В материале:
- Особенности выбора сверла под метчик
- Диаметр предварительного отверстия для метрических метчиков
- Как подобрать сверло под бесстружечный метчик
- Диаметры сверл для трубных (дюймовых) метчиков
- Как подобрать сверла под метчики UNC/UNF
- Диаметры сверл под трапецеидальную резьбу
- Где купить сверла для нарезания черновой резьбы под метчик?
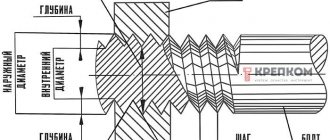
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т. п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Диаметр предварительного отверстия для метрических метчиков
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0,5 | 2,5 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1,0 | 5,0 |
| М8х1,25 | 6,8 |
| М10х1,5 | 8,5 |
| М12х1,75 | 10,2 |
| М14х2,0 | 12,0 |
| М16х2,0 | 14,0 |
| М18х2,5 | 15,4-15,6 |
| М20х2,5 | 17,4-17,6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
| М | Шаг, мм | Внутренний диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | Диаметр сверла, мм (по DIN336) |
| 1 | 0,25 | *0,774 | 0,75 |
| 1,1 | 0,25 | *0,874 | 0,85 |
| 1,2 | 0,25 | *0,974 | 0,95 |
| 1,4 | 0,3 | *1,128 | 1,1 |
| 1,6 | 0,35 | 1,321 | 1,25 |
| 1,8 | 0,35 | 1,521 | 1,45 |
| 2 | 0,4 | 1,679 | 1,6 |
| 2,2 | 0,45 | 1,838 | 1,75 |
| 2,5 | 0,45 | 2,138 | 2,05 |
| 3 | 0,5 | 2,599 | 2,5 |
| 3,5 | 0,6 | 3,010 | 2,9 |
| 4 | 0,7 | 3,422 | 3,3 |
| 4,5 | 0,75 | 3,878 | 3,7 |
| 5 | 0,8 | 4,334 | 4,2 |
| 6 | 1 | 5,153 | 5,0 |
| 7 | 1 | 6,153 | 6,0 |
| 8 | 1,25 | 6,912 | 6,8 |
| 9 | 1,25 | 7,912 | 7,8 |
| 10 | 1,5 | 8,676 | 8,5 |
| 11 | 1,5 | 9,676 | 9,5 |
| 12 | 1,75 | 10,441 | 10,2 |
| 14 | 2 | 12,210 | 12,0 |
| 16 | 2 | 14,210 | 14,0 |
| 18 | 2,5 | 15,744 | 15,5 |
| 20 | 2,5 | 17,744 | 17,5 |
| 22 | 2,5 | 19,744 | 19,5 |
| 24 | 3 | 21,252 | 21,0 |
| 27 | 3 | 24,252 | 24,0 |
| 30 | 3,5 | 26,771 | 26,5 |
| 33 | 3,5 | 29,771 | 29,5 |
| 36 | 4 | 32,270 | 32,0 |
| 39 | 4 | 35,270 | 35,0 |
| 42 | 4,5 | 37,799 | 37,5 |
| 45 | 4,5 | 40,799 | 40,5 |
| 48 | 5 | 43,297 | 43,0 |
| 52 | 5 | 47,297 | 47,0 |
| 56 | 5,5 | 50,796 | 50,5 |
| 60 | 5,5 | 54,796 | 54,5 |
| 64 | 6 | 58,305 | 58,0 |
| 68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутренний диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | Диаметр сверла, мм >(по DIN336) | МхШаг | Внутренний диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | Диаметр сверла, мм >(по DIN336) | |
| 2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
| 2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
| 2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
| 2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
| 2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
| 3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
| 3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
| 4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
| 4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
| 5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
| 6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
| 6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
| 7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
| 8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
| 8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
| 8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
| 9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
| 9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
| 10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
| 10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
| 10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
| 10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
| 11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
| 12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
| 12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
| 12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
| 12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
| 13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
| 14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
| 14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
| 14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
| 15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
| 15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
| 16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
| 16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
| 18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
| 18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
| 18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
| 20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
| 20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
| 20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
| 22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
| 22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
| 22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
Важно!
Чтобы без таблицы понять, какое сверло под метчик подойдет оптимально, необходимо из номинального диаметра резьбы вычесть его шаг. Рассмотрим метод на примере резьбы М10х1,5.
