Метрические крепежные детали задаются с шагом резьбы вместо количества витков нитей. Шаг резьбы — это расстояние между ними. Резьба выражается в миллиметрах (измеряется по длине застежки). Например, шаг резьбы 1.5 означает, что расстояние между одной нитью и следующей составляет 1,5 мм. Более мелкие крепежные детали имеют тонкую резьбу, поэтому у них меньший шаг резьбы.
Измерение шага резьбы осуществляют следующим образом: линейкой или штангенциркулем отмеряют на стержне участок нужной величины. Затем подсчитывают на отмеренном участке количество витков. Рекомендуемая длина участка для получения точного замера – 20 мм.
Сравнительные характеристики
Первым делом, при выборе штангенциркуля потребуется определиться с его размерами и с деталями, которые будут замеряться. Для маленьких поверхностей, не превышающих 13 см, рекомендуется использовать инструмент до 150 мм. Это самая распространенная модель, пользоваться и хранить ее удобно и легко.
Для деталей 20–30 см лучше использовать штангенциркуль больших размеров, но управление довольно сложное, особенно, если деталь находится на станке. При определении размера инструмента еще важна его точность и измерительный шаг. При токарных работах необходимо подбирать инвентарь повышенной точности, класса 0,01 мм, с возможными погрешностями до 0,02 мм.
Для работы с деревом подойдет более низкая точность, поскольку сырье мягкое, может расширяться от влаги. Для столярных работ модели окажутся более дешевыми, их выбор намного шире.
Дополнительные функции — немаловажная деталь электронных штангенциркулей. Современные модели помогают измерять в мм и дюймах, а вот фракционные данные показывают не все. Среди остальных функций выделяют:
- возможность подключения к компьютеру — модели такого типа помогут упростить подсчеты большого числа деталей, когда нужно составлять определенный отчет замеров. Подключение бывает проводного и беспроводного вида, после синхронизации создается отчет в электронном виде,
- автоматическое отключение или включение прибора позволяет увеличить срок службы батарейки.
Последний фактор, который учитывается при выборе — материал изделия. От этого параметра зависит срок эксплуатации и защитные характеристики. Рекомендуется покупать штангенциркуль из нержавейки, который не подвергается коррозии и не боится нагрузок. Для токарных работ лучше брать технику, защищенную от масла. Уличная работа предусматривает модели с защитой от пыли, влаги, класса IP54 и выше.
Проведение разметочных операций
У штангенциркуля присутствует множество функций, поэтому его можно использовать и для разметки. Этот процесс зависит от типа устройства прибора. Дело в том, что нижние губки (которыми и проводят разметку) могут быть не только прямоугольными с внутренними изгибами, но и круглыми. В любом случае внутренняя кромка вырезана специально таким образом, чтобы нижней губкой можно было делать отметки.
Для этого сделайте замер и немного придавите нижней губкой на материал, где вы будете делать отметку. Благодаря тому, что кромка немного подточена, она будет своеобразно царапать и отмечать. Также можно не прибегать к методу поцарапывания, а просто оставить штангенциркуль на месте и сделать отметку с помощью маркера, карандаша или других предметов.
Если вы делаете разметку по плану детали, то не забывайте про масштаб, ведь он не всегда 1 к 1.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
- Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
- Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Типы штангенциркулей и технические характеристики
Классификация подобных измерительных инструментов проводится по нескольким параметрам – методу снятия показаний, типу шкалы, расположению губок. Все эти различия отражаются в маркировке прибора.
У разных типов штангенциркулей для снятия показаний измерений могут применяться следующие виды шкал:
- шкала «нониус»;
- шкала, расположенная на циферблате;
- при помощи табло с цифровым индикатором.
По своей конструкции штангенциркули подразделяются на следующие виды:
- Односторонние инструменты, изготовленные из твердосплавной стали и маркируемые ШЦТ.
- Механические модели с одно- или двухсторонним расположением губок, маркируемые как ШЦ-I,ШЦ-II, ШЦ-III, отсчет измерений на которых можно производить при помощи нониусной шкалы.
- Прибор, оснащенный круговой шкалой, маркируется ШИК или ШЦК и позволяет производить более точные измерения, нежели устройства с нониусной шкалой. На круговой шкале показываются дробные показания, на самой штанге целые числа.
- Электронный штангенциркуль последнего поколения с цифровым табло, показывающим расстояние между внутренними поверхностями губок, маркируется ШЦЦ и может работать в симбиозе с ПК. Это лучший прибор, позволяющий быстро, без лишних вычислений, увидеть данные измерений, которые проводятся с высокой точностью до 0,01 мм.
