При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Как сварить уголок под 90 градусов
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Нюансы сварки угловых соединений
- Дата: 26-07-2015
- 480
- : 51
Сегодня сварка угловых соединений становится неотъемлемой частью работ. Здесь подразумевается использование самого разнообразного оборудования и методов.
Качество напрямую зависит от диаметра трубы, ее положения в пространстве, а также от мощности. В любом случае работу стоит производить электродом, диаметр которого составляет 3 мм, а максимальный ток — 90-110 А.
Способы могут быть разнообразными, но они должны применяться в каждом конкретном случае в своем виде.
Для работы со сварочным аппаратом используйте защитный шлем и перчатки.
Приварка пластины к трубе вертикального положения: особенности
В данном случае технология сварки угловых соединений подразумевает соединение под углом сзади. При этом первый валик должен быть по полноте нормальным, с максимальным проплавом и минимальным по сечению.
Второй валик должен выполняться электродом, диаметр которого составляет 4 мм. При этом рабочий ток выбирается средней величины или максимальной. Все зависит от диаметра соединяемых деталей.
Замки двух валиков не должны соединяться друг с другом.
В зависимости от того, какой был выбран катет, технология сварки угловых соединений может различаться. От этого напрямую зависит величина дуги и скорость перемещения электрода.
Третий валик выполняется на основание.
Перед сваркой нужно произвести чистку материала.
При этом в обязательном порядке нужно предварительно произвести чистку материала. С его поверхности удаляются все шлаки. На третий, соответственно, накладывается четвертый.
Делается это до тех пор, пока на наружной поверхности не образуется необходимый параметр шва. Технология наложения третьего, четвертого и пятого валиков ничем не отличается друг от друга.
Здесь сварка производится предварительно на поверхности, а затем необходимо сделать подрезку.
Заключительный валик выполняется без подрезов непосредственно к вертикальной стенке. Для этого нужно выполнить некоторые условия. На площадке последнего валика в обязательном порядке должен оставаться минимальный зазор.
Пятый слой накладывается электродами, диаметр которых составляет 3 или 4 мм. Здесь все зависит от толщины свариваемых материалов.
Итак, технология сварки угловых соединений в данном случае подразумевает использование нескольких слоев, каждый из которых накладывается на предыдущий.
Как приварить пластину к горизонтальной трубе: рекомендации
Технология варки угловых соединений в данном случае будет несколько отличаться от той, которая была описана выше. Труба должна быть разделена вертикальной осью на 2 участка, а те, в свою очередь, на 3 положения или зоны. Они носят название потолочная, вертикальная и нижняя.
Сварка углового соединения (таврового типа).
Каждый отдельный участок при этом сваривается относительно потолочного положения. Первый корневой валик стоит расположить от следующего участка на расстоянии 15-20 мм. Сварка ведется посредством электродов, имеющих диаметр 3 мм. Работать лучше на максимальных токах. Так процесс будет более эффективен.
Сначала работа после перехода через осевую производится углом назад. После этого производится постепенное выравнивание положения электрода под углом в 90 градусов. После этого плавно совершается переход на сварку назад. Заканчивается валик на вертикальной осевой.
Корневой валик второго участка делается по той же самой технологии.
Стоит отметить некоторые нюансы работы. Корневой валик на всем участке должен выполняться на одном и том же сварочном токе. При этом диаметр электрода тоже должен быть одинаковым. Можно использовать как модели, имеющие диаметр 3 мм, так и модели, которые имеют диаметр 4 мм. Здесь все зависит напрямую от толщины металла.
Если говорить о потолочном положение, то оно выполняется узкими валиками. По всей ширине вертикального положения работа ведется на том же токе, что и при потолочном положении. При этом обязательно нужно производить манипулирование. Оно необходимо для того, чтобы существовала правильная жидкая ванна, которая способствует формированию шва правильной формы.
Сварка углового соединения: 1 — сварка в симметричную лодочку, 2 — сварка в несимметирчную лодочку.
Сварка в один проход производится до тех пор, пока не станут возникать проблемы с формированием шва и валика от вертикальной плоскости до крайнего нижнего положения. Если такая ситуация начала возникать, то стоит переходить к формированию двойного слоя. При этом используются те же самые электроды, что и ранее.
Следующий валик формируется чуть ниже данного положения, то есть чуть ниже того места, где производился переход от одного слоя к двум. Это расстояние чаще всего определяется 5-6 мм. В этом случае не обойтись без манипулирования электродом. Очень важно на данном этапе создать стабильную расплавленную ванну. Только так можно добиться равномерности шва.
Сварка изделий из металлического уголка — Сварка Профи
Сегодня уголковый профиль довольно часто используется в процессе строительства различных зданий и сооружений.
Также его применяют при проведении менее глобальных работ, например, для сборки ограждающих конструкций для земельных участков.
Вопрос «как правильно сварить уголок?» интересует многих, поскольку от правильного выбора технологии сварки зависит прочность конструкции и долговечность её эксплуатации.
Как сварить железные уголки под прямым углом?
Сварить уголок под 90 градусов не так просто, как может показаться. Существует достаточно много вариантов такой сварки. Тонкости заключаются в том, чтобы наиболее точно расположить два уголка по отношению друг к другу. Можно выделить несколько основных видов соединений:
- Уголки располагаются вертикальными полками наружу (один уголок вкладывается в другой). Такой способ обеспечит наиболее гладкую форму свариваемой рамы и именно поэтому используется чаще всего.
- Кромки уголкового профиля разделываются под угол 45° и после этого стыкуются.
- Вязка угла в шип – в полках уголка делают вырезы (самый сложный способ).