- Номинальный диаметр резьбы — 10 мм.
- Шаг — 1,5 мм.
- Вычитаем из диаметра резьбы шаг: 10 – 1,5 = 8,5 мм.
- Получаем диаметр сверла: 8,5 мм.
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.
Как подобрать сверло под бесстружечный метчик
Выбор сверла под бесстружечный метчик, который используется для выдавливания резьбы, имеет свои сложности, связанные с деформацией металла. Металл в ходе обработки деформируется как в направлении оси отверстия, так и в противоположном. По этой причине черновое отверстие под раскатку обычно делают большего диаметра, чем под нарезку со стружкой.
К примеру, чтобы нарезать резьбу М8 с шагом 1,25 мм, необходимо взять метчик диаметром 6,8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие диаметром 7,45 мм. Вначале ознакомимся с табличными значениями для метрических бесстружечных метчиков.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
| М | Шаг резьбы | Внутренний диаметр резьбы гайки (доп. по ISO2 — 7H) | Мин. мм | Макс. мм | Диаметр чернового отверстия (расчетное значение), мм |
| 1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
| 1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
| 1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
| 1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
| 1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
| 1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
| 2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
| 2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
| 2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
| 3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
| 3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
| 4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
| 4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
| 5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
| 6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
| 7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
| 8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
| 9 | 1,25 | 7,982 | 8,41 | 8,48 | |
| 10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
| 11 | 1,5 | 9,751 | 10,28 | 10,37 | |
| 12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
| 14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
| 16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
| 18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
| 20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутренний диаметр резьбы гайки (доп. по ISO2 — 7H) | Мин. мм | Макс. мм | Диаметр чернового отверстия (расчетное значение), мм |
| 2×0,25 | *1,785 | 1,9 | 1,91 | |
| 2,2×0,25 | *1,985 | 2,1 | 2,11 | |
| 2,3×0,25 | *2,071 | 2,2 | 2,21 | |
| 2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
| 2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
| 3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
| 3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
| 4×0,35 | *3,701 | 3,87 | 3,89 | |
| 4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
| 5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
| 6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
| 6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
| 7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
| 8×0,5 | **7,599 | 7,8 | 7,83 | |
| 8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
| 8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
| 9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
| 9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
| 10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
| 10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
| 10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
| 10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
| 11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
| 12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
| 12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
| 12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
| 14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
| 14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
| 14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
| 15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
| 15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
| 16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
| 16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
| 18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
| 18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
| 18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
| 20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
| 20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
| 20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
| 22×1,5 | 20,751 | 21,26 | 21,36 | |
| 22×2 | 20,310 | 21 | 21,15 | |
| 24×1,5 | 22,751 | 23,26 | 23,38 | |
| 24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Теперь посмотрим, какое сверло подобрать под бесстружечный метчик для нарезания дюймовой трубной резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
| G | Число ниток на дюйм | Наружный диаметр резьбы, мм | Внутренний диаметр резьбы гайки, макс. мм | Мин. мм | Макс. мм | Диаметр чернового отверстия (расчетное значение), мм |
| G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
| G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
| G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
| G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
| G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
| G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
| G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
| G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
| G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
| G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
| G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
| G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
| G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
| G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
| G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Диаметры сверл для трубных (дюймовых) метчиков
Приводим таблицу с размерами черновых отверстий для трубной резьбы.
