается в целях безопасности и получения отверстий высокого качества.
Режимы сверления отверстий в металлических изделиях
Для сверления сквозных отверстий в металлических изделиях крайне важным является предварительная подготовка к процессу. В инструменте необходимо правильно зафиксировать и направить сверло.
Нужно отрегулировать частоту вращений и другие параметры. Для слишком прочных изделий рекомендуется низкая скорость вращения сверла.
Показателем правильного сверления должна стать равномерная длинная стружка.
Типы отверстий и методы их сверления
При некоторых работах на производстве часто необходимы следующие типы отверстий в металлических заготовках:
- Сквозные. Пробивают металлические заготовки полностью. Важно обеспечить защиту поверхности станка от случайного выхода сверла за пределы изделия во избежание повреждения сверла и возникновения заусениц на болванке. Идеально подойдут для таких видов работ верстаки с отверстиями, где есть возможность подкладывать под заготовку деревянную прокладку. Отверстия в тонких болванках высверливаются плоскими сверлами, потому что спиральное сверло способно заметно разрушить края изделия.
- Глухие. Выполняются на необходимую глубину, не пронизывая изделие насквозь. В данном случае важным пунктом является замер глубины, который удобно сделать, ограничив длину сверла упором втулки или патроном дрели с фиксирующим упором. Профессиональные станки оснащены автоматическими системами подачи на задаваемый размер заглубления, что позволяет фиксировать глубину захода сверла.
- Глубокие. К этому типу отверстий относят те сверла, у которых длина в пять раз превышает диаметр. При сверлении глубоких отверстий приходится периодически устранять образующуюся стружку с применением дополнительных смазочных средств. Часто необходимо в принудительном порядке обеспечивать меры по охлаждению сверла и самого изделия, температура которых стремительно повышается до слишком высоких показателей в результате трения. Это касается заготовок из высокопрочных сплавов. Для глубоких отверстий используют спиральные сверла.
- Широкого диаметра. Сверления отверстий большого диаметра в изделиях крупных пропорций – весьма ответственный и трудоемкий процесс. Для таких отверстий применяют конусные, коронковидные или ступенчатые сверла. Специалисты проводят рассверливание на низких оборотах инструмента, стараясь обеспечить сохранность краев заготовки.
- Сложной формы. Иногда необходимо выполнить сверление сквозных или глухих отверстий в заготовках разной плотности под внутреннюю резьбу. Технологию приходится делить на два действия: предварительную подготовку площадки и само сверление.
- Половинчатые. Половинчатые болванки просверливают, заполняя полости древесиной. Уступчатые отверстия удается получить одной из двух техник: рассверливанием (проходом сверла меньшего диаметра на всю глубину заготовки с последующим рассверливанием сверлами большего диаметра) и уменьшением диаметра (высверливанием на требуемую глубину отверстия большего диаметра с последующей заменой сверла меньшего диаметра). В результате отверстие получается четко отцентрированным.
Безопасность при сверлении отверстий в металлических заготовках
Приступать к сверлению отверстий в металлических заготовках следует с высокой осторожностью, не допуская быстрого разрушения сверла. Соблюдение несложных правил при сверлении обеспечит безопасность и даст гарантии выхода качественного продукта по окончанию работы:
- Накануне сверления необходимо внимательно проверить фиксацию всех крепежных устройств на станке.
- К работе приступать можно в специальной одежде, чтобы исключить попадание любых элементов под движущиеся части станка. Глаза от попадания металлической стружки защищают специальными очками.
- При входе наконечника сверла в металлическую заготовку оно должно уже вращаться на небольших оборотах во избежание затупления.
- Выходить сверлом из просверленного отверстия следует постепенно, снижая обороты, но не останавливая полностью.
- Когда наконечник сверла не заглубляется в заготовку, придется проверить прочность металла. При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.
- Сверла маленького диаметра, которые с трудом фиксируются в патроне, рекомендуется обматывать на хвостике латунной проволокой для увеличения диаметра обхвата.
- Если работа проводится с полированной заготовкой, можно надевать фетровую шайбу на основание сверла во избежание повреждений при соприкосновении с патроном дрели.
- Для фиксирования металлических заготовок из полированной или хромированной стали применяют тканевые или кожаные прокладки.