Рассмотрим первый, самый простой способ сварки уголка в рамку. Предварительно необходимо сделать заготовки из уголкового профиля, отрезав их в размер и зачистив область наложения сварного шва.
Затем, уложив уголки в рамку, нужно измерить диагонали, чтобы убедиться в правильности размеров будущего изделия.
Далее с торца каждого угла (с внешней стороны) необходимо сделать прихватки при помощи электрода. Это необходимо, чтобы зафиксировать положение уголков в рамке. Затем выполняются прихватки внутри рамки (в каждом углу).
После наложения прихваток необходимо осуществить полную обварку мест стыковки металлических уголков. В зависимости от того, насколько велика будет нагрузка на рамку при эксплуатации, зависит, сколько швов придется наложить – то есть достаточно ли выполнить только внутреннюю сварку или еще и обварку всех торцов снаружи.
Завершающим этапом сварки металлических уголков в рамку станет зачистка швов от шлака. Данную операцию необходимо выполнять аккуратно, чтобы не повредить сварной шов.
Как сварить два уголка встык?
Сваривать уголки, как, собственно, и другие профили, встык несколько легче, чем выполнять сварку под углом.
Предварительную разделку кромок можно не выполнять и сразу стыковать концы двух уголковых профилей. Главное, чтобы кромки были зачищены, поскольку в противном случае в сварочном шве могут образоваться поры.
Количество проходов может быть различным и зависит от толщины стенок свариваемого уголка.
Сваривать металлический уголок можно, совершая электродом колебательные движения или круговые (спиралью). Прежде чем начать сварку, нужно зажечь дугу, например, ударом электрода о металлическую поверхность.
Угол наклона электрода должен быть равен 45°. Это позволит сварщику свободно наблюдать за сварочной ванной и формировать ровный шов.
После завершения сварки необходимо аккуратно отбить образовавшийся шлак и брызги.
Чтобы сварной шов при сварке уголкового профиля был максимально прочным и надёжным, необходимо пользоваться качественными расходными материалами. Для их приобретения обращайтесь в компанию Welding Materials.
Мы осуществляем продажу электродов, сварочной проволоки, принадлежностей для сварки и средств индивидуальной защиты от лучших производителей.
Для вас действуют самые низкие цены и удобные условия оформления заказа!
Металлическая дверь своими руками из простого уголка
Фирменные металлические двери – вещь, безусловно, красивая, но этот товар, во-первых, дорогой, а во-вторых, не всегда качественный, поэтому уверенные в себе люди делают их сами. Далее мы побеседуем о том, как собирается металлическая дверь своими руками из уголка. Речь пойдет о сварке конструкции, навешивании петель и установке замка.
Устройство фирменных железных дверей.
Почему именно уголок
Нельзя сказать, что металлические уголки лучше или хуже, чем та же профилированная труба. Более того, конструкции из профилированной трубы примерно на 20 % легче. Но для начинающего мастера изготовление металлической двери своими руками из уголка проще и удобней.
Без опыта сделать металлическую дверь своими руками из уголка проще потому, что там металл в разы толще, а толстый металл легче сварить, он точно не прогорит. Если у профилированной трубы 40х20 мм толщина стенок в лучшем случае 1,5 мм, то крыло уголка 50х50 мм имеет в сечении 5 мм.
Уголок из металла 50х50 мм.
Если у вас неправильно порезан материал и, к примеру, нужно сварить для железной двери из двух коротких частей одну длинную стойку, то с уголком не будет проблем. В то время как профилированную трубу нужно точно состыковать и проварить по всему периметру, при этом «умудриться» не прожечь тонкий металл.
И наконец, при транспортировке с уголком вам нечего бояться: даже если на него наедет автомобиль, он выдержит, а вот профилированная труба сомнется, и ее останется только сдать на металлолом.
Сортамент металлического уголка под железные двери.
Как сделать дверь из уголка
Железная дверь своими руками из уголка делается примерно так:
- готовим инструмент;
- закупаем материал;
- составляем чертежи;
- отмеряем и нарезаем материал;
- свариваем стальную наружную раму;
- свариваем каркас под дверное полотно;
- привариваем к дверному полотну наружный металлический лист;
- навешиваем петли;
- врезаем замок.
Собственно, изготовление дверей своими руками окончено, дальше пойдут отделочные работы. То есть, нужно покрасить входные двери, а также утеплить и обшить (хотя бы изнутри) каким-нибудь облицовочным материалом.
Инструмент и материал
Сварка металлических дверей инверторным аппаратом – это хороший выход для домашнего мастера.
- сварочный аппарат;
- болгарка, можно обойтись маленькой;
- электродрель, а лучше перфоратор;
- металлическая корд-щетка или специальная насадка на болгарку;
- наждак;
- керн;
- молоток;
- рулетка;
- отвес;
- гидроуровень и пузырьковый уровень длиной 1,5 – 2 м;
- струбцины;
- карандаш.
Естественно, к электроинструменту нужны будут комплектующие: сверла, диски на болгарку, крепежные анкера для установки и прочее, без чего сделать металлическую дверь нереально.
Что касается материала, дело обстоит так:
- Для несущей наружной рамы обычно берется уголок 50х50 мм – 7 м.
- Для каркаса под дверное полотно желательно использовать уголок 40х40 мм, хотя, если вы не собираетесь утеплять конструкцию, можно взять 25х25 мм, всего 8 – 10 м.
- Чтобы закрепить железную дверь своими руками, нужна полоса шириной 30–40 мм, сечением 2–4 мм, достаточно 1,5–2 м.
