Железо и сталь — это материал из которого изготовлен скелет современной технологической цивилизации. Но — увы! — и у стальной основы нашей цивилизации есть свое уязвимое место. Оно называется коррозия, от которой железо и сталь не имеют той естественной защиты, какой является оксидная пленка для многих цветных металлов — олова, цинка или алюминия.
Сталь нуждается в защите от коррозии — и лучшей защитой для нее будет цинкование. (или оцинковка). Оцинкованный лист прослужит гораздо дольше обычного стального.
Почему именно цинк?
Прежде всего потому, что цинк достаточно распространен и недорог, сам по себе коррозии практически не поддается, плавится при не очень высокой температуре (около 420 градусов, что гораздо ниже температуры плавления железа), обладает приемлемой прочностью. И при этом — что важно! — имеет стационарный электрический потенциал -0,76 В., то есть гораздо более отрицательный, чем у железа.
Благодаря этому своему свойству, цинк, даже при нарушении целостности покрытия и под воздействием электролитов, будет в возникающих электрохимических реакциях играть роль анода. То есть станет медленно растворяться, защищая этим от электрохимической коррозии стальную основу конструкции. В общем — даешь цинковые покрытия! Вот только какими способами их наносить? Это достаточно интересный вопрос, поскольку способов таких несколько — и у каждого из них есть свои плюсы и минусы. Рассмотрим их…
Цинкование на подвесках
Однако описанный выше способ цинкования крепежа приемлем далеко не всегда. В процессе перемещения внутри барабана заготовки неминуемо контактируют друг с другом. Возникает опасность их истирания. В чем же будет заключаться ценность защитного покрытия, цинкования, если сами детали механически повреждены? В этом случае как альтернативный метод используется цинкование на подвесках. Оно будет уместно, когда:
- на детали нанесена внешняя резьба,
- предъявляются повышенные требования к их прочностным характеристикам,
- необходимо добиться максимальной равномерности покрытия и коррозионной стойкости,;
- заказчику крайне важен привлекательный внешний вид изделий.
Горячее цинкование
Это самый, на первый взгляд, простой и надежный метод создания цинковой пленки на изделиях их чугуна и стали: эти предметы просто погружают в расплав цинка, а потом вынимают уже покрытыми слоем цинка толщиной от 40 до 80 микрон — то есть достаточно плотным и износостойким.
Однако не все так просто: для того, чтобы цинковая пленка надежно «зацепилась» на поверхности черного металла, эта поверхность должна быть тщательно очищена и офлюсована (то есть покрыта составом, который должен предотвратить ее окисление до соприкосновения с расплавом цинка, и обеспечить надежную адгезию цинковой пленки).
При этом нужно иметь в виду, что расплавленный цинк застывает довольно быстро и может поэтому образовывать наплывы до 1 мм. толщиной, что нежелательно в тех случаях, когда на поверхность оцинкованных изделий есть резьба. Кроме того, сама технология накладывает ограничения на размеры изделий, которые мы хотим оцинковать таким способом — они не могут быть больше, чем ванны с расплавом цинка (а они не могут очень большими по определению).
Проведение цинкования в домашних условиях
Технологический процесс цинкования подразумевает под собой осаждение катионов металла на аноде. Подобная химическая реакция протекает в ванне с электролитом при воздействии электрического тока.
Где найти электролит
В качестве электролита можно использовать любой раствор солей цинка. Самыми популярными и легкодоступными считаются хлорид цинка и соляная кислота. Также электролит с необходимыми свойствами можно получить методом травления цинка в серной кислоте. Эту реакцию следует проводить очень осторожно. Она сопровождается выделением большого количества тепловой энергии и взрывоопасного водорода.
Травление цинка в серной кислоте с выделением водорода и получением солей цинка
Как получить цинк
Для цинкования в домашних условиях необходимо подготовить цинк, который можно получить следующими способами:
- используя обычные солевые батарейки;
- плавкие предохранители времен Советского Союза;
- любые детали с цинковым покрытием;
- чистый металл, который можно найти в соответствующих магазинах, где продаются химические реактивы.
