Metric fasteners are specified in thread pitch instead of thread count. The thread pitch is the distance between them. Thread is expressed in millimeters (measured along the length of the fastener). For example, a thread pitch of 1.5 means that the distance between one thread and the next is 1.5 mm. Smaller fasteners have finer threads, so they have smaller thread pitches.
Measuring the thread pitch is carried out as follows: using a ruler or caliper, measure a section of the required size on the rod. Then count the number of turns in the measured area. The recommended length of the section to obtain an accurate measurement is 20 mm.
Comparative characteristics
First of all, when choosing a caliper, you will need to decide on its dimensions and the parts that will be measured.
For small surfaces not exceeding 13 cm, it is recommended to use a tool up to 150 mm. This is the most common model, it is convenient and easy to use and store. For parts 20–30 cm in size, it is better to use a larger caliper, but the control is quite complicated, especially if the part is on the machine. When determining the size of a tool, its accuracy and measuring step are also important. When turning, it is necessary to select equipment of increased accuracy, class 0.01 mm, with possible errors of up to 0.02 mm.
For working with wood, lower precision is suitable, since the raw material is soft and can expand from moisture. For carpentry work, models will be cheaper, and their choice is much wider.
Additional functions are an important part of electronic calipers. Modern models help measure in mm and inches, but fractional data does not show everything. Other functions include:
- ability to connect to a computer - models of this type will help simplify the calculations of a large number of parts when you need to draw up a specific measurement report. The connection can be wired or wireless; after synchronization, a report is created in electronic form,
- Automatically turning off or turning on the device allows you to increase battery life.
The last factor that is taken into account when choosing is the material of the product. The service life and protective characteristics depend on this parameter. It is recommended to buy a stainless steel caliper, which does not corrode and is not afraid of stress. For turning work, it is better to take equipment that is protected from oil. Outdoor work requires models with protection from dust, moisture, class IP54 and higher.
Carrying out marking operations
The caliper has many functions, so it can also be used for marking. This process depends on the device type. The fact is that the lower jaws (which are used to mark) can be not only rectangular with internal bends, but also round. In any case, the inner edge is specially cut so that marks can be made with the lower jaw.
To do this, take a measurement and press slightly with the lower sponge onto the material where you will make the mark. Due to the fact that the edge is slightly sharpened, it will scratch and mark in a peculiar way. You can also skip the scratching method and simply leave the caliper in place and make a mark using a marker, pencil, or other objects.
If you make markings according to the plan of a part, then do not forget about the scale, because it is not always 1 to 1.
Measurements during the design and manufacture of threaded connections
The “bolt-nut” type connection is one of the most common in mechanics. When designing and manufacturing structures, the problem of how to measure a bolt with a caliper is often difficult.
Before starting work, it is worth remembering that the main dimensions of a bolt/nut are the length of the product and the diameter of the thread. A standard bolt of any design does not require such measurements. It’s a different matter when the bolt is made at home, or you need to measure the fastener without dismantling the connection. The following situations are possible here:
- Between the head and the opposite end of the rod there is a plane or part/plate, the dimensions of which do not allow the insertion of the measuring jaws of a caliper. In this case, using the main measuring scale and a depth gauge (sometimes called a “Columbic”), the height of the head, the thickness of the washer (if any), the thickness of the intermediate element and the height of the part protruding from the opposite side of the joint are determined. The obtained result is added up, and then, according to the tables of correspondence between the lengths of the rod and the “turnkey” dimensions that the bolt has, the standard size of the fastener is determined.
- The diameter of the thread on the bolt is unknown. Before taking measurements, it is worth remembering that for rod parts, the diameter of the external thread is determined by the diameter of its protrusions, and not the recesses. Therefore, by setting the required size on the external scale of the caliper, you can easily find out the desired value of the thread being measured. It should be equal to one of the standard values of the first (or, in extreme cases, the second) series of preferred numbers. Accuracy will increase significantly if the area being measured is thoroughly cleaned of dirt and grease. If the result for some reason does not fit into the standard, the depth of the thread is determined using a depth gauge. By subtracting twice the value of the parameter from the total value, you can check whether a used bolt with a cut part of the thread profile was used. This product should be replaced.
- The bolt being measured is completely “recessed” into the nut, and disconnection of the structure is undesirable. Using the external scale of the caliper, you should set the dimensions of the head - “turnkey” and the diameter of the circle of the protrusions. Then, using measurement tables, determine the standard size of the fastener. In the same way, measurements are made of other standardized fastening parts - studs, screws, etc. The exception is nuts. Here you will have to use internal sponges. In some instruments, it is necessary to add the thickness of the jaws themselves to the result obtained (it is indicated on the bar).
- How to measure thread pitch with a caliper? To do this, the bolt will have to be unscrewed. First, the height of the rod is determined using a depth gauge, and then the number of threads on it is counted. The difference will give the value of the tangent of the thread angle, i.e., the ratio of the unknown pitch to the outer diameter. The latter is already known, so finding out the thread pitch is no longer difficult. You can determine the thread pitch by directly measuring the distance between adjacent vertices, but this will be accurate enough only for fasteners that are completely free of contamination.