- Считается, что для наружной обшивки можно использовать лист толщиной от 1 мм, но если вы боитесь его пропалить во время сварочных работ, то берите 2,5–3 мм, так надежней.
Гильотина для резки металлического листа.
Чертеж или эскиз
Поиск схем и профессионально сделанных чертежей – дело неблагодарное, ведь случаи, когда входная металлическая дверь, собранная по ГОСТу 31173-2003, четко входит в дверной проем, встречаются крайне редко.
Раз уж вы решили сделать металлические двери своими руками, гораздо разумней будет нарисовать эскиз от руки. Пусть он будет не таким «красивым», но в нем вы точно учтете все важные мелочи и допуски, которых нет в профессиональных чертежах.
Естественно, размеры у вас будут свои, но перед тем как сделать эскиз, подумайте о допусках (речь идет о раме из уголка 50х50 мм):
- Наружная рама в контур дверного проема должна заходить с небольшим зазором, в идеале 10 мм по периметру. С лицевой стороны зазор не виден, так как он прикроется крылом уголка. Зато изнутри у вас будет место для заливки монтажной пены.
- Учитывайте толщину самого уголка. То есть, если зазор у вас – 10 мм, плюс крыло уголка 5 мм, значит, внутренний периметр рамы нужно делать уже на 15 мм (самая распространенная ошибка).
- Входные двери в многоэтажных домах зачастую имеют порожек высотой 10–20 мм. Сбивать этот порожек не стоит, вы можете просто срезать нижнее крыло уголка шириной до 30 мм. Задумка в том, чтобы верхнее крыло уголка касалось порожка, но не лежало на нем.
- Между внутренней и наружной рамами железных дверей оставляется зазор 5 мм, при этом не забудьте учесть толщину крыла в уголках.
- Нахлест лицевого металлического листа на наружную раму должен быть не менее 10 мм, плюс 5 мм на зазор между рамами. Итого – 15 мм от рамы до края листа.
Свариваем наружную раму
Работать на полу, даже если он абсолютно ровный, очень неудобно, ведь сваренную раму вам придется несколько раз переворачивать, плюс на полу вы не подберетесь к детали снизу. Поэтому разумно будет подготовить металлический верстак. Конструкция может быть любой, но главное, чтобы верхняя плоскость была ровной.
Самодельный верстак для сварки дверей.
Сначала нам нужно нарезать все части рамы по размерам. Стыковать раму в углах можно как напрямую, то есть под 90º, так и с подрезкой под 45º. Оба способа надежные, но визуально косая подрезка смотрится гораздо лучше.
Обрезать уголок под 45º не сложно. Так, если размер крыла – 50 мм, то мы отмеряем от края 50 мм и получаем квадрат. Дальше проводим диагональ внутри этого квадрата, которая и будет ориентиром для резки.
Теперь нужно вырезать лишние части и уложить уголок на ровный верстак. Во время работы уголок желательно зафиксировать на верстаке струбцинами.
Выкладка уголка на столе.
Чтобы все углы наружной рамы стали строго под 90º, нужно ориентироваться по диагоналям. То есть, диагонали должны быть одинаковыми. Угольник – штука хорошая, но в данном случае он не дает абсолютной точности.
Контроль рамы при помощи угольника.
Дальше углы провариваются. Здесь тоже есть нюансы: сразу полный шов накладывать нельзя, от перегрева металл поведет и рама перекосится.
Поэтому сначала нужно прихватить стык в двух-трех точках по всем четырем углам, а потом маленькими полосками, переходя от угла к углу, постепенно проваривать швы.
Когда металл остынет, сделанные швы со всех сторон зачищаются болгаркой.
Зачистка углов болгаркой.
Свариваем внутреннюю раму
Между внутренней и наружной рамой оставляется зазор. Чтобы точно выставить этот зазор, нужно заранее нарезать побольше пластинок из уголка, полосы или любого жесткого материала.
Эталонные пластинки для соблюдения зазора.
Дальше вкладываете подрезанные уголки внутрь рамы, выставляете пластинки между ними и все это жестко фиксируете на наружной раме струбцинами.
Углы внутренней рамы свариваются точно так же, как и углы наружной, но не спешите сразу снимать струбцины и разъединять конструкции. Если вы планируете установку ребер жесткости, то их нужно приваривать именно сейчас, так вы исключите даже малейший перекос или деформацию во время сварки.
Сварка внутренней рамы по шаблону.
Привариваем лист
Как вы помните, лист должен «выглядывать» за пределы внутренней рамы минимум на 15 мм, но многие мастера советуют делать допуск в 20 мм. На такую широкую площадку можно приклеить такой же широкий уплотнитель, тем самым защитившись от сквозняков.
Контроль выступа листа по периметру.
Здесь есть очень важный момент. Дело в том, что уголок к листу нужно приваривать не плашмя, а верхней частью крыла, как показано ниже на фото. При таком подходе у вас не будет проблем с креплением внутренней облицовки, плюс в такую нишу проще закладывать утеплитель.
Техника приваривания уголка к листу.
Уголок к листу приваривается не сплошным швом, а точечно, с шагом 10 см. Опять же, не старайтесь варить подряд, фиксируйте лист в шахматном порядке, то есть в разных точках, так вы исключите вероятность температурных деформаций металла.
В одинарных дверях с шириной проема до 900 мм вполне достаточно наружной рамы из одного уголка сечением 50–70 мм, но если дверь двустворчатая или полуторная (стандартное полотно плюс небольшая откидная секция), то желательно сварить усиленную раму. Схема такой конструкции представлена ниже.
Схема усиленной рамы из уголка для широкой железной двери.
