Услуги металлообработки на заказ
Современная металлообработка деталей — востребованная и активно развивающаяся индустрия. Благодаря ей безликая заготовка способна приобрести практически любые формы. Для проведения этих операций всё реже применяется ручной труд: основные работы выполняет оборудование с программным управлением.
Компании-поставщики и производители металлообработки в России, Москве и Московской области
Список компаний, предлагающих услуги металлообработки, поистине безграничен. В каждом регионе за нее готовы взяться предприятия разного масштаба, опыта работы на рынке и квалификации. Информацию о них, в том числе и по обработке металла в Москве, можно найти в каталогах поставщиков и на персональных сайтах.
Расчет раскроя металла, минимизация отходов
Первый этап – формирование карты раскроя. Это схема расположения контуров деталей (заготовок) на листовом металле. Делается в ручном режиме, либо с использованием программных комплексов. Последний вариант предпочтителен, так как карта раскроя получается оптимальной. Это важно для потокового производства, когда нужно учитывать деловые остатки, которые уменьшат объем невозвратных отходов.
Принципы формирования карты раскроя металла.
- Размещение однотипных заготовок позволяет использовать материал максимально эффективно.
- Сначала размечаются габариты длинных и широких деталей, затем остальные заготовки заполняют свободное пространство.
- Совмещение контуров для оптимизации порезки, меньше проходов резака или лазерной головки.
- Технологическая ширина реза. Для тепловой обработки она составляет 3-5 мм от фактической ширины. При механическом раскрое не учитывается.
- Чем больше стальной лист, тем выше коэффициент использования. Это отношение площади заготовок к площади листа.
Учитывается, какой станок или другое оборудование выбрано для раскроя металла. Основной параметр – максимальная и минимальная ширина реза, возможность изменения этой величины. Основание для выбора технологии – требования к качеству получаемой заготовки. Так, для высокоточного производства важно отсутствие конусности среза, либо минимальное значение этого параметра.
Важно: для изготовления деталей разной толщины рекомендуется составлять несколько карт, а также рассчитывать параметры оборудования. Это нужно для оптимизации процесса, повышения скорости обработки, качества изделий.
Услуги металлообработки в Москве
По количеству услуг металлообработки Москва, как правило, опережает Подмосковье и другие регионы России. Увы, это относится и к ценообразованию: иногда заказчику кажется, что лучше потратиться на транспортные расходы и найти обработку металла на заказ в соседней области, чем обращаться в крупные столичные компании.
Причина в том, что обработка металла по Москве часто основана на услугах посредничества. Не имея в арсенале необходимого оборудования, предприятия средней руки заказывают часть операций на других производствах. Соответственно увеличивается и стоимость работ.
gallery
Отрезка (разрезка) — разделительная операция, которая выполняется с помощью ручных ножниц для металла, гильотинных стуловых ножниц (для материала толщиной свыше 1,5 мм) или зубила. Вырубка — операция отделения какой-либо фигуры от листовой заготовки. Для осуществления этой операции на очищенную поверхность металлического листа наносят рисунок (можно через копировальную бумагу) или готовят шаблон и приклеивают его на лист.
Если рисунок симметричный, то вычерчивают его на предварительно размеченную поверхность листа и обводят чертилкой (тонкий, острозаточенный стальной стержень). После этого перемещают фрагмент на определенный угол, опять обводят и так до тех пор, пока не будет получен весь рисунок. Когда рисунок полностью нанесен на металлический лист, то ножницами начинают его обрезать. Если рисунок сложный, то в узловых местах можно предварительно просверлить отверстия диаметром 3 — 5 мм или процесс обрезки проводить частями — от наиболее простых участков к сложным. В тех случаях, когда невозможно вырезать весь контур рисунка ножницами, применяют различные по размерам и форме режущей кромки зубила, а затем дорабатывают контур надфилями.
Просечка — образование внутренних отверстий различных форм в, заготовке, обычно осуществляется зубильцами с Прямым или радиусным лезвием. Большие формы могут вырезаться специальными криволинейными ножницами. Просечка и вырубка — основные операции при изготовлении просечных железных украшений из кровельного железа или из тонкой листовой меди и даже из толстой полосы.
Просечный металл начиная с XVI в. широко применяется при украшении бытовых предметов (сундучков, подголовников, замков, осветительных приборов и т.д.), а также в сельской и городской архитектуре. Подзоры из просечного металла украшают свесы крыш и фронтонов изб, дворцов и соборов; ажурные коньковые решетки завершают гребни крыш, дымится в виде башенок и ваз прикрывают дымовые трубы. Кроме того, техника просечки широко использовалась при изготовлении, оковок сундуков, личинок и секирных замков и ключей, холодного оружия и т.д.