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0,907 | 28 | 8,7 | 8,62 | +0,1 | +0,2 |
| G1/4 | 1,337 | 19 | 11,5 | 11,5 | +0,12 | +0,25 |
| G3/8 | 1,337 | 19 | 15 | 15 | +0,12 | +0,25 |
| G1/2 | 1,814 | 14 | 18,75 | 18,68 | +0,14 | +0,28 |
| G5/8 | 1,814 | 14 | 20,75 | 20,64 | +0,14 | +0,28 |
| G3/4 | 1,814 | 14 | 24,25 | 24,17 | +0,14 | +0,28 |
| G7/8 | 1,814 | 14 | 28 | 27,93 | +0,14 | +0,28 |
| G1 | 2,309 | 11 | 30,5 | 30,34 | +0,18 | +0,36 |
| G1 1/8 | 2,309 | 11 | 35 | 35 | +0,18 | +0,36 |
| G1 1/4 | 2,309 | 11 | 39 | 39 | +0,18 | +0,36 |
| G1 3/8 | 2,309 | 11 | 41,5 | 41,41 | +0,18 | +0,36 |
| G1 1/2 | 2,309 | 11 | 45 | 44,9 | +0,18 | +0,36 |
| G1 3/4 | 2,309 | 11 | 51 | 50,84 | +0,18 | +0,36 |
| G2 | 2,309 | 11 | — | 56,7 | +0,18 | +0,36 |
| G2 1/4 | 2,309 | 11 | — | 62,8 | +0,22 | +0,43 |
| G2 1/2 | 2,309 | 11 | — | 72,27 | +0,22 | +0,43 |
| G2 3/4 | 2,309 | 11 | — | 78,62 | +0,22 | +0,43 |
| G3 | 2,309 | 11 | — | 84,97 | +0,22 | +0,43 |
| G3 1/4 | 0,907 | 11 | — | 91,07 | +0,22 | +0,43 |
| G3 1/2 | 1,337 | 11 | — | 97,42 | +0,22 | +0,43 |
| G3 3/4 | 1,337 | 11 | — | 103,77 | +0,22 | +0,43 |
| G4 | 1,814 | 11 | — | 110,12 | +0,22 | +0,43 |
| G4 1/2 | 1,814 | 11 | — | 122,82 | +0,22 | +0,43 |
| G5 | 1,814 | 11 | — | 135,52 | +0,22 | +0,43 |
| G5 1/2 | 1,814 | 11 | — | 148,22 | +0,22 | +0,43 |
| G6 | 2,309 | 11 | — | 160,92 | +0,22 | +0,43 |
Основные способы нарезки
Резать на трубах резьбу можно одним из двух способов:
- автоматическим – на станках, электроинструментом;
- вручную – при помощи ручного инструмента.
Для условий быта, конечно же, более актуальным является ручная технология. Нарезка резьбы на водопроводных или других трубах вручную часто делается с помощью плашки.
Плашки цельные для трубной резьбы, изготовленные из крепкой легированной стали, выпускаются с диаметром корпуса до 65 мм. Под метрическую резьбу выпускаются плашки с диаметром корпуса до 120 мм. На корпусе метрических изделий присутствует символ «М»
Плашка – простое устройство нарезания резьбы на трубах в домашних условиях. Этот же инструмент успешно применяют и на промышленных станках.
Приспособление выглядит как диск, по внутреннему диаметру которого высверлены несколько осевых отверстий. Кромки этих отверстий образуют несколько резцов (обычно 8-10). Материалом для плашек служит легированная сталь или другие твёрдые сплавы.
Существует несколько видов таких приспособлений:
- цельные;
- подпружиненные (разрезные);
- клупповые (раздвижные).
По форме исполнения плашка выпускается в виде круга, квадрата, шестигранника, призмы. Чаще всего встречаются дисковые (круглые) инструменты. Они используются под нарезку резьбы на водопроводных трубах до диаметра 36 мм.
Для удобства работы с плашками применяют:
- простые воротки с винтами-фиксаторами – ручной инструмент;
- резьбонарезные патроны на токарных станках.
Нарезку резьбы (метрической, конической) наилучшего качества на трубах в режиме ручного действия или на станках дают цельные плашки.
Однако этот вид инструмента за счёт жёсткости собственной конструкции имеет свои негативные стороны. Резцы быстро изнашиваются.
Подпружиненный инструмент под нарезку резьбы отличается присутствием разреза в области одного из осевых отверстий. Наличие разреза снижает нагрузку на резцы, но при этом снижается и степень жёсткости, необходимая для достижения высоких показателей качества резки
Подпружиненные (разрезные) плашки обладают конструкцией менее жёсткой, что делает возможным нарезать резьбу на трубах и при этом изменять диаметр резьбы в диапазоне 0,1-0,3 мм.
Такие приспособления отличаются повышенной износостойкостью резцов, но не обеспечивают высокой точности и чистоты нарезки нитей.
Раздвижные плашки состоят из двух рабочих частей. Они предназначены для установки в крепёжный модуль – клупп.
Крепление в клуппе осуществляется механизмом, состоящим из сухаря и регулировочного винта. Винтом регулируется размер диаметра под нарезку резьбы. Обычно клупп комплектуется набором плашек на несколько разных диаметров.