Инструмент ШЦ-II отличается от модели ШЦ-I тем, что имеет дополнительную рамку, оснащенную стопорным винтом и соединенную с главной рамкой. Зафиксированная дополнительная рамка позволяет подвести концы губок для более точного измерения внутренних размеров отверстий.
Прибор ШЦ-III отличается от модели ШЦ-II тем, что не имеет одной пары верхних разметочных губок. Используется для измерений крупных деталей.
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.
- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.
Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Конструкция и устройство индикаторного нутромера
Для измерения внутренних расстояний относительным способом применяются индикаторные нутромеры. Для их обозначения применяется аббревиатура НИ, а выпускаемые модели отличаются друг от друга диапазоном измерений. Устройства состоят из удлинительного стержня со штоком внутри, стрелочного указателя со шкалой, а также непосредственно рабочей части называемой наконечником.
В приборах модели НИ-10 и НИ-18 в качестве механизма для передачи усилия перемещения подвижного стержня используется клиновая передача, а в инструментах марки от НИ-50 до НИ-450 применяется рычажная конструкция. Только на моделях нутромеров НИ-700 и НИ-1000 не применяются передаточные механизмы, так как стержень контактирует непосредственно с отсчетным устройством.
Рукоятка прибора выполняется из материалов, обладающих низкой теплопроводностью. Это необходимо для того, чтобы тепло от рук не влияло на результаты измерений. Стержни являются рабочими элементами, которые закрепляются на наконечнике в зависимости от расстояния между стенками измеряемой детали.
Это интересно! Стержни обычно поставляются вместе с прибором, что расширяет его измерительные возможности. Изготавливаются они из твердых марок стали, что необходимо для предотвращения малейших деформаций при измерениях
Это важно учитывать, если запланировали изготовить стержень самостоятельно. Сложностей в этом нет, так как нужно подобрать подходящую заготовку из закаленной стали, и нарезать в ней резьбу, соответствующую наконечнику прибора.
На стрелочном указателе индикаторного штихмаса находится две шкалы. Одна шкала является основной (цена ее деления составляет 0,001 мм), и она показывает величину относительного отклонения от исходного положения, а вторая служит для указания количества полных оборотов основной стрелки (один полный оборот равен 1 мм).
Приборы индикаторного типа предназначены не для определения точных размеров внутренних отверстий, а для выявления наличия отклонений на внутренней поверхности детали по всей длине. Величина их погрешности находится в пределах от 0,025 до 0,15 мм.Индикаторные нутромеры классифицируются на два вида — механические или стрелочные и цифровые или электронные. Устройства электронного типа характеризуются высокой точностью и простотой использования. Их главный недостаток — цена, которая в 2 раза выше, чем стоимость аналогового прибора.
При необходимости получения высокоточных значений применяется прибор НИ-В, который отличается от классических моделей конструкцией измерительной головки. Ее точность составляет 1 мкм. Служат такие инструменты специально для того, чтобы сделать высокоточные замеры маленьких отверстий.
Это интересно! Работа относительного нутромера заключается в передаче величины усилия или степени сжатия стержня на индикаторный указатель.
Стоит отметить, что определенной классификации по конструкции нутромеров не существует. Они делятся на два вида — микрометрические и индикаторные. Каждый из видов имеет свои подвиды, которые отличаются по конструкции и типу контакта с поверхностью. Они бывают рычажными, конусными, клиновыми, цанговыми, шариковыми, телескопическими, с боковыми губками и другие. В материале рассмотрим, как пользоваться нутромером (штихмасом) индикаторного и микрометрического типа, а также, что нужно сделать перед тем, как проводить измерения, и от чего зависит точность получаемых результатов.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Читать также: Резьбонарезные станки а г ничков
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Способы измерения диаметра провода
Для того, чтобы рассчитать площадь поперечного сечения проводника необходимо знать его точный диаметр. Существует несколько способов измерения диаметра провода. К ним относятся измерения:
- При помощи штангенциркуля: для этого нужно понимать принцип работы штангенциркуля и уметь снимать показания с его шкал. В этом случае упростить измерения позволяет использование электронного измерительного прибора – он покажет точное значение диаметра на своем экране.
- С использованием микрометра: показания данного прибора немного точнее, чем у механического штангенциркуля, но он также требует некоторых навыков для снятия правильных и точных показаний.