Types of calipers and technical characteristics
The classification of such measuring instruments is carried out according to several parameters - the method of taking readings, the type of scale, the location of the jaws. All these differences are reflected in the markings of the device.
For different types of calipers, the following types of scales can be used to take measurement readings:
- vernier scale;
- scale located on the dial;
- using a scoreboard with a digital indicator.
According to their design, calipers are divided into the following types:
- Single-sided tools made of carbide steel and marked ШЦТ.
- Mechanical models with one- or two-sided arrangement of jaws, marked as ШЦ-I, ШЦ-II, ШЦ-III, measurements on which can be taken using a vernier scale.
- A device equipped with a circular scale is marked ShIK or ShTsK and allows for more accurate measurements than devices with a vernier scale. The dial scale shows fractional readings, while the bar itself shows whole numbers.
- The latest generation electronic caliper with a digital display showing the distance between the internal surfaces of the jaws is marked SCC and can work in symbiosis with a PC. This is the best device that allows you to quickly, without unnecessary calculations, see measurement data, which is carried out with high accuracy up to 0.01 mm.
The ShTs-II tool differs from the ShTs-I model in that it has an additional frame equipped with a locking screw and connected to the main frame. A fixed additional frame allows you to bring the ends of the jaws in for more accurate measurement of the internal dimensions of the holes.
The ShTs-III device differs from the ShTs-II model in that it does not have one pair of upper marking jaws. Used for measuring large parts.
Structural elements of devices
The caliper has a simple design and is easy and convenient to operate. Any modification of it consists of the following structural elements:
- The measuring ruler (bar) is the main part of the device, on the upper surface of which there is a marking scale with a gradation of 1 mm. The standard ruler is 150 mm long. This indicator determines the maximum available measurement value. Instruments with a longer rod are available for measuring large parts.
- The measuring frame is a movable element of the device that moves along the ruler. A flat spring is placed inside the frame, which presses it tightly against the rod. The frame has an additional measuring scale (vernier), on which tenths or hundredths of a millimeter are measured when aligned with one of the lines of the main scale. The vernier scale has 10 divisions, each width is 1.9 mm. The design includes a locking screw that allows you to firmly fix the frame.
- Fixed lips. One element is rigidly attached to the rod, the other is fixed to the frame and moves with it. Working surface inside. Used for external measurements.
- Movable jaws. The working elements are arranged according to the same principle as large stationary jaws, but are placed on the other side of the ruler. The work surface faces outwards. Additional jaws are used for internal measurements.
- The depth gauge ruler is a retractable bar rigidly connected to a moving frame.
Varieties and labeling
According to their design and purpose, calipers are of the following types:
- ШЦ-1. Working jaws are placed on 2 sides. Used for external and internal measurements. Equipped with a rod for measuring ledges and depths. Convenient for marking work.
- ShTs-2. The sponges for internal and external measurements are combined and have the same size. In this case, flat working surfaces are located inside, and cylindrical ones are turned outward. On the opposite side of the rod there are sharply sharpened marking edges. Additionally, the device is equipped with a micrometer feed frame, with which you can make more accurate measurements.
- ШЦ-3. One-sided placement of measuring jaws. The specificity of these models is that they are designed for large measurements.
Calipers are divided according to the method of taking measurement results:
- Vernier (SC). A mechanical instrument in which whole millimeters are marked on a main scale and fractions of a millimeter are measured using a vernier scale.
- Dial (ShTsK). The mechanical measuring principle is used. A dial is placed on the movable frame, which is connected to the rod using a gear drive. Millimeters are determined by the main markings, and fractions by a circular scale.
- Digital (ШЦЦ). There is a digital display on the measuring frame that shows the measurement results. The electronic module has a number of convenient settings.
The type of indicator determines how accurately the caliper takes readings. Vernier instruments are considered less accurate, but they are simple and reliable to use. A dial tool is more accurate and convenient, but the rack can become dirty from parts. A digital caliper allows you to take measurements with high accuracy, but is dependent on temperature changes.
Rules for using vernier calipers
Before you start taking measurements, you need to check the tool. To do this, bring the shts jaws together and look at the light to see if there is a gap between them. It is necessary to check the coincidence of the scales at zero. The device must be clean, especially the moving parts. The measurement result will be more accurate, since rust and dirt greatly increase the measurement error.
Using the SC, you can determine the dimensions of the outer and inner diameters, surface thickness and depth of the notch or ledge. During work, you need to know in what position the caliper jaws should be when measuring and how to correctly take readings.
How to correctly measure external surfaces with calipers
To take the external dimensions (thickness), you need to separate the jaws of the caliper, place the object being measured between them, then move the jaws and squeeze them slightly. The measuring edges must be parallel to the surface of the workpiece. The division on the main scale of the caliper, combined with the zero mark of the additional scale, will indicate whole millimeters. The line that coincides on the vernier with the line on the rod determines tenths of a millimeter.
