Полезная информация
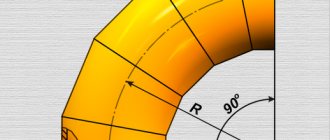
DN — условный проход; D – наружный диаметр по торцам отвода; T — толщина стенки отвода по торцам наружного диаметра; Tв – толщина стенки отводов в не торцевых сечениях; С — размер между центрами торцов отводов с углом 180°; В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°; F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°; Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°; R — радиус кривизны осевой линии (радиус изгиба) отводов; W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
Купить отводы, направить заявку — [email protected] или посмотреть фото отводов по ГОСТ 17375 в Каталоге.
Для расчета транспортных расходов по перевозке отводов:
Вес отвода 30° = вес отвода 90° умножить на коэффициент 0,4.
Вес отвода 45° = вес отвода 90° умножить на коэффициент 0,5.
Вес отвода 60° = вес отвода 90° умножить на коэффициент 0,7.
Вес отвода 180° = вес отвода 90° умножить на коэффициент 2.
Таблица 1. Вес и размеры отводов ГОСТ 17375-01 Исполнение 1:
| DN | D | T (стенка) | F = R | H | С | В | Масса, кг, 1 отвода 90° | |||||
| 15 | 21,3 | 2/3,2/4 | 28 | 14 | 56 | 38 | 0,04 | 0,06 | 0,07 | |||
| 20 | 26,9 | 2/3,2/4 | 29 | 14 | 58 | 43 | 0,06 | 0,08 | 0,10 | |||
| 25 | 33,7 | 2,3/3,2/4,5 | 38 | 18 | 76 | 56 | 0,11 | 0,16 | 0,19 | |||
| 32 | 42,4 | 2,6/3,6/5 | 48 | 23 | 96 | 69 | 0,19 | 0,26 | 0,35 | |||
| 40 | 48,3 | 2,6/3,6/5 | 57 | 29 | 114 | 82 | 0,26 | 0,36 | 0,47 | |||
| 50 | 60,3 | 2,9/4/5,6 | 76 | 35 | 152 | 106 | 0,50 | 0,67 | 0,89 | |||
| 65 | 76,1 | 2,9/5/7,1 | 95 | 44 | 190 | 133 | 0,79 | 1,50 | 1,80 | |||
| 80 | 88,9 | 3,2/5,6/8 | 114 | 51 | 228 | 159 | 1,20 | 2,10 | 2,80 | |||
| 100 | 114,3 | 3,6/6,3/8,8 | 152 | 64 | 304 | 210 | 2,40 | 4 | 5,40 | |||
| 125 | 139,7 | 4,0/6,3/10 | 190 | 79 | 380 | 260 | 4,00 | 6,20 | 9,60 | |||
| 150 | 168,3 | 4,5/7,1/11 | 229 | 95 | 457 | 313 | 6,50 | 10 | 15 | |||
| 200 | 219,1 | 6,3/8/12,5 | 305 | 127 | 610 | 414 | 16 | 20 | 31 | |||
| 250 | 273,0 | 6,3/10 | 381 | 159 | 762 | 518 | 25 | 39 | ||||
| 300 | 323,9 | 7,1/10 | 457 | 190 | 914 | 619 | 40 | 56 | ||||
| 350 | 355,6 | 8/11 | 533 | 222 | 1066 | 711 | 57,00 | 78 | ||||