- С помощью обычной линейки: данный способ подходит тем, кто не имеет в своем арсенале таких измерительных приборов, как штангенциркуль или микрометр. Измерение диаметра проводника с использованием линейки не будет достаточно точным, но примерно оценить диаметр будет возможно.
Для измерения диаметра проводника в первую очередь его зачищают ножом или стриппером от изоляции. Далее, если используется микрометр или штангенциркуль, жилу провода плотно зажимают между губок прибора и определяют размер проводника по шкалам устройства. При использовании линейки изоляция снимается на расстояние 5-10 см и жила наматывается на отвертку. Витки проводника должны плотно прижиматься друг к другу (ориентировочно 8-20 витков). Далее измеряется длина намотанного участка и полученное значение делится на количество витков – получится более или менее точное значение диаметра.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
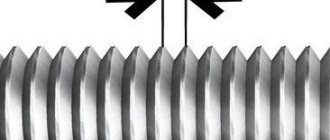
Измерение внутренний резьбы и оттиск ниток резьбы
Измерение шага резьбы
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 — 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 — 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 — 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 — 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой. Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр. Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у непрограммируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.
Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.
Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.
Измерение износ протектора колумбиком
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Что касается дюймовых и метрических резьб, да приблизительные совпадения есть. Но трудно представить, как вы будете пытаться вкрутить болт 1/2″-20 UNF в отверстие М12х1,25. Насчет резьбы М14х1,25 , да , все верно.
Евгений Гурьевич, 1) На резьбонарезном инструменте, а так-же в справочных таблицах, действительно принято не использовать знак «Х». Но только не в обозначении КРУПНЫХ, а ОСНОВНЫХ РЕЗЬБ. На практике многие иностранные производители и на инструменте и на упаковках с крепежом все же дают полную маркировку размера резьбы, например 12х1,75. Советские и Российские фирмы по производству режущего инструмента тоже нередко «грешат» этим. За примерами далеко ходить не надо — это бывший Сестрорецкий инструментальный з-д, немецкая фирма Reyher. Делается это в основном для того, чтобы у пользователя не возникало сомнений в правильности выбора изделия. Ни для кого не секрет, что большинство продавцов в магазинах, да и слесаря на производствах, а иногда и конструкторы не знают (не помнят) таблицу шага резьб не только мелких, но и основных . В этих случаях и помогает развернутая маркировка размера.
Измерительный инструмент Штангенциркуль,инструкция по применению.
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов.
Измерить диаметр сверла или отверстия , размеры других небольших деталей с достаточной точностью линейкой не получится.В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового металла, внутреннего и внешнего диаметров стальной трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).Для промышленности СССР одно время массово поставлялись штангенциркули . Отсюда и закрепившееся «обиходное» колумбус или «коламбик».
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2. Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724 Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 – 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните!
Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
- Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
- Из каких основных частей состоит штангенциркуль?
- Сколько измерительных шкал имеет штангенциркуль?
- Какие измерения можно выполнять с помощью штангенциркуля?
- Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Все о диаметре арматуры
Изготовители арматуры нередко используют изношенное оборудование, и арматура получается несколько больше требуемого диаметра.
Изготовители арматуры нередко используют изношенное оборудование, и арматура получается несколько больше требуемого диаметра. По допускам она проходит, и общий тоннаж соответствует, а в пересчете на погонные метры образуется нехватка. В поисках этих метров теряется время, проект останавливается и остается ощущение обмана.
Пытаясь определить диаметр арматуры, следует учесть, что форма сечения арматурного стержня больше напоминает эллипс, нежели ровный круг. Поэтому измеряя пруток в разных местах, человек получает ряд чисел. К тому же проводя измерения по телу прутка и по ребрам, разбег в показателях получается в несколько миллиметров.
Это вносит путаницу в расчеты.
Как определить диаметр арматуры?
Размер следует смотреть в сопроводительных документах. В них производители проставляют так называемый номинальный диаметр арматуры, его называют номером арматуры. Этот показатель говорит о том, какого размера был прут, из которого сделан данный кусок арматуры (учитывая некоторые допущения).
То есть, номер профиля исходной заготовки сопоставим с номинальным диаметром готового продукта. В итоге можно сделать следующее (понадобится штангенциркуль):
- Измерить тело прутка.
- Измерить диаметр выступающих ребер.
- Суммировать показатели и разделить результат на 2.
Многие так и поступают. Получают среднее число, которое всех устраивает.