- При высверливании глубоких отверстий небольшой фрагмент спрессованного пенопласта, насаживаемого на сверло, обеспечит сдувание мелкой металлической стружки. Также пенопласт даст возможность заглублять сверло до необходимой отметки при производстве глухих отверстий.
Мощность электрических дрелей должна учитываться при сверлении отверстий в металлических заготовках различной твердости. Производители электрического инструмента маркируют приборы, указывая технические характеристики на их корпусе. Для дрелей различной мощности предполагаются сверла соответствующего диаметра.
https://www.youtube.com/watch?v=ZjueKzIhTVs
Любые работы по металлообработке, в том числе и сверление, вы можете доверить специалистам компании Профлазермет. Мы сами определим нужный диаметр отверстия и подберем подходящий инструмент, которого у нас большой выбор. В итоге вы получите идеальное решение в короткие сроки.
| [td]» Статьи » Профессионально о металлообработке » Сверлильные станки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
В зависимости от требуемого качества и числа обрабатываемых заготовок сверление отверстий производят по разметке или кондуктору. В процессе работы необходимо соблюдать следующие основные правила:
- при сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления; если заготовка крепится на столе, то нужно установить ее на подкладку, чтобы обеспечить свободный выход сверлу после окончания обработки;
- сверло следует подводить к заготовке только после включения вращения шпинделя так, чтобы при касании поверхности заготовки нагрузка на него была небольшой, иначе могут быть повреждены режущие кромки сверла;
- не следует останавливать вращение шпинделя, пока сверло находится в обрабатываемом отверстии. Сначала надо вывести сверло, а затем прекратить вращение шпинделя или остановить станок, в противном случае сверло может быть повреждено;
- в случае появления во время сверления скрежета, вибраций, возникающих в результате заедания, перекоса или износа сверла следует немедленно вывести его из заготовки и после этого остановить станок;
- при сверлении глубоких отверстий (l>5d, где l — глубина отверстия, мм; d — диаметр отверстия, мм) необходимо периодически выводить сверло из обрабатываемого отверстия для удаления стружки, а также для смазки сверла. Этим существенно уменьшается вероятность поломки сверла и преждевременного его затупления;
- отверстие диаметром более 25 мм в сплошном металле рекомендуется сверлить за два перехода (с рассверливанием или зенкерованием);
- сверление следует выполнять только по режимам, указанным в технологических картах или в таблицах справочников, а также по рекомендациям мастера (технолога);
- при сверлении отверстий в заготовках из стали или вязких материалов обязательно применять СОЖ для предохранения режущего инструмента от преждевременного износа и увеличения режимов резания.
Сверление по разметке применяют в единичном и мелкосерийном производствах, когда изготовление кондукторов экономически неоправданно из-за небольшого числа обрабатываемых деталей. В этом случае к сверловщику поступают размеченные заготовки с нанесенными на них контрольными окружностями и центром будущего отверстия (рис. 6.21, а). В некоторых случаях разметку производит сверловщик.
Сверление по разметке производят в два этапа: сначала предварительное сверление, а затем — окончательное. Предварительное сверление производят с ручной подачей, высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совмещение окружности надсверленного отверстия с разметочной окружностью.
Если предварительное отверстие просверлено правильно (рис. 6.21, б), сверление следует продолжить и довести до конца, а если отверстие ушло в сторону (рис. 6.
21, в), то производят соответствующую корректировку: прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло (рис. 6.21, г).
Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы.
Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки.
При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться.
Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя.
В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором.
Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки.
Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия. Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу. В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Как сверлить металл
.
Сверлить металл дрелью несколько сложнее, чем дерево, кирпич или бетон. Есть и некоторые особенности.
Практические советы по этому виду работ мы объединили для удобства в пошаговую инструкцию.
- Вам понадобятся такие инструменты: дрель, сверло, охлаждающая жидкость (лучше машинное масло, но можно и воду), кернер, молоток, защитные очки.
- При сверлении металла на горизонтальной поверхности, под изделие подкладываем деревянный брусок и как можно лучше фиксируем. При работе в вертикальном положении жёсткая фиксация крайне важна, так как сверлить нужно строго перпендикулярно.