How to measure a piston with a caliper
The question of how to measure the piston with a caliper remains unresolved. First, let's find out why it is necessary to measure this part. The piston is one of the most important parts of internal combustion engines. During operation, the piston heats up to extremely high temperatures, and when heated, metals tend to increase thermal expansion. This increase is minor, but it plays a very important role.
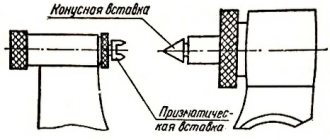
You need to measure the diameter of the piston with a caliper in order to find out its conical part. The conical zone is the part that is located from the finger to the top. It is this part that must have a conical design, which will allow the piston to work effectively in the internal combustion engine system. If the piston has the same diameter along its entire length, then it should be bored. The gap between the piston and the cylinder walls should be no more than 0.045-0.05 mm. The taper of the piston should be 0.3 mm.
It is almost impossible to measure such indicators using a caliper, since high accuracy and low error are required. For such purposes, a micrometer is used, which differs from a caliper in that it allows you to measure dimensions with high accuracy. If it is necessary to measure the length, depth of the groove and other parameters, then a caliper is used for this. How to measure a piston using a micrometer is shown in the video below.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Design and device of an indicator bore gauge
Indicator bore gauges are used to measure internal distances in a relative manner. The abbreviation NI is used to designate them, and the produced models differ from each other in the measurement range. The devices consist of an extension rod with a rod inside, a dial indicator with a scale, as well as a direct working part called a tip.
In instruments of the NI-10 and NI-18 models, a wedge gear is used as a mechanism for transmitting the force of movement of the movable rod, and in instruments of the NI-50 to NI-450 brands a lever design is used. Only on the NI-700 and NI-1000 bore gauge models, transmission mechanisms are not used, since the rod is in direct contact with the reading device.
The handle of the device is made of materials with low thermal conductivity. This is necessary to ensure that heat from your hands does not affect the measurement results. Rods are working elements that are fixed to the tip depending on the distance between the walls of the part being measured.
This is interesting! Rods are usually supplied with the device, which expands its measuring capabilities. They are made from hard steel grades, which is necessary to prevent the slightest deformation during measurements.
This is important to consider if you plan to make the rod yourself. There are no difficulties in this, since you need to select a suitable workpiece from hardened steel and cut a thread in it that matches the tip of the device.
There are two scales on the pointer indicator of the indicator pin. One scale is the main one (its division value is 0.001 mm), and it shows the relative deviation from the original position, and the second one serves to indicate the number of full revolutions of the main hand (one full revolution is equal to 1 mm).
Indicator-type devices are not designed to determine the exact dimensions of internal holes, but to identify the presence of deviations on the internal surface of the part along its entire length. The magnitude of their error ranges from 0.025 to 0.15 mm. Indicator bore gauges are classified into two types - mechanical or pointer and digital or electronic. Electronic devices are characterized by high accuracy and ease of use. Their main drawback is the price, which is 2 times higher than the cost of an analog device.
If it is necessary to obtain high-precision values, the NI-V device is used, which differs from classical models in the design of the measuring head. Its accuracy is 1 micron. Such tools are used specifically to make high-precision measurements of small holes.
This is interesting! The work of the relative bore gauge is to transmit the amount of force or degree of compression of the rod to the indicator pointer.
It is worth noting that there is no specific classification for the design of bore gauges. They are divided into two types - micrometric and indicator. Each type has its own subtypes, which differ in design and type of contact with the surface. They come in lever, cone, wedge, collet, ball, telescopic, with side jaws and others. In this material we will look at how to use a bore gauge (shtihmas) of the indicator and micrometric type, as well as what needs to be done before taking measurements, and what determines the accuracy of the results obtained.
Linear dimensions measurements
How to measure linear dimensions using a caliper? It all depends on the material of the part/workpiece. For rigid elements, the product is pressed tightly against some support plate, after which the measurement is taken with the external measuring jaws of the tool. You must first determine the suitability of the existing type of caliper for use. For example, the main measuring scale on the rod should be less than 25...30 mm longer than the part (taking into account the own width of the jaws). When using a depth gauge, this value is even smaller, since the length of the frame should also be taken into account (for the most common tools 0-150 mm and an accuracy of 0.05 to 0.1 mm, this parameter is taken to be at least 50 mm).
Read also: Threading machines
How to measure the cross-section of a wire with a caliper? Non-metallic products are flexible, and therefore significantly distort the result obtained in the usual way. Therefore, a rigid steel part (screw, nail, piece of rod) should be inserted into the cambric, and then the cross-sectional diameter of the wire should be determined using external jaws. Do the same if you need to find out the internal size of the wire.
Wire diameter measurement
The question - how to measure a chain with a caliper - is often asked by cyclists, since chain wear, defined as the distance between its adjacent links, makes it possible to decide whether to replace the product. The outer jaws are set at a distance of 119 mm and inserted into the link, after which they are stretched to the sides until further increase in size is impossible (to facilitate the work, the chain can be pre-loaded with a tensile force). The deviation from the original size will show actual wear, which must then be compared with the maximum allowable.