Вариант непрофессиональный, на бытовом уровне срабатывает, поскольку профессионалы таких вопросов не задают. При таких вычислениях уместны выражения: «максимальный диаметр арматуры» и «минимальный диаметр арматуры».
Это как раз те два показателя, которые получились при замерах тела и ребра стержня.
Используя эти цифры, была разработана таблица, в которой прописано какие минимальные и максимальные размеры, какому номинальному диаметру арматуры соответствуют.
Диаметр арматуры. Таблица соотношений диаметров
| номинальный диаметр | максимальный диаметр | минимальный диаметр |
| 6 мм. | 6,57 мм. | 5,57 мм. |
| 7 мм. | 7,75 мм. | 6,75 мм. |
| 8 мм. | 9 мм. | 7,5 мм. |
| 9 мм. | 10 мм. | 8,5 мм. |
| 10 мм. | 11,3 мм. | 9,3 мм. |
| 12 мм. | 13,5 мм. | 11 мм. |
| 14 мм. | 15,5 мм. | 13 мм. |
Вес арматуры
При продаже арматуры цена указывается за тонну изделия. Начиная немасштабное строительство человек, высчитывает метраж прута, требуемый для осуществления проекта.
Всякая арматура соответствующая ГОСТу имеет довольно точные показатели веса в расчете на 1 погонный метр прута. Эти данные также занесены в таблицу и активно используются на металлобазах.
Соотношение минимального, максимального и номинального диаметров соответствует конкретному весовому показателю. Это помогает определить вес арматуры по диаметру.
Диаметр арматуры для фундамента
Подготовив траншею для размещения в нем опорного основания строящегося объекта, приходит время рассчитать нужный диаметр арматуры. Можно, конечно, взять прут потолще и количеством побольше. Но это повысит затраты на материалы и оставит впечатление самодеятельности.
Лучше сделать по науке
К тому же для этого есть все необходимое. И прежде всего таблица.
| № арматуры | Количество стержней и площадь поперечного сечения | |||||
| 1 шт. | 2 шт. | 3 шт. | 4 шт. | 5 шт. | 6 шт. | |
| 6 | 28,3 мм2 | 57 мм2 | 85 мм2 | 113 мм2 | 141 мм2 | 170 мм2 |
| 8 | 50,3 мм2 | 101 мм2 | 151 мм2 | 201 мм2 | 251 мм2 | 302 мм2 |
| 10 | 78,5 мм2 | 157 мм2 | 236 мм2 | 314 мм2 | 393 мм2 | 471 мм2 |
| 12 | 113,1 мм2 | 226 мм2 | 339 мм2 | 452 мм2 | 565 мм2 | 679 мм2 |
Нужно измерить будущий фундамент и вычислить площадь его сечения. Если взять высоту и ширину в 600 и 500 мм. Перемноженные показатели дадут результат в 300 000 мм2. Для такого фундамента площадь сечения арматурных прутьев от площади сечения фундамента будет 0,1 %. То есть, 300 000 : 100 х 0,1 = 300 мм2. Это площадь сечения всех прутьев. Ближайшие показания в таблице предлагают величину в 302 мм2. Что соответствует 6 стержням № 8. Поперечная арматура может быть меньшей толщины, но не менее 6 мм. Лучше взять те же 8 мм. Используя таблицы можно эффективно рассчитать параметры будущего фундамента и не понести лишние расходы.
Уведомления о новых продуктах
Хочу получать
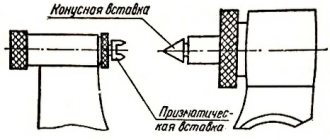
Измерение резьбы методом трех проволочек
Метод трех проволочек применяется главным образом для контроля среднего диаметра резьбы. Определение значений диаметра происходит путём накладывания проволок одинакового диаметра на впадины резьбовых соединений. Размер полученной конструкции измеряется микрометром. На конечные результат вычислений может очень сильно повлиять погрешность профиля. Для устранения этой погрешности необходимо наложить проволочки на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет эквивалента ширине выступов. Проволочки обязаны лежать следующим образом: 1 проволока размещена на впадине с левой стороны, а 2 другие – на впадинах с противоположной стороны
Важно, что во время измерений деталь не деформировалась, а проволоки не перегибались
Помимо этого, сферой применения метода трёх проволочек является контроль диаметра трапецеидальной резьбы. Только в этом случае проверка детали проводится при помощи трех специальных роликов.