| 400 | 406,4 | 8,8/12,5 | 610 | 254 | 1220 | 813 | 82,00 | 117 | ||||
| 450 | 457,0 | 10,0 | 686 | 286 | 1372 | 914 | 119,00 | |||||
| 500 | 508,0 | 11,0 | 762 | 318 | 1524 | 1016 | 162,00 | |||||
| 600 | 610,0 | 12,5 | 914 | 381 | 1828 | 1219 | 266,00 | |||||
| 700 | 711,0 | — | 1067 | 444 | 2134 | 1422 | — | |||||
| 800 | 813,0 | — | 1219 | 507 | 2238 | — | — | |||||
| 900 | 914,0 | — | 1372 | 570 | 2744 | — | — | |||||
| 1000 | 1016,0 | — | 1524 | 634 | 3048 | — | — | |||||
Таблица 2. Вес и размеры отводов ГОСТ 17375-01 Исполнение 2
| DN | D | Т (стенка) | F = R | W | Н | С | В | Масса отвода 90°, кг |
| 25 | 32 | 2 | 38 | 22 | 18 | 76 | 56 | 0,1 |
| 2,5 | 0,2 | |||||||
| 3 | 0,2 | |||||||
| 3,5 | 0,2 | |||||||
| 32 | 38 | 2 | 48 | 28 | 23 | 96 | 69 | 0,2 |
| 2,5 | 0,2 | |||||||
| 3 | 0,2 | |||||||
| 3,5 | 0,3 | |||||||
| 4 | 0,3 | |||||||
| 40 | 45 | 2,5 | 60 | 35 | 25 | 120 | 83 | 0,3 |
| 3 | 0,3 | |||||||
| 3,5 | 0,4 | |||||||
| 4 | 0,4 | |||||||
| 5 | 0,5 | |||||||
| 50 | 57 | 2,5 | 75 | 43 | 80 | 150 | 104 | 0,4 |
| 3 | 0,5 | |||||||
| 3,5 | 0,6 | |||||||
| 4 | 0,7 | |||||||
| 4,5 | 0,7 | |||||||
| 5 | 0,8 | |||||||
| 5,5 | 0,9 | |||||||
| 6 | 1 | |||||||
| 65 | 76 | 3 | 100 | 57 | 41 | 200 | 138 | 0,8 |
| 3,5 | 1 | |||||||
| 4 | 1,1 | |||||||
| 4,5 | 1,3 | |||||||
| 5 | 1,4 | |||||||
| 5,5 | 1,6 | |||||||
| 6 | 1,7 | |||||||
| 7 | 2 | |||||||
| 8 | 2,2 | |||||||
| 80 | 89 | 3 | 120 | 69 | 50 | 240 | 165 | 1,2 |
| 3,5 | 1,4 | |||||||
| 4 | 1,5 | |||||||
| 4,5 | 1,7 | |||||||
| 5 | 1,9 | |||||||
| 5,5 | 2,1 | |||||||
| 6 | 2,3 | |||||||
| 7 | 2,7 | |||||||
| 8 | 3 | |||||||
| 100 | 102 | 3,5 | 150 | 87 | 62 | 300 | 201 | 2,1 |
| 4 | 2,4 | |||||||
| 4,5 | 2,6 | |||||||
| 5 | 2,9 | |||||||
| 6 | 3,4 | |||||||
| 7 | 3,9 | |||||||
| 8 | 4,5 | |||||||
| 9 | 5 | |||||||
| 10 | 5,5 | |||||||
| 108 | 3,5 | 204 | 2,2 | |||||
| 4 | 2,5 | |||||||
| 4,5 | 2,8 | |||||||
| 50 | 3,1 | |||||||
| 6 | 3,6 | |||||||
| 7 | 4,1 | |||||||
| 8 | 4,7 | |||||||
| 9 | 5,3 | |||||||
| 10 | 5,8 | |||||||
| 114 | 3,5 | 207 | 2,2 | |||||
| 4 | 2,6 | |||||||
| 4,5 | 2,9 | |||||||
| 5 | 3,3 | |||||||
| 6 | 3,8 | |||||||
| 7 | 4,4 | |||||||
| 8 | 5 | |||||||
| 9 | 5,7 | |||||||
| 10 | 6,1 | |||||||