If you find an error, please select a piece of text and press Ctrl+Enter.
Vernier calipers belong to the class of universal high-precision measuring instruments. This device is designed to determine the external and internal dimensions of small parts, hole depths and other parameters. Knowing how to measure with a caliper, you can easily establish the linear values of any objects, including threaded connections on hardware.
Methods for measuring wire diameter
In order to calculate the cross-sectional area of a conductor, you need to know its exact diameter. There are several ways to measure wire diameter. These include measurements:
- Using a caliper: to do this, you need to understand the principle of operation of a caliper and be able to take readings from its scales. In this case, the use of an electronic measuring device allows you to simplify measurements - it will show the exact diameter value on its screen.
- Using a micrometer: This device gives a slightly more accurate reading than a mechanical caliper, but it also requires some skill to take correct and accurate readings.
- Using a regular ruler: this method is suitable for those who do not have measuring instruments such as a caliper or micrometer in their arsenal. Measuring the conductor diameter using a ruler will not be very accurate, but it will be possible to roughly estimate the diameter.
To measure the diameter of the conductor, first of all, it is stripped of insulation with a knife or stripper. Next, if a micrometer or caliper is used, the wire core is tightly clamped between the jaws of the device and the size of the conductor is determined using the scales of the device. When using a ruler, the insulation is removed to a distance of 5-10 cm and the core is wound around a screwdriver. The turns of the conductor should be pressed tightly against each other (approximately 8-20 turns). Next, the length of the wound section is measured and the resulting value is divided by the number of turns - you get a more or less accurate diameter value.
Measurements during the design and manufacture of threaded connections
The “bolt-nut” type connection is one of the most common in mechanics. When designing and manufacturing structures, the problem of how to measure a bolt with a caliper is often difficult.
Before starting work, it is worth remembering that the main dimensions of a bolt/nut are the length of the product and the diameter of the thread. A standard bolt of any design does not require such measurements. It’s a different matter when the bolt is made at home, or you need to measure the fastener without dismantling the connection. The following situations are possible here:
- Between the head and the opposite end of the rod there is a plane or part/plate, the dimensions of which do not allow the insertion of the measuring jaws of a caliper. In this case, using the main measuring scale and a depth gauge (sometimes called a “Columbic”), the height of the head, the thickness of the washer (if any), the thickness of the intermediate element and the height of the part protruding from the opposite side of the joint are determined. The obtained result is added up, and then, according to the tables of correspondence between the lengths of the rod and the “turnkey” dimensions that the bolt has, the standard size of the fastener is determined.
Measuring internal threads and imprinting threads
Thread pitch measurement
Vernier caliper device
The main elements of the tool with names are already shown above, but let's take a closer look. This video successfully shows various models and examples of working with them, and also explains what a caliper consists of.
Mechanical models
They differ in that all measurements are made by manually moving the elements and visually determining the readings using the measuring markings.
Depending on the design of the product, the scale may have different lengths (see table above) and, accordingly, the permissible measurement range. These numbers don't match. So, if the length of the marking of the tool rod is 14.5 cm (the digital designations may not be completely marked, as can be seen in the photo), then it can be used to measure a part or hole with a width/diameter/depth of up to 13...13.3 cm.
The accuracy of measurements is determined by the marking of the vernier - up to tenths or hundredths of a millimeter. The same number is indicated on the device itself in the form of a marking like this.
Each manufacturer, especially foreign ones, can give their own markings, so when purchasing a product it is better to check with the seller exactly where this marking is affixed and what it means.
When working with products manufactured in countries where the inch measurement system (English) is adopted, a caliper with an inch vernier marking in addition to the millimeter one may be more convenient.
Please note: in this case, there are inch markings not only on the vernier, but also on the rod, and the measurement accuracy is indicated separately for both measurement systems
Electronic (digital) calipers
In these devices, moving the jaws along the rod is also done manually, but the alignment of the scales and the issuance of measurements is carried out automatically, by tracking the movement of the vernier along magnetic marks.
The accuracy of measurements depends on the frequency of mark placement and tracking accuracy.
This is what the “inside” of a digital caliper might look like.
(Bottom photo shown at high magnification)
This is what the main part of the electronic device looks like up close.
Here, too, as you can see, there is a switch from the metric to the inch measurement system.
It is worth noting that when working with such a model, it is more convenient to look at the readings on the display; it is more difficult to properly track the position of the slider relative to the bar markings than in a mechanical device.
Marking calipers
They should be separated into a separate group, since with the help of this tool you can not only measure the required element of the product, but also transfer the size to another part. Their feature is the rigid fixation of the tool elements relative to each other after taking measurements - only in this case can the part be marked with the required accuracy.
This photo shows the SCRTI 200 - 0.1 model with needles. Let us recall that the letter “T” in the marking means the manufacture of sponges or, in this case, needles, from hard alloy.