- Делаем разметку, после этого с помощью кернера и молотка намечаем центр будущего отверстия.
- В небольшую ёмкость наливаем охлаждающую жидкость.
- Надеваем защитные очки.
- Начинаем сверлить. Не оказывайте сильного давления на дрель, ведь работать лучше на малых оборотах. Если дрель мощная, то подойдёт способ кратковременных включений, пока инструмент не успел набрать максимальные обороты.
- Не забываем охлаждать сверло как можно чаще.
- Когда сверление происходит не строго перпендикулярно, а под углом, то велика вероятность что дрель заклинит. Если это произошло, то поставьте переключатель в реверсивное положение. Так вы избежите травм и не сломаете сверло.
- Если всё делали правильно, то даже в бытовых условиях с помощью маломощной дрели вы сможете просверлить отверстие в металле толщиной до 5 мм включительно и диаметром до 10-12 мм. О более сложных задачах мы расскажем ниже.
Работы по сверлению металла
Можно ли сверлом по бетону сверлить металл?
Можно, но это в случае крайней необходимости для неглубоких отверстий с небольшим диаметром. Нерентабельно.
Лучше использовать или стандартные свёрла по металлу с маркой стали Р6М5 или улучшенное — Р6М5К5.
Буква К в маркировке указывает, что это сплав с добавлением кобальта. На рынке можно встретить сверло, которое так и называется «Кобальтовое». За всех производителей ручаться не будем, лишь отметим, что отзывы по практическому применению в подавляющем большинстве случаев — положительные.
Как сверлить ступенчатым сверлом по металлу?
Ступенчатые свёрла универсальны – всего одним можно делать отверстия разного диаметра (от 2 до 40 мм). Наиболее эффективны они при работе с тонким металлом, когда нужно получить аккуратную кромку.
Лучше фиксируются в патроне, их легче заточить, а потому при правильной эксплуатации служат дольше, но и стоят дороже обычных.
В работе с ними принципы те же, но легче сверлить отверстия большого диаметра, чем обычными спиральными свёрлами.
Можно ли победитовым сверлом сверлить металл?
Принцип работы свёрл по металлу – резать, а с победитовой напайкой дробить материалы. Для этого лучше подходит кирпич, бетон, камень. Поэтому, как и говорилось выше, сверлом по бетону, конечно, можно сверлить металл, но оно быстро придёт в негодность и победитовая напайка разрушится.
Обороты
Чем больше диаметр отверстия? тем меньше должны быть обороты. Чем больше глубина? тем постепенно нужно уменьшать давление на дрель. При диаметре сверла до 5 мм крутящий момент не должен быть выше, чем 1200-1500 об/мин. Соответственно, 10 мм в диаметре – не более 700 об/мин, 15 мм – 400 об/мин.
Чем сверлить отверстия в металле большого диаметра?
Как правило, большая часть дрелей для бытового использования мощностью от 500 до 800Вт, что позволяет сверлить отверстия диаметром до 10-12 мм.
Как правильно электродрелью сверлить металл толщиной более 10 мм?
В металле толщиной до 2 мм с помощью ступенчатых свёрл можно делать отверстия до 40 мм. При толщине в 3 мм лучше подойдут биметаллические коронки.
Биметаллические коронки хорошо себя зарекомендовали при работе с нержавеющей и углеродистой сталью, цветными металлами. Также они хорошо справляются с многослойными материалами, такими как дерево, ДСП, фанера, пластик, оргстекло, шифер.
Биметаллическая коронка
При сверлении глубоких отверстий любым инструментом иногда может понадобиться магнит, чтобы извлечь стружку.
Процесс сверления металла
Особое внимание нужно уделить технике безопасности, обязательно берегите глаза от стружки, а если пойдёт перекос и заклинивание – тут же выключите дрель и переставьте крутящий момент на реверсивное движение.
В условиях отсутствия электричества или когда шум работающего инструмента может помешать окружающим (читайте: когда можно делать ремонт, чтобы не ссориться с соседями?)– идеальным решением при сверлении металла будет ручная механическая дрель, так называемый коловорот. Низкие обороты и давление, отсутствие перегрева, как раз то, что нужно. Конечно, есть и минусы – затраты по времени и быстрая утомляемость. Таким нехитрым «дедовским» способом можно сверлить отверстия диаметром до 10 мм.