Рисунок просечного металла был аналогичен рисунку пропильных орнаментов на деревянных наличниках и свесах и содержал в основном растительные мотивы и повторяющиеся геометрические элементы в виде кругов, треугольников, червонок, различных завитков.
Коньковые решетки обычно завершались довольно пышной композицией из характерных для русских орнаментов «коньков», «петухов» или «драконов». Декоративность избы или здания подчеркивалась красиво оформленными водосточными трубами. Навершия труб оформлялись в виде ваз, корзин с цветами или пышной короны; сами трубы имели круглую или граненую форму сечения, а слив выполнялся в виде раскрытой пасти дракона.
Навершиями из просечного металла украшались дымовые трубы, столбы ворот и калиток. Технология изготовления различных элементов из просечного металла несложная, но требует кропотливого труда и навыков работы с жестью. Первоначально следует подобрать или придумать рисунок и форму готового изделия. При этом очень важно учитывать масштабность и удаленность. Если необходимо украсть просечным металлом дом, отдельную беседку, ворота, то надо продумать стиль рисунка всей композиции.
Плоские изделия из просечного металла уже готовы к установлению на места, а объемные — дымники, навершия и др. — предварительно собирают в единое целое, что требует высокой техники жестяных работ, а затем устанавливают на места. Отдельные элементы соединяют между собой специальным замком — фальцем: одиночным или двойным. При соединении цилиндрических и конических элементов используют кольцевые фальцы (стоячие или лежачие).
При изготовлении сливных труб используют цилиндрические звенья, а также коленные изгибы под прямым или тупым углом. Разметка воронки л коленных элементов проводится как развёртка поверхности усеченных конуса и цилиндра. При жестяных работах используют специальные молотки, киянки (деревянные молотки), ножницы для металла и толстый металлический стержень квадратного или круглого сечения, укрепленный на верстаке в горизонтальном положении.
При изготовлении дымников необходимо помнить, что кроме эстетических и декоративных они должны выполнять и основные свои функции — предохранять кирпичную трубу от разрушения в результате действия дождей и ветра; не допускать попадания влага внутрь трубы и способствовать созданию хорошей тяга. Разрубка и надрубка широко применяются при изготовлении художественных изделий. Эти операции производятся как на наковальне, так и в тисках. При разрубке листового металла на наковальне под заготовку необходимо подкладывать лист из железа или меди, чтобы не испортить лезвие зубила при соприкосновении с закаленной поверхностью наковальни.
Гибка заготовок на прямой угол может осуществляться в тисках, на ребре наковальни или в специальной оправке. Гибка завитков и спиралей может осуществляться на коническом роге наковальни или с помощью различных приспособлений. Скручивание заготовки вдоль оси осуществляется специальным воротком или просто газовым ключом при зажатом втором конце заготовки в тисках. Если необходимо получить большое число одинаково закрученных заготовок, то вначале на мерную заготовку надевают трубу и процесс закручивания идет до тех пор, пока ключ не упрется в трубу. При выполнении всех процессов, связанных с гибкой, завивкой или скручиванием, следует иметь в виду, что холодный металл пружинит (т.е. немного распрямляется или раскручивается). Поэтому необходим учитывать угол пружинения или угол раскрутки. Процесс скручивания используется и при изготовлении «фонариков», для чего полосу разрубают в одной плоскости, а квадратный пруток — в двух плоскостях В некоторых случаях фонарик можно изготовить и из четырех сваренных вместе круглых или квадратных заготовок.
Этими способами холодной обработки листовых материалов изготовляют изделия из золота, серебра, меди, железа: различные украшения, всевозможную посуду — миски, чашки, ложки, кубки, кувшины, кумганы и самовары; боевые доспехи — щиты, шлемы, брони «дощатые», наручи, рыцарские латы, различные архитектурные элементы — шары, навершия, детали оформления куполов, металлическую скульптуру. Основной инструмент при дифовке — разнообразные по форме, массе и материалу молотки, а при выколотке — и всевозможные опорные инструменты: маленькие наковальни, шпераки, всевозможные подкладные опорные инструменты, вставляемые в основную наковальню; стойны, вбиваемые в наземные чурбаки, кобылины, которые при работе сидя подкладывают под себя, а второй конец используют в качестве опорного инструмента.