Схема получения цинка из батареек
Подготовка к выполнению процедуры
Для создания качественного металлического покрытия следует выполнить несколько подготовительных операций:
Процесс цинкования
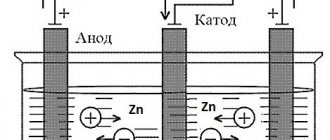
- подготавливают гальваническую ванну. Ее роль может выполнять любая стеклянная или пластиковая тара;
- устанавливают штативы для анода и катода;
- электролит не должен содержать в составе нерастворенные кристаллы соли, для чего дополнительно вводят дистиллированную воду;
- роль анода выполняет цинковая пластина. Чем больше ее площадь, тем качественнее получится покрытие;
- к аноду присоединяется плюс от источника питания. Данных элементов при желании может быть несколько;
- к катоду присоединяется минус. На его поверхности будут осаждаться частицы цинка;
- катод должен быть очищен от ржавчины и любых загрязнений. Перед обработкой его дополнительно окунают в раствор кислоты;
- катод должен находиться на одном расстоянии от анода, чтобы получилось равномерное покрытие со всех сторон;
- в качестве источника питания применяют любой аккумулятор или блок питания с постоянным током на выходе;
- чем больше сила тока и вольтаж, тем быстрее будет происходить реакция и тем рыхлее получится защитная пленка;
- при использовании автомобильного аккумулятора в цепь включают лампочку накаливания до 20 Вт для снижения силы тока.
Устройство для цинкования в домашних условиях
Технология создания цинковой пленки
Для создания качественного защитного покрытия на поверхности металла после проведенных подготовительных операций источник тока подключают к сети, а катод окунают в гальваническую ванну. Данный процесс должен проходить без бурного кипения. Если такое наблюдается, можно заподозрить слишком большую силу тока в системе. Чтобы снизить ее, в электрическую цепь присоединяют несколько дополнительных потребителей.
Постепенно на поверхности катода будет формироваться металлическое покрытие. Чем дольше протекает этот процесс, тем больше будет толщина защитного слоя на металле.
Холодный метод цинкования
В отличии от горячего цинкования, его холодный вариант никак не связан с размерами цинкуемых деталей и поверхностей, поскольку он состоит в нанесении на них электролитических растворов цинка в различных летучих жидкостях. Такие растворы (гальванол, цинотан, цинотерн, цинкнол) наносятся на стальную поверхность из пульверизатора: растворитель высыхает, а цинковое покрытие остается — причем «садится» оно на поверхность стали очень надежно, с высокой адгезией. При этом покрываемую поверхность не нужно флюсовать, ее достаточно просто очистить от ржавчины и грязи.
Холодный метод цинкования хорош своей простотой
и применимостью для работ на открытом воздухе. Но внешний вид покрытой таким способом стали будет просто матово-серым без металлического блеска.
Поэтому холодное цинкование лучше всего использовать как «покрытие под покраску».
Как отличить оцинкованный металл от обычного
По прошествии времени цинковый слой тускнеет, и визуально отличить его от незащищенной стали становится трудно. Допустим, вы хотите купить оцинкованный, но не новый, хотя добротный прокат. Как определить, что его действительно цинковали? Самый простой способ — поднести к металлу магнит. Незащищенная сталь обнаружит магнитный эффект, а цинк, известный своими немагнитными свойствами, будет к этому опыту равнодушен.
Наконец, проверить цинкование детали можно и еще одним простым способом, хотя он наверняка удивит продавца: поверхность металла можно лизнуть. Оцинковка имеет ярко выраженный меловой привкус.
Мы описали только простейшие и “мгновенные” способы проверить наличие оцинковки. Другие требуют времени или использования лабораторного оборудования.
Гальванический метод цинкования
Зато гальванический метод цинкования придает оцинкованой поверхности чрезвычайно привлекательный вид.