Надеемся, наши советы будут вам полезны.
Дополнительная информация в этом видео.
.
.
- Смазывающе-охлаждающая жидкость Mecutoil Производитель: Karnasch (Германия) Профессиональная СОЖ для сверления и резки металла.
Как сверлить металл дрелью – подробная пошаговая инструкция
Концентрат для разведения с водой. 5% эмульсия – для нормальной стали и цветных металлов, 10% эмульсия – для нержавеющей и высоколегированной стали, в тяжелых условиях можно использовать в соотношении 50/50, а также в неразбавленном виде. Подробнее >>>
- Смазочно-охлаждающая жидкость ИВКАТ Производитель: Вектор (Россия) СОЖ Ивкат ТУ 0258-141-05744685-95 является полусинтетической водорастворимой смазочно-охлаждающая жидкостью для металлообрабатывающих операций. Применяется для уменьшения температуры, силовых параметров обработки и износа режущего инструмента, штампов и валков. Лезвийная и абразивная обработка чугунов, сталей, сплавов алюминия и меди. Подробнее >>>
- Спрей для сверления Fein Производитель: Fein (Германия) Высокоэффективный аэрозоль Fein для смазки и охлаждения режущего инструмента. Баллончик 300 мл. 1 623 р.Подробнее >>>
- Паста Fein для сверления и резки металла Производитель: Fein (Германия) Паста в аэрозольном баллончике объёмом 300 мл, применяемая при резке и пилении листового металла. 1 357 р.Подробнее >>>
- Смазывающе-охлаждающий аэрозоль Mecutspray Производитель: Karnasch (Германия) СОЖ — аэрозоль Mecutspray. Не содержит фреон, биоразлагаемый состав – экологически безопасное средство для смазки и охлаждения при сверлении и резки черных и цветных металлов. Подробнее >>>
- Смазывающе-охлаждающая мягкая смазка Производитель: Karnasch (Германия) Универсальная паста для металлообработки. Идеальна для использования при сверлении над головой цветных металлов и сталей всех марок. Не содержит соединения хлора. Подробнее >>>
- Смазывающе-охлаждающий воск Производитель: Karnasch (Германия) Специальный воск для цветных металлов. Идеальное средство в условиях, когда недопустимо разбрызгивание или при работе над головой. Подробнее >>>
- Насос для подачи СОЖ Производитель: Karnasch (Германия) Емкость для подачи смазывающе-охлаждающей жидкости Подробнее >>>
Процедуру сверловки можно смело назвать одной из важнейших технологий обработки металлоизделий.
Подписка на новости сайта
Основным назначением сверловки является получение монтажных и технических отверстий различных диаметров, глубины и формы, нарезки резьбы, цекования и зенкерования. Производится данная процедура на сверлильных станках всевозможных размеров и конфигураций. Также занимается производством набивных сальников.
При помощи метода сверловки, осуществляемого на современном оборудовании, и использования специального инструмента производят различные операции, среди которых можно выделить следующие:
· Сверление отверстий цилиндрической формы;
· Сверление отверстий с овальной или многогранной конфигурацией;
· Рассверливание, зенкерование и даже шлифовка уже имеющихся отверстий.
Технология сверловки предполагает возможность получения как глухих, так и сквозных отверстий в металлоконструкциях всевозможных размеров и форм. При этом, используя специальное оборудование, снабженное ЧПУ, можно обеспечить высокую точность отверстий, подготовить изделие, например опоры скользящей к последующей сборке или дальнейшим операциям, прописанным в технологическом процессе.
Применяется такой метод для обработки изделий или заготовок, выполненных из различных видов сталей и чугуна. Естественно, что для каждого материала индивидуально подбирается режущий инструмент (сверло, зенкер, развертка), а также режимы обработки, смазка и прочие параметры.
Такой вид металлообработки как сверловка является незаменимым в различных сферах промышленности, начиная от небольших предприятий, занимающихся мелкосерийным изготовлением комплектующих для техники, так и на крупных заводах, у которых имеется полный цикл производства определенной номенклатуры изделий. Точность обработки, а также характеристики получаемых сверловкой отверстий напрямую зависят от используемых станков, инструмента и технологий.