Model ShTsKT-I-150 - 0.02 with a circular vernier, used mainly for measurements, but also for marking.
Model ShTsR 150 - 0.1 with a circular sponge breeding system.
Digital instrument ShTsTsRT 300 - 0.01 with circular jaw opening and accuracy up to hundredths of a millimeter.
How to work?
In order to operate a caliper correctly, you need to understand how to read the readings. Everything here is a little more complicated than with a simple ruler. The fact is that the instrument has two scales. The first (main) is the millimeter one. It provides initial measurement data. The second (also vernier) will help you measure parts with high accuracy. Even fractions of a millimeter can be recognized on it.
Vernier is 0.1 mm, so correct measurement can give a very accurate result. But each model of calipers may have a different pitch (one division). As a rule, the stride length is indicated slightly to the left on the scale itself.
Also, the vernier scale can be different in length. For some models, it reaches 2 cm (20 mm) from the main measuring scale, while for others it can be about 4 cm. The longer the length, the more accurate the secondary scale will give readings. Basically, modern calipers measure with an accuracy of up to 5 hundredths of a millimeter (0.05 mm), older devices have an accuracy of only one tenth of a millimeter (0.1 mm), which is half as much.
The caliper has two pairs of jaws: upper and lower. Some have only one, but these are already highly specialized types of devices. The outer width and height are measured with the upper pair of jaws. The bottom one takes measurements of the diameter and internal width of the part. The internal grooves must be pressed tightly inside the element so that there is no play and the diameter measurement is very accurate.
These jaws can be moved apart over a fairly large distance, so they can be used to measure the diameter, length, width and height of a pipe, large bearing, large parts and other types of spare parts. But the main advantage of a caliper is that it can determine the parameters of very small or thin objects. For example, you can use it to measure the cross-section of a cable, determine the width of a wire, nail, nut, bolt thread pitch, and much more.
When doing a lot of turning or metalworking work, a caliper is always used because of its convenience and versatility. But this device can also be used at a construction site.
Also, in addition to a pair of sponges, some models also have a depth gauge. With its help, you can easily measure depth, even for small parts. This device extends along with the measuring and vernier scale. The depth gauge line is very thin and fits comfortably into the back of the caliper. In order to measure the depth, simply lower this device all the way into the part (while placing it so that the part itself has support) and secure it on top using a clamping screw. After this, using the measuring scale, you can calculate the depth in the same way that length, height and other quantities are measured.
If you don't know what drill you used to make a particular hole, just measure the diameter. In general, a caliper can answer many questions, and after some work with the part being measured, you will be able to study it completely. The caliper may come with an instruction manual, so you can read it before using it for the first time.
If the caliper is corroded, treat it with a special rust remover. Just make sure that this product does not corrode the metal, because this can lead to the fact that divisions and steps on the measuring and vernier scales will not be visible.
There are also electronic types of calipers, but they must be handled more carefully. First of all, do not allow water or other liquids to come into contact with the device. A short circuit may occur in the electronic display, and you will not be able to find out the exact data.
Also, you should not measure anything that runs on electricity. This may throw off the scoreboard, and the results after measurement will be incorrect. Before starting work, check the device and press the ON button to turn on the caliper. After you have taken the readings and you need to take the measurement again, press the zero position button. The principle of switching on is approximately the same as that of a non-programmable calculator: after each operation, the value must be reset.
Also, in the electronic version of the caliper, it is necessary to change the power supply. To do this, open the protective cover and replace the battery. Also remember about polarity. If the battery is working, but the display still does not work, check whether the battery is inserted correctly.
Measurements of the dimensions of the pattern on the protectors
How to measure tire tread if you need to assess the degree of wear? A depth gauge will help, which takes measurements along the entire tire tread. It should be taken into account that wear is almost always uneven, and the number of measurements should be at least 3...5, and on evenly distributed areas of the tire tread for assessment. Before measurements, the tire should be thoroughly cleaned of dirt, dust and fragments of small stones stuck inside.
Sometimes you need to solve the problem of how to measure the tire tread with a caliper to determine the degree of uniformity of wear. This establishes the wear of the tread tires not only in depth, but also along the radius of transition from the circle of protrusions to the circle of depressions. They do this. The depth of the pattern on the new tire tread is measured, and then the linear size of the visually changed zone on the used part. The difference will determine the degree of wear and help you make the right decision about replacing the wheel.
All measurements are made with a depth gauge, which must be installed strictly perpendicular to the tire tread.
Measuring tread wear with a Columbian
Metric thread
The main difference between a thread of this type and similar ones is that only in a metric thread the profile angle is 60° (there are also threads with an angle of 55° and 47°).
Metric threads are used everywhere, including in metric fasteners. Due to its widespread use, it was necessary to create an impressive number of varieties in order to adapt this universal thread to different situations.