Он состоит в том, что через ванну с электролитом течет ток, причем анодом служат цинковые пластины, а катодом — изделия из стали. Под действием тока цинк растворяется в электролите, и его ионы оседают на железе. В результате получается тонкая (от 4 до 20 микрон) пленка, которая не только защищает сталь от коррозии, но и придает поверхности эстетичный внешний вид. Поверхность, покрытая гальваническим цинком может приобрести (в зависимости от своей толщины) сине-голубой, светло-серый или матово-белый металлический блеск. Главными достоинствами такого покрытия будет равномерность его толщины по всей покрываемой поверхности.
Но за этими плюсами идут и свои минусы: тонкое и красивое гальваническое покрытие будет не стойким к истиранию, а увеличение его толщины будет чревато тем, что сталь в процессе гальваники может приобрести заодно и т.н. «водородную хрупкость». Тем не менее, гальваническое цинкование. в силу своей малой себестоимости очень часто используется для антикоррозионной защиты разных видов крепежа, металлических изделий и декоративных элементов.
Зачем цинкуют металл
Стальные изделия, как известно, очень уязвимы для коррозии, особенно при использовании во влажной среде. Оцинковка стали дает этому металлу надежную защиту от разрушения. Цинк, вступая в реакцию со сталью, образует с ним гальваническую пару и приобретает большую, чем у стали, степень электроотрицательности.
Первый удар агрессивных факторов принимает на себя именно цинк, сталь же в реакцию не вступает и остается под защитой цинкового покрытия. Соответственно, антикоррозионная защита будет действовать до тех пор, пока оцинковка окончательно не разрушится. Но даже в тех местах стальной поверхности, где она сходит на нет, цинк реагирует с кислородом и водой, образуя гидроксид цинка. Это соединение также неплохо защищает поверхность стального изделия от коррозии.
Термодиффузное цинкование
Главного недостатка гальванического цинкования — «водородной хрупкости» позволяет избежать технология термодиффузионного цинкования.
Она основана на том, что цинк при определенных условиях может испаряться с поверхности цинксодержащего порошка и проникать в поверхностные слои железа, так что в результате образуется сложный сплав цинка с железом.
Такая диффузия становится возможной при
высокой (от 290 до 400 градусов) температуре и наличии электрического потенциала, при котором стальные изделия являются анодом.
Процесс термодиффузии производится во вращающемся контейнере при пониженном давлении (0,1 атмосферы) в восстановительной водородной атмосфере. На термодиффузное цинкование каждой партии крепежных метизов требуется от 90 до 180 минут.
В результате эти детали приобретут мышино-серый цвет — но вместе с ним и повышенную прочность поверхности и отменную устойчивость к коррозии ( в 3-5 раз лучшую, чем при гальваническом цинковании и в полтора-два — чем при горячей оцинковке).
При этом равномерность покрытия будет идеальной, а про адгезию такого покрытия говорить и смысла нет — оно просто «сливается» с черным металлом, так что отделить ее от него просто невозможно. Конечно, внешний вид оцинкованных таким способом метизов, большого эстетического удовольствия не доставляет, но от болтов, гаек, пружин и шурупов особой красоты и не требуется.
Недостаток же у термодиффузного цинкования только один, но существенный — в силу особенностей технологии применять ее можно только в отношении небольших по размеру предметов.
Способы цинкования металла
Существуют следующие способы цинкования металла:
- холодный;
- горячий;
- гальванический;
- термодиффузионный;
- газотермический.
Выбирать тот или иной метод для цинкования стальных деталей или конструкций нужно в зависимости от условий применения и характеристик защитного слоя. Независимо от применяемой технологии оцинковки нужно определиться с толщиной защитного слоя. Она зависит от таких параметров, как период воздействия рабочей среды на металл и температура обработки.
При применении стальных конструкций, на поверхность которых нанесен слой цинка, нужно помнить, что их нельзя подвергать сильным механическим воздействиям, поскольку защитное покрытие из металла отличается высокой хрупкостью и может разрушиться.
Рассмотрим разные виды цинкования металла.
Способ горячей оцинковки
Горячее цинкование металла позволяет добиться максимального качества изделий и обеспечить их долговечность. Этот метод имеет ключевой недостаток — его реализация подразумевает использование химических реагентов для обработки поверхности, а процедура выполняется в расплавленном цинке.