Как правильно приварить петли на железную дверь
Естественно, главной деталью здесь являются сами петли. Разновидностей этих механизмов существует множество, но любителю лучше остановиться на самых простых петлях папа-мама. Пример такого механизма показан снизу.
Единственное на что следует обратить внимание – это на доступность смазки, иначе через год петли начнут скрипеть, а тяжелую железную дверь снимать и смазывать в одиночку очень неудобно. Как правило, отверстие для смазки делается либо сверху (в секции «мама»), либо сбоку. Плюс внутрь лучше вставить шарик от подшипника, так механизм будет дольше и мягче работать.
Как сварить уголок под 90 градусов — Станки, сварка, металлообработка
Сварка – это процесс, который требует немалой сноровки и умений. Кроме того, знания физики и строительного дела также являются весьма немаловажными. Особенно нелегко проходит сварка ферм. Это вызвано совокупным влиянием большого количества различных факторов.
Начиная от того, что для производства ферм чаще всего необходимо применять метал большой толщины, который требует значительной предварительной обработки, и, заканчивая тем, что просто провести сварку под конкретным углом, необходимым в конкретном случае, очень тяжело.
Но обо всем по порядку.
Ферма – основа многих зданий
Для строительства больших и малых промышленных помещений и зданий, а также мостов, вышек и мачт, широко используют металлические (чаще стальные) сварные фермы. Это и неудивительно.
Ведь применение высококачественного материала в совокупности с правильным подходом к проектированию позволяет фермам быть одними из самых прочных конструкций, несмотря на малый расход металла.
Изготовление фермы происходит посредством сварки разрозненных стальных конструкций (швеллеров, уголков, косынок) в единое целое. Это соединение происходит по заранее утвержденному чертежу. Подготовленные элементы собирают на стеллажах и в стапелях. Далее их скрепляют сварными швами, чтобы получить ферму.
Для фиксации отдельных изделий на стеллаже применяют дополнительные устройства: магнитные фиксаторы, зажимы, прихваты и прочее.
С их помощью конструкция фермы приобретает необходимую геометрическую форму. После сборки и фиксации ее снимают со стеллажа вместе с магнитными фиксаторами и прихватами.
Окончательную проварку швов производят вне стеллажа, который уже используют для сборки следующей фермы.
Необходимо внимательно относится к технологии процесса. Сварку фермы обязательно необходимо производить в четком соответствии с утвержденным порядком и согласно чертежам. Это позволит избежать нежелательных короблений, а, следовательно, и повреждений всей конструкции и значительного снижения ее обще прочности.
Любой процесс складывается из нескольких основных этапов. Сварка не является исключением.
Ее можно разделить на три главные части, которые являются необходимыми к исполнению: подготовка материала и сварочного аппарата, непосредственно сварка и, в конце, проверка на качество.
Для каждого этапа характерны свои задачи, качественное выполнение которых гарантирует надежность всего итогового изделия.
Подготовка материала и аппарата
Процесс подготовки изделия под сварку включает в себя несколько разрозненных моментов. К ним относятся: очистка кромок, которые будут подвергаться сварке, от грязи и ржавчины; установка необходимых зазоров между кромками; обязательная прихватка свариваемых частей, учитывая геометрические размеры изделия.
Первый момент необходимо выполнять с максимальным усердием, если вы не хотите в итоге получить массу дефектов в сварных швах. Итогом может стать значительная потеря надежности и крепости всей конструкции. Также вы обеспечите себе дополнительную работу в виде необходимости очищать сварочные швы от нагара и прочего.
Разделка кромок металла – процесс, который является абсолютно необходимым при сварке металла больших толщин. Она является обязательной по нескольким основным причинам. Но главное, что дает разделка – это полный провар всей кромки по длине шва.
Это позволяет значительно укрепить всю конструкцию. Особенно важна разделка при сварке ферм, которые будут лежать в основе несущих металлоконструкций.
Ведь основное свойство ферм – это их поразительная прочность, которая позволяет использовать их практически во всех строительных процессах.
Установка зазоров между кромками свариваемых деталей не менее важна, чем их разделка. Правильно выверенное расстояние между частями уголка поможет сделать крепче и надежнее всю конструкцию фермы.
Сварка уголков требует соединения деталей, толщина которых составляет свыше двух миллиметров, а иногда и толще. Применение таких металлов обязует к установке зазоров от половины до двух миллиметров.
Естественно, его размер зависит не только от толщины, но и от общей конструкции фермы, которая должна получиться при соединении всех деталей, в том числе и уголков.
Следующий процесс является, наверное, самым важным в подготовительном этапе работ. От него напрямую зависит качество изделия после сварки.
Итак, после того, как вы все подготовили, зачистили, выставили можно приступать к посадке всего изделия на прихватки.
Правильно выполненная посадка даст гарантию того, что вся ферма выдержит все нагрузки, которые будут на нее воздействовать, так как будет собрана согласно всем техническим требованиям и чертежам.
Сборка на прихватки позволяет учесть все нюансы, которые могут возникнуть во время соединения деталей. Ведь этот процесс позволяет четко определить возможное изменение запланированной геометрической структуры и вовремя ее исправить.
Далее, после остывания прихваток, вы получаете конструкцию, которая устойчива к мелким физическим воздействиям. Это позволит вам спокойно перейти к основному этапу работ по сварке уголков для сборки ферм.
Помните, что деформаций все равно не избежать, но можно их свести к минимуму.
Подготовка сварочного аппарата проходит согласно инструкции, которая приложена к нему. Перед тем, как начать ее читать, определитесь с материалом, который вы будете применять.