Screen thread gauge for Android
Even an ordinary smartphone can replace a thread gauge in everyday life. To do this, you need to download the Android application “Thread pitch meter. Thread gauge" from the developers of the Smart Tools toolkit. Simply apply a screw to the screen, look for the exact match of the turns and find out the pitch. Various types of threads are available in the mobile application: metric, inch and pipe standards.
Screen thread gauge for Android
As for inch and metric threads, there are approximate matches. But it’s hard to imagine how you would try to screw a 1/2″-20 UNF bolt into an M12x1.25 hole. As for the M14x1.25 thread, yes, everything is correct.
Evgeniy Guryevich, 1) On threading tools, as well as in reference tables, it is indeed customary not to use the “X” sign. But not in the designation of LARGE, but MAIN THREADS. In practice, many foreign manufacturers still provide full markings of the thread size, for example 12x1.75, both on the tool and on the packaging with fasteners. Soviet and Russian companies producing cutting tools also often “sin” with this. You don’t have to look far for examples - this is the former Sestroretsk tool plant, the German company Reyher. This is done mainly so that the user does not have doubts about the correct choice of the product. It's no secret that most salespeople in stores, mechanics in factories, and sometimes even designers don't know (don't remember) the pitch table for not only small threads, but also major threads. In these cases, detailed size markings help.
Measuring tool Vernier caliper, instructions for use.
A caliper is a high-precision instrument used to measure external and internal linear dimensions, depths of holes and grooves.
It is not possible to measure the diameter of a drill or hole or the dimensions of other small parts with sufficient accuracy using a ruler. In such cases, you need to use a caliper, which allows you to measure linear dimensions with an accuracy of 0.1 mm. Using a caliper, you can measure the thickness of sheet metal, the internal and external diameters of a steel pipe, the diameter of a drilled hole, its depth and other measurements.
There are several subtypes of different calipers depending on the size, design features and principle of operation.
This is the simplest and most popular model of the device, which is widely used in industrial production. It is called “Columbus” after the name of the manufacturer’s company, which produced the instrument during wartime (Columbus). At one time, calipers were supplied en masse to the industry of the USSR. Hence the established “everyday” word “Columbus” or “Colombic”.
The device can measure internal and external dimensions and depth. The measurement interval is from 0 to 150 mm. The measurement accuracy reaches 0.02 mm.
This digital measuring tool model has a similar design to the classic caliper. Measurement interval 0-150 mm. One of its advantages is higher measurement accuracy due to the presence of a digital indicator.
The convenience of using such a digital device is that the indicator can be reset to zero at any measurement point. You can also easily switch from metric to inch with just one button.
Geometric parameters
Let's consider the geometric parameters that characterize the main elements of metric threads.
The nominal thread diameter is designated by the letters D and d. In this case, the letter D refers to the nominal diameter of the external thread, and the letter d refers to a similar parameter of the internal thread. The average diameter of the thread, depending on its external or internal location, is designated by the letters D2 and d2. The internal diameter of the thread, depending on its external or internal location, is designated D1 and d1. The inside diameter of the bolt is used to calculate the stresses created in the structure of such a fastener. The thread pitch characterizes the distance between the crests or valleys of adjacent threaded turns. For a threaded element of the same diameter, a basic pitch is distinguished, as well as a thread pitch with reduced geometric parameters
The letter P is used to denote this important characteristic. The thread lead is the distance between the crests or valleys of adjacent turns formed by the same helical surface. The progress of the thread, which is created by one screw surface (single-start), is equal to its pitch
In addition, the value to which the thread stroke corresponds characterizes the amount of linear movement of the threaded element performed by it per revolution. A parameter such as the height of the triangle that forms the profile of the threaded elements is designated by the letter H.
Metric thread diameters (mm)
Complete table of metric threads according to GOST 24705-2004
GOST 8724 This standard contains requirements for the parameters of the thread pitch and its diameter. GOST 8724, the current version of which came into force in 2004, is an analogue of the international standard ISO 261-98. The requirements of the latter apply to metric threads with a diameter of 1 to 300 mm. Compared to this document, GOST 8724 is valid for a wider range of diameters (0.25–600 mm). At the moment, the current edition of GOST 8724 2002, which came into force in 2004 instead of GOST 8724 81. It should be borne in mind that GOST 8724 regulates certain parameters of metric threads, the requirements for which are also specified by other thread standards. The convenience of using GOST 8724 2002 (as well as other similar documents) is that all the information in it is contained in tables, which include metric threads with diameters within the above range. Both left-handed and right-handed metric threads must meet the requirements of this standard.
GOST 24705 2004
This standard stipulates what basic dimensions a metric thread should have. GOST 24705 2004 applies to all threads, the requirements for which are regulated by GOST 8724 2002, as well as GOST 9150 2002.
GOST 9150
This is a regulatory document that specifies the requirements for the metric thread profile. GOST 9150, in particular, contains data on what geometric parameters the main threaded profile of various standard sizes must correspond to. The requirements of GOST 9150, developed in 2002, as well as the two previous standards, apply to metric threads, the turns of which rise from the left upward (right-handed type), and to those whose helical line rises to the left (left-handed type). The provisions of this regulatory document closely echo the requirements given by GOST 16093 (as well as GOSTs 24705 and 8724).