Горячий метод оцинковки стали включает подготовку поверхности изделия и собственно процедуру покрытия металла цинком.
Шаги для подготовки обрабатываемой поверхности:
- очищение;
- обезжиривание;
- нанесение кислотных растворов;
- промывка и флюсование;
- просушивание поверхности.
Когда поверхность проходит все этапы подготовки и просыхает, изделие помещается в специальную ванну с расплавленным цинком. На поверхности стали формируется тонкий слой цинка и железа, надежно обеспечивающий антикоррозийную защиту. Когда изделие извлекается из ванны, его обдувают сжатым воздухом для просушки и удаления излишков цинка с поверхности.
Недостаток этого способа: размеры изделий ограничиваются габаритами ванны с расплавленным цинком. Такой способ практикуется на крупных производственных мощностях при работе с опорами ЛЭП, строительными лесами или мачтами освещения.
Способ подразумевает большие трудозатраты и использование сложного оборудования, поэтому для домашних условий не подходит.
Холодное цинкование стали
Данный способ обработки цинком металла приобрел широкую популярность в последние годы. Главная причина — высокая технологичность и простота метода вкупе с высокими защитными свойствами слоя на поверхности металла. Вариант подходит для цинкования металла своими руками, поскольку не требуется специальное оборудование для работы.
Технология холодного цинкования заключается в нанесении на поверхность изделия цинкосодержащей смеси, например, цинконола. Наносить ее нужно валиком или кисточкой. Если нужно покрыть конструкции сложной формы или труднодоступные места, то можно использовать краскопульт. Благодаря специальным составам на поверхности образуется защитный слой, состоящий более чем на 90 процентов из цинка.
Этот способ оцинковки единственно приемлем для обеспечения антикоррозийной защиты конструкций, которые иным способом оцинковать невозможно. Например:
- смонтированные трубы;
- элементы ж/д путей;
- опоры линий электропередач и прочие конструкции в стационарном или смонтированном варианте.
Цинконол и прочие составы для холодного цинкования применяются во время ремонтов, если есть необходимость восстановления поврежденного цинкового слоя на металлических конструкциях. Например, это актуально с целью восстановления оцинковки автомобильного кузова.
Оцинковка изделий из стали холодным методом выполняется в широком температурном диапазоне, сформированное покрытие имеет высокую защиту, эластичность, устойчивость к механическим воздействиям и температурным перепадам.
Холодное цинкование имеет свои минусы. Например, сформированное покрытие имеет недостаточно высокую устойчивость к механическим воздействиям, также нужно строго соблюдать технику безопасности, если процедура предусматривает применение органических растворителей.
Гальванический метод оцинковки
При гальваническом цинковании на поверхность изделия оказывается электрохимическое воздействие. Покрытия в итоге имеют высокую точность по толщине и исключительную гладкость. Также на поверхности металла формируется защитный слой толщиной порядка 20−30 мкм.
С помощью такого цинкования можно регулировать толщину защитного слоя, при этом слой равномерный и обладает высокими декоративными качествами. Металл и цинк во время оцинковки соединяются на молекулярном уровне, покрытие обладает высокой адгезией с основным материалом. На степень адгезии влияет наличие на поверхности окисных и жировых пленок, которые удалить практически невозможно.
Гальваническое цинкование проводится следующим образом:
- конструкция и цинковые пластины помещаются в электролитический раствор, затем к стенке ванны и пластинам подключаются положительный и отрицательный контакты источника тока;
- благодаря разности потенциалов пластины растворяются в электролите, а молекулы цинка оседают на поверхности изделия и образуют однородный защитный слой.
Ключевым преимуществом данного метода является то, что таким способом на поверхности формируется защитный слой, имеющий особые декоративные характеристики. Толщину слоя можно регулировать. Но имеет метод и свои недостатки. В частности, это высокая себестоимость.
Технология термодиффузионного цинкования
Данную технологию также называют шерардизацией. Она была разработана в 20-е годы прошлого века, однако длительное время не находила широкого применения. И только в 90-е годы метод приобрел популярность.