Также стоит убедиться в наличии необходимого напряжения в вашей электрической сети.
В противном случае сварка уголков закончится неудачей, а ферма закончит свое существование, так и не приняв окончательного вида.
Соединение уголков
Чтобы обеспечить соединение двух деталей, из которых будет состоять уголок, необходимо придерживаться нескольких нехитрых правил. Чаще всего уголок делают под углом девяносто градусов. Но тот, кто занимался созданием ферм, прекрасно знает, что сделать идеальный угол, а потом его еще и сварить – это действительно искусство не из легких. Постараемся упростить себе эту задачу.
https://www.youtube.com/watch?v=7C1m6ahAMSk
Первым шагом станет посадка на прихватки с каждой стороны детали, которая становится перпендикулярно к детали, выступающей в роли основания. В противном случае произойдет элементарный завал в одну из сторон, и вся работа пойдет насмарку, а ваша ферма останется лишь хорошей задумкой. Чтобы правильно поставить прихватки, необходимо выполнить следующее:
- Ставим прихватки со стороны, где будет проходить основной шов;
- Замеряем угол и, в случае необходимости, корректируем его;
- Ставим прихватки с другой стороны и приступаем к основному процессу.
Более сложным процессом является соединение под углом в девяносто градусов стальных труб.
Ведь они отличаются повышенной неустойчивостью из-за формы, а также высокой плотностью из-за состава. В этом случае логика процесса сохраняется полностью.
Отличие заключается лишь в количестве и размещении прихваток. Как правило, их количество составляет четыре. Размещаются они друг напротив друга.
Итоговое их расположение должно быть таковым, что если провести воображаемые прямые линии между соседними по окружности прихватками, то должен получиться квадрат.
Порядок размещения: ставим первую, проверяем угол; ставим вторую диаметрально противоположную первой, проверяем угол; ставим третью, сместившись по окружности в любую из сторон на девяносто градусов, снова проверяем угол; ставим четвертую диаметрально противоположную третьей. Вот и все.
Так собираются почти все уголки, которые впоследствии становятся основой для сборки ферм. Естественно, что если трубу утянет в бок, то она не сможет выполнять возложенные на нее задачи. Итогом станет абсолютная ненадежность всей конструкции фермы. Поэтому внимательно следите за углом, который образует конструкция.
Магнитные держатели – помощь в работе
Современный рынок строительных материалов предоставляет широкий выбор различных устройств, которые могут значительно упростить процесс работы сварщика. Одним из таких приспособлений является магнитный держатель.
Как было рассмотрено выше, процесс выравнивания под определенным углом, а также фиксация для обеспечения качественной, а главное правильной сварки, могут быть очень трудоемкими. При этом не всегда удается все подогнать сразу и приходится начинать каждый раз сначала.
Магнитный держатель поможет избежать этих неудобств. С его помощью вы сможете значительно увеличить свою производительность и намного повысить точность проводимых вами работ.
Средняя затрата времени на производство металлоконструкции сокращается примерно в четыре раза.
Угловые фиксаторы помогают выполнить предварительное закрепление элементов различных металлоконструкций. Они помогут точно выставить необходимый угол для сварки ферм или уголков. Кроме того, абсолютно не важно, какие детали вы фиксируете: плоские или круглые. В любом случае вас ждет успех.
Особую нишу занимают магнитные угольники. Они помогают, при помощи большой магнитной силы, надежно зафиксировать детали, как для сборки, так и для проведения сварочных работ.
По окончании сварки они легко отсоединяются и могут быть использованы для других целей.
Также отпадает необходимость привлекать больше одного рабочего на конструкцию, что значительно сокращает трудозатраты на производство. Эти магнитные устройства можно смело применять в процессе резки, разделки, зачистки деталей. Магнитные держатели значительно сокращают вероятность падения частей конструкции, а, следовательно, и травм на производстве становится гораздо меньше.
Наибольшую практическую ценность они представляют в случае необходимости точной фиксации деталей неправильной формы. Стабильность фиксируемой ими формы, предоставляет возможность спокойно выполнить качественную сварку.
Проверка конструкции
После того, как сварочные швы остыли, необходимо сбить с них нагар и проверить на наличие трещин, сколов, воздушных пузырей. Ведь любая деформация шва может привести в итоге к плачевным последствиям.
https://www.youtube.com/watch?v=W3NxaiwFnHY
Стоит попробовать приложить некоторое усилие на излом конструкции. Она должна быть достаточно стойкой, чтобы абсолютно никак не отреагировать на ваше воздействие: не прогнуться, не хрустнуть, не посыпаться.
Если ничего подобного не случилось, то вы получили действительно надежную конструкцию, которая выполнит все возложенные на нее задачи.
Если у вас появилась необходимость сделать сварку уголка, то вам необходимо в обязательном порядке хорошо подготовиться и изучить все приемы.
Также стоит ответственно подойти к выбору оборудования для сварки, а также материала, из которого будет выполнена конструкция. Сварка уголка – совсем нелегкое занятие.
Отнеситесь к этой задаче со всей ответственностью.
Если вы будете придерживаться всех правил и техники сварки, то в результате получите отличную качественную конструкцию.
Как согнуть металлический уголок под 90 градусов
Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
Изготовление и применение стальных отводов
Бесшовные отводы изготавливают протяжкой нарезанных и нагретых заготовок труб через роговой сердечник. Шовные отводы изготавливают аналогичным образом, но из сварных водогазопроводных труб по ГОСТ 3262-75 (данный стандарт распространяется именно на трубы). Наличие шва ослабляет конструкцию, пределы эксплуатации у шовных отводов меньше.