Способ #1 — изготовление трубной резьбы плашками
Процесс создания резьбы на трубе плашкой или клуппом предполагает исполнения слесарем некоторых предварительных действий:
- Поверхность трубы в области нарезки необходимо тщательно зачистить.
- Торцевую часть трубы следует обработать напильником (сделать входную фаску).
- Нанести на обрабатываемую поверхность смазку для снижения сопротивления.
По возможности желательно закрепить трубу вертикально, к примеру, в слесарных тисках, оставив свободный доступ к верхней части – области реза. Следует правильно рассчитать силу крепежа, чтобы не деформировать тела трубы.
Затем берут заранее подготовленный вороток с черновой плашкой (№1) нужного диаметра и подходящими характеристиками резьбы.
Пример нарезания резьбы на водопроводной трубе с помощью ручного воротка. Внутрь рабочего цилиндра воротка вставляется плашка и фиксируется двумя (четырьмя) болтами, расположенными друг против друга
Инструмент держат горизонтально – перпендикулярно по отношению к торцевой области трубы. Надевают внутренним отверстием черновую плашку на фаску кромки. Лёгким нажимом и последовательными короткими поворотами на 25-30° делают начальный надрез.
Эту работу следует выполнять внимательно, не торопясь, постоянно контролируя прямой угол между горизонтом плашки и вертикалью трубы.
Такой методикой аккуратно нарезаются первые две-три нитки. Обычно после нареза первых двух-трёх нитей инструмент прочно занимает рабочее положение. Далее прямой угол можно уже не контролировать.
Но технологию резки короткими (без особо сильной тяги) круговыми движениями следует сохранять до конца реза. Рекомендуется периодически добавлять смазку в точке нарезки.
После первого прохода устройство скрутить и затем повторить ещё один-два раза уже чистовой плашкой (№2).
Способ #2 — техника нарезки клуппом
Клупп представляет собой разновидность той же плашки для нарезки резьбы, в том числе на трубах. Отличительная особенность клуппа – возможность настройки резцов.
Набор клуппов под разный размер трубной резьбы. Каждый из этих приспособлений оснащается винтами крепления блоков с резцами. Этими винтами можно дополнительно изменять размер диаметра резьбы в небольших пределах
Существуют клуппы для ручного применения, а также аналогичные приспособления с электроприводом.
Вариант #1 — рез ручным клуппом. Нарезка на трубах вручную, как правило, выполняется клуппом, который устанавливается в держатель-трещотку. Такой держатель делает работу по нарезанию трубной резьбы удобной и менее сложной.
Конечно же, в зависимости от условий выполнения слесарных работ, можно применять ручные держатели других видов. Например, стандартный вороток-фиксатор с двумя рукоятками.
Принцип создания резьбы клуппом практически аналогичен методу работы с традиционными плашками:
- Очистить рабочую поверхность трубы, убедиться в отсутствии дефектов.
- Зашкурить участок реза до вида с выраженным металлическим блеском.
- Обработать внешнюю рабочую часть торцевой кромки под углом 45-60º (фаска).
- Смазать подготовленную поверхность техническим вазелином.
- Закрепить трубу в механических тисках или удерживать газовым ключом.
После этих процедур режущий инструмент (клупп) насаживают внутренним отверстием на фаску трубы и при умеренном равномерном нажиме начинают вращать его короткими возвратно-поступательными движениями.
Удобной оснасткой для работы с клуппом считается так называемая «трещотка» – рычаг с обратным холостым ходом. С помощью такого ручного инструмента легко нарезать резьбу на трубе в разных условиях монтажа или ремонта
Если в качестве держателя используется фиксатор-трещотка, осуществляется только прямо-поступательная нарезка. Следует отметить удобство применения фиксатора-трещотки при работе в стеснённых условиях.
Например, когда требуется обработать трубу, проложенную в непосредственной близости у стены.
Вариант #2 — рез электрическим клуппом. Наряду с ручным инструментом широкое применение находят приспособления с электрическим приводом. Очевидное преимущество для слесаря – существенное снижение трудоёмкости.
Но с другой стороны, не все электрические машины способны обеспечить производство работ в стеснённых условиях. К тому же при работе ручным инструментом удаётся получить более качественный результат.
Для получения похожего результата от электрических клуппов необходим богатый опыт работы с этим инструментом.