Суть метода в том, что деталь вместе с сухой смесью на основе цинка помещается в герметичный контейнер, где создается температура около 2600 градусов. При такой температуре цинк переходит в газообразное состояние, соответственно, процесс диффузного проникновения атомов цинка в поверхностный слой изделия ускоряется. Данная технология цинкования применяется в случаях, когда на поверхности металла нужно сформировать защитный слой толщиной от 15 мкм.
Подготовка металлических изделий для термодиффузионного покрытия цинком не отличается от горячего способа. Преимущества этого способа:
- процесс проходит в герметичном контейнере, соответственно, отличается экологичностью;
- почти целиком отсутствуют поры на защитном покрытии, имеющем высокую адгезию по отношению к поверхности;
- покрытие получает высокую степень защиты;
- сохраняются сложные геометрические формы и параметры изделий, покрытых цинком;
- полученные отходы не нуждаются в специальной утилизации.
Недостатки термодиффузионного способа:
- готовое покрытие не имеет металлического блеска и обладает грязно-серым оттенком;
- низкая производительность;
- цинковая пыль в воздухе во время работы может нанести вред организму;
- цинковое покрытие по толщине неоднородное.
Газотермическое напыление
Газотермический способ цинкования подходит для покрытия цинком объемной детали или листа металла. Его суть в том, что цинк, находящийся в виде сухой смеси либо проволоки, напыляется в составе газовой среды на поверхность обрабатываемого изделия. Технология применяется для нанесения слоя цинка на крупногабаритные изделия, которые иначе обработать невозможно.
Процесс покрытия цинком:
- частицы расплавленного металла наносятся на обрабатываемую поверхность, формируя тонкий слой с чешуйчатой структурой;
- на пористое покрытие наносятся лакокрасочные материалы. Созданный за счет комбинирования слой защищает изделие и позволяет ему долгое время использоваться в условиях высокой влажности, постоянного воздействия пресной или морской воды и других агрессивных средах.
Параметры покрытий из цинка, наносимых перечисленными выше способами, устанавливаются соответствующим ГОСТом.
Электрохимическое цинкование
Используя данную технологию обработки мелких изделий, удается получить покрытие, толщина которого не превышает 10 – 15 мкм. Однако такая толщина защитного слоя является недостаточной, чтобы детали можно было использовать для выполнения наружного крепежа.
Разумеется, методика позволяет создавать покрытия большей толщины, но это требует увеличения расхода электрической энергии. Также стоит учитывать, что в отработанных растворах присутствуют комплексоны, которые усложняют процесс переработки растворов.
Технология шерардизации (термодиффузионное цинкование) позволяет создавать однородные защитные покрытия достаточной толщины (25 – 30 мкм), исключая вероятность слипания деталей. Однако данный способ обработки также предполагает повышенные затраты тепловой энергии, необходимой для нагрева оборудования, а также регулярный ремонт рабочих боксов.
Помимо этого относительно низкий уровень применения цинкового порошка не позволяет использовать технологию для обеспечения надежной антикоррозийной защиты элементов крепления.
Заказывайте оцинковку металла в Точинвест Цинк
При обращении в нашу компанию все клиенты получают следующие преимущества:
- Мощность нашей компании достигает 120 000 тонн в год, что позволяет нам оперативно проводить работы с соблюдением оговоренных сроков.
- Предприятие оснащено 3 производственными цехами для проведения работ по горячему цинкованию мелких деталей и габаритных конструкций.
- Являемся единственной компанией, в распоряжении которой имеется самая глубокая ванна в ЦФО – 3.43 м.
- Покрытие по технологии горячего цинкования наносится с учетом требований, которые регламентирует ГОСТ 9.307-89.
- Начиная с 2007 года, на производстве применяется только высокотехнологичное оборудование немецко-австрийской компании KVK KOERNER и чешской фирмы EKOMOR.
Уточнить стоимость обработки и сроки проведения работ вы можете по телефонам, которые указаны на сайте. Звоните!
Вернуться к статьям Поделиться статьей