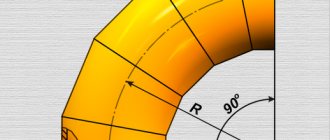
Оба типа отводов используют для поворота трассы на определенной угол. Чаще всего это 90º (две перпендикулярные стальные трубы).
Технические характеристики и маркировка
Определяющим фактором для эксплуатационных характеристик отводов является тип трубы, из которой они изготовлены. Шовные фитинги пригодны для трубопроводов с давлением до 16 бар в температурном диапазоне от -5 до +150º Цельсия. Более прочные бесшовные отводы могут эксплуатироваться в диапазоне от -70 до +450º, давление в системе до 40 бар.
Маркировка отводов согласно ГОСТ 17375-2001 включает тип фитинга, угол поворота, диаметр, толщину стенок, марку стали и применяемый стандарт.
Преимущества стальных отводов
- Высокая механическая прочность, могут выдержать большие внутренние давления или внешнюю нагрузку;
- Пригодны для систем с высокой температурой жидкости;
- Оцинковкой можно значительно увеличить коррозионную стойкость и срок эксплуатации.
Стыковка металлических уголков
9 апр 2012,
Соединение деталей из дерева встык представляет собой процесс прочного фиксирования элементов под прямым углом, независимо от продольных или поперечных волокон древесины.
При этом обратим внимание, что детали в таком случае не будут соединяться как обычно внахлест или при помощи пазов.
Соединение досок встык, которое мы будет рассматривать, основано на использовании гвоздей, шурупов и другого крепежа, позволяющих надежно зафиксировать детали конструкции.
Выполнение соединения деталей встык
Для выполнения соединения деталей встык вам придется использовать следующие материалы и инструменты: древесину, переносной верстак, молоток, гвозди, добойник, шпатлевку для древесины, отвертку, шурупы, карандаш, металлические уголки, столярный клей, т-образные металлические пластины, треугольные металлические пластины, г-образные металлические пластины.
Процесс выполнения соединения деталей встык будет состоять из следующих действий: 1.
Одну из деревянных деталей нужно зафиксировать на верстаке. Другую доску положите сверху нее, необходимыми элементами встык. 2. Вбейте гвозди.
Если детали неширокие, то вам понадобится всего 2 гвоздя, а если широкие, то лучше использовать сразу несколько гвоздей, забитых на расстоянии 25 мм друг от друга.
Забивать гвозди нужно так, чтобы шляпка едва была заметна на поверхности дерева. 3. Замаскируйте гвозди.
Для этого, острием добойника вбейте шляпки гвоздей так, чтобы они были чуть ниже поверхности деревянных деталей. При желании гвозди лучше замаскировать специальной шпатлевкой для дерева. 4. Металлические уголки.
Их использование позволяет сделать угловые соединения более прочными. Стальные угловые планки соединяют углы деталей шурупами. Для этого нужно соединить детали, поставить скобу и просверлить отверстия для шурупов.
Если пренебречь просверливанием отверстий для шурупов, то древесина, находящаяся рядом с винтами, может расщепиться. После этого ввинтите шурупы.
Укрепление соединения встык
Укрепление соединения деталей встык можно произвести следующими тремя способами: 1. Использование Т-образного крепежа. Он применяется для соединения деталей в виде буквы Т и представляет собой крепежные плоские пластины. Их нужно положить по центру деталей, предназначенных к соединению, просверлить направляющие отверстия и ввинтить шурупы.
Недостатком Т-образного крепежа является то, что он очень заметен, но он ценится за то, что позволяет надежно скрепить Т-образные детали. 2. Применение уголков. Если вы преследуете цель, сделать крепеж деталей незаметным, то лучше использовать металлические уголки.
Их нужно, для создания прямоугольной рамы, прикрепить по одному в каждом углу и, если речь идет о Т-образном соединении, по одному крепежу с каждой стороны. Обратите внимание, что металлические уголки должны крепиться с обеих сторон скрепляемых деталей. Если вы собираетесь полученную конструкцию подвешивать на стену, то можно сразу, через отверстие в уголке, прикрепить ее к стене.
Многие специалисты считают, что стальные уголки позволяют получить более надежные соединения, чем пластины или скобы. 3. Использование металлических треугольных пластин. Данные пластины позволяют достигать по-настоящему прочного соединения деталей встык.
Дополнительные советы профессионалов
Для наиболее качественного выполнения соединений деталей встык, необходимо воспользоваться советами профессионалов данной сферы. При забивании гвоздей, чтобы не расщепить древесину, гвозди нужно держать под углом и работать очень аккуратно.
В случае прибивания края детали, то вместо круглых гвоздей лучше воспользоваться овальными. Это также предупредит расщепление материала. Также советуется бить молотком в направлении, который противоположен наклону гвоздя.
При отпиливании прямых краев линию распила на древесине нужно наносить следующим образом: угольником проверьте ее положение, сделайте ножом отметку и выполните распил немного выше отмеченной линии. Чтобы соединение деталей встык держалось прочнее, нанесите специальный клей, дайте ему хорошо впитаться в структуру материала, а затем нанесите ее один слой состава и соедините детали.
https://www..com/watch?v=W3NxaiwFnHY
Если вы хотите, чтобы соединенные детали были незаметны, то необходимо сделать стамеской углубление. Положите выбранную пластину поверх требуемого соединения, обрисуйте ее карандашом и сделайте стамеской углубление примерно около 1 мм. Закрепите уголок или г-образную пластину и покройте деталь шпатлевкой для дерева.
Желаем вам успешной работы!