Принцип дифовки заключается в том, что при ударе по листовому металлу молотком происходит местное сплющивание металла, т.е. уменьшается его толщина, но увеличивается площадь (или длина). Таким образом, если взять круглую плоскую заготовку, положить на наковальню и начать обрабатывать молотком ее центральную часть, то лист начнет изгибаться и приобретать форму сферы. Концентрируя удары в определенных местах и применяя разнообразный подкладной инструмент, можно получать изделия различной формы.
При глубокой вытяжке по краям заготовки образуются гофры, которые при последующей обработке необходимо «посадить», т.е. распрямить. Процессом образования гофр можно управлять, если предварительно наметить их круглогубцами или с помощью специальных молотков и оправок. При этом надо следить, чтобы гофры были низкими и широкими и не завалены в какую-либо сторону. Необходимо обращать внимание на чистоту рабочей поверхности и инструмента. Ударная поверхность молотка и опорная поверхность наковальни и оправок должны быть отшлифованы и отполированы, чтобы на поверхности металла не образовывались риски и вмятины, которые при дальнейшей обработке могут привести к разрыву изделия. Известно, что по мере обработки металлическим молотом лист нагартовывается (наклёпывается), т.е. поверхность его упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе можно применять молотки с плоским или фигурным бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления сроков службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком.
Текстолитовые и резиновые молотки, а также молотки со вставками из красной меди, алюминия или свинца не оставляют следов удара. Мастера-дифовщики используют при работе свыше 100 различных молотков, большое число опорных и подкладных инструментов: молотки-наводильники — для посадки гофров, гладильники — для выглаживания поверхности, шаровые — для создания сферических поверхностей, шеечные — для обработки «шеек» ваз, кубков и других торовых поверхностей; опорные и подкладные инструменты: наковальни, разнообразные шпераки, массивные стойки (амбузы) с выпуклой поверхностью, различные скребки для загибки, подсечки и клепки швов. При работе опорный и подкладной инструменты устанавливают в гнезда основной наковальни или зажимают в стуловых тисках, а иногда вбивают непосредственно в деревянный чурбан или землю.
Для создания монументальных скульптур, а также различных декоративных бытовых изделий применяют выколотку по моделям или1 шаблонам (металлическим, каменным или деревянным). Предварительно определяют, на какие элементы должна быть разбита вся форма, затем делают раскрой металла (с учетом вытяжки и посадки) и после отжига по модели начинают выколачивать форму молотками.
При сложных формах заготовку в процессе работы отжигают несколько раз и снова обколачивают на форме. После выколотки всех элементов формы их подгоняют друг к другу, обрезая ножницами и опиливая напильниками края, а затем сваривают их встык или соединяют фальцем. По мере выколотки и сборки изделия элементы модели удаляются, а само изделие укрепляется (если это монументальная скульптура) специальным каркасом. Следует отметить, что после окончания всей сборки необходимо обработать напильником все швы и довести поверхность до высокого качества. Выколоткой изготовлялись в старину и корпуса самоваров.
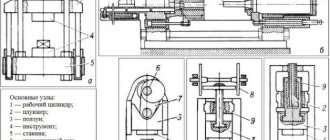
Изготовление тазов, чайников, мисок, подносов, кувшинов и кумганов значительно проще, чем самоваров. Неглубокая вытяжка с помощью разнообразных молотков и оправок не требует применения пайки, а изготовление сложных изделий, таких, как кувшины, кумганы, кубки, требует еще и пайки. Для изготовления изделий из листа применяют опорный инструмент: стойно — толстый металлический стержень, вбиваемый в деревянный чурбак или землю, на котором загибают края изделия; желобильню — чугунную плиту с углублением для выгиба краев днищ у чайников, ведер и других подобных изделий; осадку и ожимку — толстые металлические стержни длиной 200-250 мм с углублениями на концах для осадки и оформления головок заклепок. Наряду с ручной технологией изготовления существует способ обработки листовых материалов из золота, серебра, меди и других, пластичных металлов на давильных станках.
Для изготовления на давильных станках изделий, горловина которых имеет меньший диаметр, чем основание (или середина), необходимо применять разборные шаблоны и после окончания работы вынимать их поэлементно из сосуда.
Художественный кованый металл практически всегда сочетался с другими материалами, но наиболее часто -г с деревом. Мощные кованые жиковины своей формой и рисунком перекликались с орнаментацией ворот или калитки; рукоятки, личинки, секирные замки и различные щеколды также повторяли узоры деревянных предметов и составляли единую композицию из металла и дерева….