GOST 16093
This standard specifies the tolerance requirements for metric threads. In addition, GOST 16093 prescribes how metric type threads should be designated. GOST 16093 in its latest edition, which came into force in 2005, includes the provisions of the international standards ISO 965-1 and ISO 965-3. Both left-hand and right-hand threads fall under the requirements of such a regulatory document as GOST 16093.
§ 17. Measuring the dimensions of parts using a caliper
When manufacturing parts from thin sheet metal and wire, you can use the simplest control and measuring tools: a ruler, a bench square, etc. To measure and control parts with greater accuracy, calipers are used. They are designed to measure the external and internal dimensions of parts and the depth of holes, grooves, and grooves. Vernier calipers come in different types and differ in the range and accuracy of measurement.
Figure 63 shows the ShTs-1 caliper with measurement limits from 0 to 125 mm and accuracy of 0.1 mm. It consists of a rod 1 having a scale of 6 with millimeter divisions. A movable frame 4 moves along the rod, which can be secured in the desired position with a clamping screw 3. A depth gauge 5 is attached to the frame.
Rice. 63. Caliper ШЦ-1: 1 — rod; 2 - jaws for internal measurements: 3 - clamping screw for fixing the frame; 4 — movable frame; 5 — depth gauge; 6 — rod scale; 7 - vernier; 8 — sponges for external measurements; 9 - measured parts
The lower jaws 8 are used to measure external dimensions, the upper 2 are used to measure internal dimensions. A depth gauge measures the depth of grooves and holes.
How is it possible to measure tenths of a millimeter if the caliper scale has millimeter divisions? For this purpose, an auxiliary scale called vernier 7 is used. The length of the vernier is 19 mm. The vernier is divided into 10 equal parts, therefore, the price of each division is 1.9 mm.
With the jaws closed, the zero strokes of the scale of the rod and the vernier coincide (Fig. 64), and the tenth stroke of the vernier is combined with the nineteenth stroke of the millimeter scale.
Rice. 64. Bar scale and vernier
Please note that the first line of the vernier does not reach the second line of the rod scale by exactly 0.1 mm (2 – 1.9 = 0.1). This allows measurements to be taken with an accuracy of up to 0.1 mm
When measuring with a caliper, an integer number of millimeters is counted on the millimeter scale of the rod to the zero line of the vernier. Tenths of a millimeter - on the vernier scale from the zero mark to the vernier stroke that coincides with any stroke of the millimeter scale (Fig. 65).
Rice. 65. Examples of measuring with a caliper. The position of the rod and vernier scale when measuring dimensions: a - 0.4 mm; 6 - 6.9 mm; in — 34.3 mm
Remember!
A caliper is an expensive measuring tool that requires careful handling.
Rules for handling vernier calipers
Before starting work, wipe the caliper with a clean cloth to remove grease and dust.
Do not clean the tool with sandpaper or a knife.
Do not place the tool on heating devices.
Only clean parts without burrs, burrs or scratches can be measured.
The jaws of the caliper have sharp points, so you need to be careful when measuring.
Do not allow the caliper jaws to become distorted. Fix their position with a clamping screw.
When reading the readings on the measuring scales, hold the caliper directly in front of your eyes.
In enterprises, calipers are one of the main measuring tools. It is used by workers of various specialties and supervisors of machine tools and plumbing operations. Currently, calipers with digital indicators (battery powered) are increasingly used, allowing parts to be measured with an accuracy of 0.01 mm.
Getting to know the professions
The controller of the technical control department (QCD) is a specialist who is responsible for the quality of manufactured parts at the enterprise. He's keeping an eye on it. so that the manufactured parts exactly correspond to the drawings. This is a very responsible job, since if a defective part that does not correspond to the drawing gets into the product, the product will quickly fail. Quality control inspectors must know the rules for setting up and regulating instrumentation and instruments, methods for checking the quality of surfaces, rules for accepting parts, etc.
Laboratory and practical work No. 17
Measuring the dimensions of parts with a caliper
- In your workbook, complete the sketch of the stepped roller given by the teacher (Fig. 66).
- Measure each bead size with a caliper and record the results in millimeters in a table.
- Put the resulting dimensions on the sketch made in your workbook.
Rice. 66. Sketch of the “stepped roller” part (to paragraphs 1-3)
Testing your knowledge
- What are the main parts of a caliper?
- How many measuring scales does a caliper have?
- What measurements can you take with a caliper?
- How many times is the accuracy of measurement with a caliper greater than the accuracy of measurement with a ruler?
- How do you use a caliper to measure whole and tenths of a millimeter?
All about reinforcement diameter
Manufacturers of fittings often use worn-out equipment, and the fittings are produced slightly larger than the required diameter.