Сварка уголков основа для создания ферм
Сварка – это процесс, который требует немалой сноровки и умений. Кроме того, знания физики и строительного дела также являются весьма немаловажными. Особенно нелегко проходит сварка ферм. Это вызвано совокупным влиянием большого количества различных факторов.
Начиная от того, что для производства ферм чаще всего необходимо применять метал большой толщины, который требует значительной предварительной обработки, и, заканчивая тем, что просто провести сварку под конкретным углом, необходимым в конкретном случае, очень тяжело.
Но обо всем по порядку.
Как сварить уголок под 90 градусов — Справочник металлиста
диаметр одинаковый (что-то около 70 мм). Т.е задача в том, чтобы состыковать торец одной трубы с поверхностью другой. Моя скудная фантазия подсказывает, что можно, например, придать «вогнутость» торцу. Чем? Болгаркой? Или же порезать поверхность второй трубы, чтобы торец второй в неё немножко как бы углублялся. Присоветуйте что-нить, а?
Спасибо!
Обсуждение закрыто модератором
если диаметр одинаковый, а угол 90 то все просто торец трубы обрезается в виде /, а та труба, в которую ввариваете в виде /. угол между линиями 90 градусов. если угол между трубами не 90, то начинаются хитрые кривые
во. так и попробую. спасибо!
Смотря что ты варишь. В судостроении релинги когда варят, то горизонтальные трубы просто плющат немного на концах кувалдой.
Есть софтина, вводишь свои параметры — любое соедине ние под любым углом, со сдвигом от оси итд, прога выводит на печать в масштабе 1:1 шаблон, вырезаешь ножницами, оборачиваешь трубу и мелом намечаешь линию реза. Прога называется Plate «n» Sheet Development. В инете есть, исправленные.
грандиозно! жаль с рабочего скачать не могу. админы сволочи блин!
купите приварной тройник. будет быстрее и красивше. )
во! а может правда ткнуться куда где глушители ваяют и у них прикупить «поворот» 90 град нужного диаметра и вварить его? культурно очень получится.
немножко не то. не хотелось бы чтобы труба подножки имела утолщения
ну почему — может диаметры идеально совпадут? внутрь просто для жесткости что вложить а шов запилить. эх — как говорится были-бы деньги — ткнулся-бы в «тунинх-студию» и сделал.
если тройник будет такого-же диаметра,как труба ,а стыки зачистить.
такие вещи делают красиво и правильно под любым углом, корончатым сверлом по металу. но дорого они стоят.
С уважением.
в догонку — ссылка на калькулятор https://snip.awardspace.com/
а кстати как «оно» называется? ни разу в продаже не видал. наверно правда не там смотрел.
Re:товарищи! а как сварить две трубы под 90 градусов > диаметр одинаковый (что-то около 70 мм). Т.е задача в том, чтобы состыковать торец одной трубы с поверхностью другой. Моя скудная фантазия подсказывает, что можно, например, придать «вогнутость» торцу. Чем? Болгаркой? +
++ Смотря что имеется — хоть напильником;)
Или же порезать поверхность второй трубы, чтобы торец второй в неё немножко как бы углублялся. +
++ Можно и так. Смотря что за требования к соединению.
подножки на мега-внидарожнег т.е за них краном из болота таскать не собираюсь, но чтобы встать на них от души. а мож даже и попрыгать ну или какой таз гнилой если бочиной поймать, штоп до порога и двери не достал своей трухой
Ну тогда просто болгаркой торец трубы подогнать без особых мудрствований, обварить и зачистить.
Как сварить ворота
Buba написал. Сварщик я начинающий, а вскоре предстоит довольно ответственная работа, нужно будет ворота сварить. Это мой первый большой проект.
В целом ход работ понятен, но кое что хотелось бы уточнить. Ворота представляют из себя рамку из уголка, полотно — профнастил, крепление профнастила к рамке на заклепках. Столбы — труба 90 -100 мм.
возможно квадратная. Ширина створок 120-140 см.
(на месте прикинем). Варить рамку планирую на горизонтальном деревянном щите, затем крепим к столбам и столбы заливаются по месту. Возникли вопросы: какой лучше выбрать уголок? (планируется на 30). Как лучше стыковать углы внахлест под 90 грд. или впритык под 45 грд.
Нужно ли приваривать диагональ или достаточно углы треугольными накладками усилить? Как правильно сварить рамку, чтоб ее не повело?
Приветствую! Если еще не сварили добавлю. Варить лучше всего на двух козлах, типа строительных.
выставляете их, ложите две длинные стороны, выставляете нужное расстояние между ними, затем отходите в сторону и проверяете параллельность.
Делается это просто, присев на уровень уголка смотрите поверх него на второй уголок, оба должны быть параллельны, в случае чего под один из уголков делаете «подкладушку».
Прихватываете верхнюю и нижнюю перемычки, проверяете диагонали, они естественно должны быть равны при отклонениях легким ударом молотка в горизонтальной плоскости выравниваете их.
Делаете закрепляющие прихватки немного дальше тех на которых собирали, опять проверяете диагональ, так на всякий случай. Начинаете варить, я варю тоже по диагонали, т.е.
проварив одну сторону ухожу на диагонально противоположный угол, варю его. потом.
диагонали от скручивания не помогут это точно а продольной жесткости должно хватить, сколько высота? Уголок взять лучше 40, ну край 35, или проф трубу 20*40.
Преимущество профтрубы в её жесткости, но толщина стенки для новичка не айс. При расчете сторон нужно учесть толщину материала, т.
е ширина в размер, а высота -2 толщины материала (ну это при жестких параметрах) Если варить из уголка можно просто подрезать одну полку на ширину уголка.