Подробнее в статье «Кованный металл в сочетании с деревом, стеклом, керамикой и камнем» Навроцкий А.Г. «Художественная ковка»
Услуги металлообработки по видам работ
По способу воздействия на материал металлообработку под заказ можно условно разделить на:
- механическую. К ней относятся токарные, фрезерные, резальные, зуборезные, точильные, шлифовальные и прочие работы;
- обработку давлением (ковку, штамповку);
- химическую — обработку поверхности заготовки химикатами (азотом, бором, хромом и др.). Применяется для любых металлов и сплавов, в том числе для металлообработки нержавейки;
- термическую. К ней относятся операции по отжигу, закалке, старению металла;
- электрическую (анодирование);
- художественную (гравировка, литье, чеканка и пр.).
Задачи раскроя металла
Основные функции процесса – получение качественных заготовок при минимальных объемах отходов. Основание размечают на контуры требуемых изделий (заготовок). Затем с помощью инструмента (оборудования) происходит резка. Правильный раскрой листового металла начинается с формирования технических требований к процессу.
Что нужно учитывать:
- Качество кромок – ровность реза, минимальное количество дефектов, отсутствие поверхностного или внутреннего натяжения.
- Скорость выполнения. Зависит от выбранной технологии резки – механическая, лазерная или плазменная.
- Расчет отходов. Учитывают технологические потери (стружка, оплавление и испарение материала) и раскроя (металл, расположенный между контурами заготовок).
- Составление карты раскроя. Влияет на объем отходов, и скорость обработки.
К конечным изделиям (заготовкам) могут предъявляться дополнительные требования. Они описаны в нормативных документах и являются частью технологического процесса. В частности – допустимые отклонения в размерах.
Важно: точный раскрой листа металла влияет на конечную себестоимость продукции. Последняя складывается из затрат на порезку, отходов и трудоемкости процесса.
Предприятия по металлообработке в Московской области
Металлообработка в Московской области всё активнее заполняет нишу столичного рынка услуг. Производства Подмосковья готовы предложить практически те же виды работ, но по более комфортной стоимости. Однако кажущуюся экономию могут “съесть” транспортные расходы.
Кредо нашего цеха — металлообработка на заказ в Москве по выгодным для клиента ценам. Причем настолько демократичным, что в числе наших постоянных заказчиков много предприятий Московской и соседних с ней областей.
Преимущества
Не смотря на то, что тема включает широкий спектр технологий, можно выделить ряд общих преимуществ и ограничений использования листового материала.
+ Разнообразие Обработка листового материала – это большой выбор технологий для производства сложных деталей путем вырезания, сгибания, формования и соединения листа. При этом материалы с различными характеристиками — стойкие к атмосферным факторам, коррозии и механическому воздействию, обеспечивают применение изделий в любой области.
+ Технологичность Листовой металл позволяет изготавливать прототипы и детали с высокой скоростью и точностью, сохраняя возможность тестирования и внесения изменений в процессе. Приближаясь к большому объему изделий, листовой металл становится эффективен в стабильном результате, высокой производительности и низкой стоимости готовой детали.
+ Износостойкость Учитывая небольшой вес конечных изделий, листовой металл показывает великолепные прочностные характеристики, которые сохраняются в процессе производства, а отсутствие сварных швов снижает риск коррозии и увеличивает срок службы деталей.
Услуги по обработке металла
Мы предлагаем полный цикл металлообработки деталей — составление технической документации, любые виды операций над заготовками и, конечно, финишные работы — такие, как нанесение покрытий. В нашем цехе имеется полный комплект техники для решения этих задач: от фрезерных и токарных машин до лазерных станков и аппаратов порошковой покраски.
Трехмерная металлопечать — будущее металлообработки
Но даже сегодняшнее современное оборудование, на котором выполняется металлообработка под заказ, — не последнее слово в индустрии. В мире всё активнее внедряется технология 3d металлопечати, при которой возможно создать любую заготовку сразу после компьютерного моделирования. Для реализации проекта требуются лишь оснащение цеха принтером, дебитером и печью. Когда эта технология внедрится в производство, может произойти настоящая революция в услугах по обработке металла.
Что такое листообработка металла
Листообработка
металла – это совокупность технологических мероприятий, направленных на создание готового изделия из листовых заготовок. К листообработке относятся резка, гибка, штамповка, перфорирование, сварка металла.
Листообработка в разных случаях может иметь свои особенности, но основные ее этапы следующие: проектирование, составление программы производства, раскрой металла, гибка, сварка заготовок, финишная обработка, покраска и сборка изделия.
Итак, листообработка – это целый этап в изготовлении продукции, производимой из листового материала, начиная от проектирования и разработки производственной программы и завершая сборкой, покраской и отделкой.
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.