Manufacturers of fittings often use worn-out equipment, and the fittings are produced slightly larger than the required diameter. According to the tolerances, it passes, and the total tonnage corresponds, but in terms of linear meters there is a shortage. In the search for these meters, time is lost, the project stops and a feeling of deception remains.
When trying to determine the diameter of the reinforcement, it should be taken into account that the cross-sectional shape of the reinforcing bar is more reminiscent of an ellipse than an even circle. Therefore, by measuring a rod in different places, a person gets a series of numbers. In addition, when taking measurements along the body of the rod and along the ribs, the difference in indicators is several millimeters.
This confuses the calculations.
How to determine the diameter of the reinforcement?
The size should be viewed in the accompanying documents. In them, manufacturers indicate the so-called nominal diameter of the reinforcement; it is called the reinforcement number. This indicator indicates the size of the rod from which this piece of reinforcement was made (taking into account some assumptions).
That is, the profile number of the original workpiece is comparable to the nominal diameter of the finished product. As a result, you can do the following (you will need a caliper):
- Measure the body of the rod.
- Measure the diameter of the protruding ribs.
- Sum the indicators and divide the result by 2.
Many people do this. They get an average number that suits everyone.
The non-professional option works at the everyday level, since professionals don’t ask such questions. For such calculations, the following expressions are appropriate: “maximum diameter of reinforcement” and “minimum diameter of reinforcement.”
These are exactly the two indicators that were obtained when measuring the body and edge of the rod.
Using these figures, a table was developed that specifies the minimum and maximum dimensions and what nominal diameter of the reinforcement they correspond to.
Diameter of fittings. Diameter ratio table
| nominal diameter | maximum diameter | minimum diameter |
| 6 mm. | 6.57 mm. | 5.57 mm. |
| 7 mm. | 7.75 mm. | 6.75 mm. |
| 8 mm. | 9 mm. | 7.5 mm. |
| 9 mm. | 10 mm. | 8.5 mm. |
| 10 mm. | 11.3 mm. | 9.3 mm. |
| 12 mm. | 13.5 mm. | 11 mm. |
| 14 mm. | 15.5 mm. | 13 mm. |
Reinforcement weight
When selling reinforcement, the price is indicated per ton of product. When starting a small-scale construction, a person calculates the footage of the rod required for the project.
Any fittings that comply with GOST have fairly accurate weight indicators per 1 linear meter of rod. This data is also included in the table and is actively used at metal depots.
The ratio of minimum, maximum and nominal diameters corresponds to a specific weight indicator. This helps determine the weight of the reinforcement by diameter.
Foundation reinforcement diameter
Having prepared a trench to accommodate the supporting base of the object under construction, it is time to calculate the required diameter of the reinforcement. You can, of course, take a thicker rod and a larger quantity. But this will increase the cost of materials and leave the impression of amateur performance.
It's better to do it according to science
In addition, there is everything necessary for this. And first of all, the table.
| No. of fittings | Number of bars and cross-sectional area | |||||
| 1 PC. | 2 pcs. | 3 pcs. | 4 things. | 5 pieces. | 6 pcs. | |
| 6 | 28.3 mm2 | 57 mm2 | 85 mm2 | 113 mm2 | 141 mm2 | 170 mm2 |
| 8 | 50.3 mm2 | 101 mm2 | 151 mm2 | 201 mm2 | 251 mm2 | 302 mm2 |
| 10 | 78.5 mm2 | 157 mm2 | 236 mm2 | 314 mm2 | 393 mm2 | 471 mm2 |
| 12 | 113.1 mm2 | 226 mm2 | 339 mm2 | 452 mm2 | 565 mm2 | 679 mm2 |
It is necessary to measure the future foundation and calculate its cross-sectional area. If we take the height and width of 600 and 500 mm. The multiplied values will give a result of 300,000 mm2. For such a foundation, the cross-sectional area of the reinforcing bars from the cross-sectional area of the foundation will be 0.1%. That is, 300,000: 100 x 0.1 = 300 mm2. This is the cross-sectional area of all the rods. The nearest readings in the table suggest a value of 302 mm2. Which corresponds to 6 rods No. 8. Transverse reinforcement can be less thick, but not less than 6 mm. It's better to take the same 8 mm. Using tables, you can effectively calculate the parameters of the future foundation and not incur unnecessary costs.
New Product Notifications
I want to receive
Measuring threads using the three-wire method
The three-wire method is mainly used to control the average thread diameter. The diameter values are determined by placing wires of the same diameter on the cavities of the threaded connections. The size of the resulting structure is measured with a micrometer. The final result of the calculations can be greatly influenced by the profile error. To eliminate this error, it is necessary to place the wires on the profile so that they are connected at the level where the width of the depressions is equivalent to the width of the protrusions. The wires must lie as follows: 1 wire is placed on the depression on the left side, and the other 2 wires are placed on the depressions on the opposite side
It is important that during measurements the part was not deformed and the wires were not bent
In addition, the scope of application of the three-wire method is to control the diameter of trapezoidal threads. Only in this case, the part is checked using three special rollers.