А при установке можно тоже схитрить, прихватить предварительно выложенные на горизонтальной поверхности обе половинки с нужным зазором, получится как бы одна створка, а после навешивания разрезать прихватки а вообще Вам бы сюда глянуть
https://www.mastercity.ru/showthread.php?t=32409
Vladimir_Vas написал. Варить под 45 градусов.
замучаетесь углы ловить, все одно ровно не отрежите
Как осуществляется сварка труб под прямым углом
При монтаже металлических конструкций – от каркаса детских качелей до системы отопления, практически всегда приходится иметь дело со сваркой. Процесс этот гораздо сложнее, чем кажется на первый взгляд, и гораздо ответственнее: от качества шва в буквальном смысле слова зависит надежность и долговечность изделия.
Сварка: разновидности и особенности
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая. В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Виды соединений
В зависимости от назначения трубопровода, толщины и диаметра используются разные методы стыковки. В общем виде различают три основные группы.
- Стыковое соединение – считается самым прочным. Используется поперечный стык – для заваривания трубопровода по окружности, и продольный – для соединения деталей. Стыковая сварка позволяет соединить отрезки по оси. Швы используются разные: одинарный для труб с диаметром до 500 мм, и двойной для трубопровода с условным проходом больше 600 мм. На фото – стыковое соединение.
- Сваривание под углом – используется для соединения трубы под разным углом: 90 градусов, 45 градусов, 20 градусов. Надежность такого шва несколько ниже.
- Нахлесточное соединение – стыковка используется только для совмещения трубопровода с дополнительными элементами.
Сварка по прямым углом
Монтаж труб под углом в 90 градусов – не такая уже и редкость, особенно для отопительной системы. Чтобы получить его при обходе комнат, например, используется специальная деталь – угол на 90 градусов. В этом случае для соединения применяется стыковой метод.
Однако при монтаже металлических каркасов и труб малого диаметра могут возникнуть другие задачи.
Подготовительный этап
- Если требуется монтаж двух элементов, которые вместе составляют прямой угол, то подготовка будет состоять в правильной резке трубопровода под 45 градусов.
Сделать это просто: на трубу надевается обычная резинка, фиксируется, второй ее край оттягивается вдоль трубы на 325 мм, полученный контур обводится мелом. Срез получается точно под нужным углом.
Во всех других случаях понадобится составление чертежа и расчет кривой, по которой затем нужно будет сделать срез.
- Второй распространенный вариант: труба соединяется врезкой во вторую под прямым углом. В этом случае в отрезке болгаркой делают два надреза под 90 градусов и вырезают полученный клин. Затем постепенно срезая, формируют круглое отверстие. На торце перпендикулярного фрагмента удаляют участок под тем же углом. Зазоры неизбежны, поэтому дальнейшая сварка будет проводиться в несколько этапов.
Сварка угловых соединений: рекомендации и особенности, способы
/ Техника сварки
Назад
Время на чтение: 3 мин
0
1285
Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Процесс занимает немало времени и довольно трудоемок, надо знать ряд тонкостей, свойственных угловым швам. В нашей статье охарактеризуем сварку э- того типа и узнаем, насколько она доступна в быту.
- Характеристика
- Возможные проблемы
- Специфика процесса
- Как вести сваривание
- Итоги и выводы
Введение
Сварка ММА, или ручная дуговая электросварка, широко используется во многих сферах промышленности. Но на сегодняшний день тенденции таковы, что в современном мире предпочтение отдается более высокоскоростным способам сварки, таким как автоматическая и МIG/MAG. Их удельный вес с годами только растет.
Однако, несмотря ни на что сварка ММА остается незаменима в условиях ограниченной зоны доступа, при работе на открытом воздухе и в быту, так как стоимость сварочных аппаратов и расходных материалов является более-менее доступной.
Большинство компаний, производящих дорогую сварочную технику, не обходят также вниманием ММА сварку, год от года совершенствуют аппараты, добавляют в них режимы, упрощающие труд сварщика.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сегодня сварка угловых соединений становится неотъемлемой частью работ. Здесь подразумевается использование самого разнообразного оборудования и методов.
Качество напрямую зависит от диаметра трубы, ее положения в пространстве, а также от мощности. В любом случае работу стоит производить электродом, диаметр которого составляет 3 мм, а максимальный ток – 90-110 А.
Способы могут быть разнообразными, но они должны применяться в каждом конкретном случае в своем виде.
Для работы со сварочным аппаратом используйте защитный шлем и перчатки.
Ближе к конкретике …
Говоря о сварных швах, новичкам нужно определиться, каковы критерии хорошего и плохого шва. Поэтому вначале освойте немного теорию.
При сварке бытовых теплиц из уголков малого сечения, монтаже заборных секций, лестничных поручней, карнизов, навесов и других тому подобных вещей качество сварки не играет какой-то ведущей роли, поскольку нагрузки на такие изделия незначительные.
И совсем другие требования к прочности шва предъявляются при сварке высоконагруженных конструкций: опор, перекрытий, несущих узлов автомобилей, прицепов, магистральных жидкостных, газовых и нефтяных трубопроводов под давлением, мостов.
Швы таких конструкций уже проверяются неразрушающими методами контроля (НМК).
Однако, самый первый метод, по которому оценивается качество сварного шва — это визуальный осмотр. Если сварщик сам сможет оценить свои швы, значит его мастерство начнет быстро расти, он увидит свои ошибки и в дальнейшем не допустит их повторения.
Как научиться сварке? Неплохо было бы начать с изучения бумажной части…
К меню