Оснастка для клуппа, дополненная электрическим приводом. Современный эффективный инструмент, существенно снижающий физические нагрузки слесаря. Правда, электрический клупп чаще используется в профессиональной сфере, чем в быту
Работа электрическим клуппом:
- Подготовка поверхности трубы в области реза – чистка, фаска, смазка.
- Крепёж трубы приспособлениями, способными обеспечить жёсткую фиксацию.
- Фиксация в начальной точке держателя плашек струбциной, входящей в комплект.
- Проверка хода и направления вращения клуппа.
- Нарезка первых двух-трёх витков в режиме толчковой подачи.
Далее осуществляется нарезка трубной резьбы в автоматическом режиме. Длина нарезки считается оптимальной, когда верхняя кромка режущих головок клуппа достигнет передней кромки трубы.
В этой точке действие прибора останавливают, включают функцию реверсивного вращения и толчковой подачей скручивают клоп с трубы. Обязательно следует периодически смачивать маслом область реза в течение всего процесса.
Способ #3 — использование токарных станков
Масштабные строительно-ремонтные работы, как правило, исключают применение ручного инструмента. Здесь для соответствующей обработки труб обычно используются токарные станки.
Резьбонарезные функции поддерживаются многими токарными станками универсального действия.
Для изготовления резьбовых частей на трубах разного диаметра применяются токарные станки. На токарном станке можно делать резьбу любой конфигурации
При помощи станков эффективно и легко делаются как внутренние, так и внешние трубные резьбы. Крепёжный пневматический (или механический) модуль токарного станка обеспечивает качественное надёжное крепление трубы, и точный подвод обрабатываемой части к резцу.
Для выполнения резьбонарезных функций применяются разные виды резцов:
- стержневые,
- пластинчатые,
- вставочные.
Выполнение работ на токарных станках производят специалисты, обученные такому делу, имеющие соответствующую квалификацию. Без опыта и профессиональных навыков пытаться нарезать резьбу своими руками на станке не рекомендуется.
Домашним мастерам, решившим заняться слесарным делом и сделать резьбу на металлических заготовках, в работе помогут следующие советы
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба с крупным (UNC) и мелким (UNF) реже используется в России, чем метрическая. Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Приводим таблицу диаметров сверл под метчики с американской резьбой UNC/UNF.
| Дюймовая резьба UNC | |||
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм |
| 1/4х20 | 5,1 | 7/8х9 | 19,5 |
| 5/16х18 | 6,5 | 1х8 | 22,25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9,4 | 1 1/4х7 | 28,25 |
| 1/2х13 | 10,8 | 1 3/8х6 | 30,75 |
| 9/16х12 | 12,2 | 1 1/2х6 | 34 |
| 5/8х11 | 13,6 | 1 3/4х5 | 39,5 |
| 3/4х10 | 16,5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| Резьба х ниток на дюйм | Диаметр сверла, мм | Резьба х ниток на дюйм | Диаметр сверла, мм |
| 1/4х28 | 5,5 | 3/4х16 | 17,5 |
| 5/16х24 | 6,9 | 7/8х14 | 20,5 |
| 3/8х24 | 8,5 | 1х12 | 23,25 |
| 7/16х20 | 9,9 | 1 1/8х12 | 26,5 |
| 1/2х20 | 11,5 | 1 1/4х12 | 29,75 |
| 9/16х18 | 12,9 | 1 3/8х12 | 33 |
| 5/8х18 | 14,5 | 1 1/2х12 | 36 |
Диаметры сверл под трапецеидальную резьбу
| Трапецеидальная резьба Tr | |||
| Метчик | Диаметр сверла, мм | Метчик | Диаметр сверла, мм |
| Tr 8х1,5 | 6,6 | Tr 14х3 | 11,25 |
| Tr 10х1,5 | 8,6 | Tr 14х4 | 10,25 |
| Tr 10х2 | 8,2 | Tr 16х4 | 12,25 |
| Tr 10х3 | 7,5 | Tr 18х4 | 14,25 |
| Tr 12х2 | 10,2 | Tr 20х4 | 16,25 |
| Tr 12х3 | 9,25 | Tr 22х3 | 19,25 |
| Tr 14х2 | 12,2 | Tr 22х5 | 17,25 |
Мы привели основные таблицы, которые помогут быстро подобрать правильное сверло под метчик. Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
- ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»;
- ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»;
- ГОСТ 18844-73 «Метчики бесстружечные».
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.