| 125 | 133 | 3,5 | 190 | 110 | 79 | 380 | 257 | 3,3 |
| 4 | 3,8 | |||||||
| 4,5 | 4,3 | |||||||
| 5 | 4,8 | |||||||
| 6 | 5,7 | |||||||
| 7 | 6,5 | |||||||
| 8 | 7,4 | |||||||
| 9 | 8,2 | |||||||
| 10 | 9,1 | |||||||
| 11 | 10 | |||||||
| 12 | 11 | |||||||
| 150 | 159 | 4 | 225 | 130 | 93 | 450 | 305 | 5,4 |
| 4,5 | 6,1 | |||||||
| 5 | 6,7 | |||||||
| 6 | 8,1 | |||||||
| 7 | 9,4 | |||||||
| 8 | 11 | |||||||
| 9 | 12 | |||||||
| 10 | 13 | |||||||
| 11 | 14 | |||||||
| 12 | 16 | |||||||
| 13 | 17 | |||||||
| 14 | 18 | |||||||
| 168 | 4 | 5,6 | ||||||
| 4,5 | 6,4 | |||||||
| 5 | 7,1 | |||||||
| 6 | 8,5 | |||||||
| 7 | 9,8 | |||||||
| 8 | 11,2 | |||||||
| 9 | 12,5 | |||||||
| 10 | 14 | |||||||
| 11 | 15 | |||||||
| 12 | 16 | |||||||
| 13 | 17,5 | |||||||
| 14 | 19 | |||||||
| 200 | 219 | 5 | 300 | 173 | 124 | 600 | 410 | 13 |
| 6 | 15 | |||||||
| 7 | 17 | |||||||
| 8 | 20 | |||||||
| 9 | 22 | |||||||
| 10 | 25 | |||||||
| 11 | 27 | |||||||
| 12 | 29 | |||||||
| 13 | 32 | |||||||
| 14 | 34 | |||||||
| 15 | 37 | |||||||
| 16 | 39 | |||||||
| 17 | 42 | |||||||
| 18 | 44 | |||||||
| 250 | 273 | 6 | 375 | 217 | 155 | 750 | 512 | 23 |
| 7 | 27 | |||||||
| 8 | 31 | |||||||
| 9 | 35 | |||||||
| 10 | 39 | |||||||
| 11 | 43 | |||||||
| 12 | 46 | |||||||
| 13 | 50 | |||||||
| 14 | 54 | |||||||
| 15 | 58 | |||||||
| 16 | 61 | |||||||
| 17 | 66 | |||||||
| 18 | 70 | |||||||
| 20 | 78 | |||||||
| 22 | 85 | |||||||
| 300 | 325 | 7 | 450 | 260 | 186 | 900 | 613 | 39 |
| 8 | 45 | |||||||
| 9 | 50 | |||||||
| 10 | 56 | |||||||
| 11 | 61 | |||||||
| 12 | 66 | |||||||
| 13 | 72 | |||||||
| 14 | 77 | |||||||
| 15 | 82 | |||||||
| 16 | 87 | |||||||
| 17 | 92 | |||||||
| 18 | 96 | |||||||
| 20 | 107 | |||||||
| 22 | 118 | |||||||
| 24 | 130 | |||||||
| 26 | 141 | |||||||
| 28 | 150 | |||||||
| 350 | 377 | 9 | 525 | 303 | 217 | 1050 | 714 | 68 |
| 10 | 75 | |||||||
| 11 | 83 | |||||||
| 12 | 90 | |||||||
| 13 | 97 | |||||||
| 14 | 104 | |||||||
| 15 | 112 | |||||||
| 16 | 119 | |||||||
| 18 | 133 | |||||||
| 20 | 147 | |||||||
| 22 | 161 | |||||||
| 24 | 175 | |||||||
| 26 | 188 | |||||||
| 28 | 201 | |||||||
| 30 | 214 | |||||||
| 32 | 228 | |||||||
| 400 | 426 | 8 | 600 | 346 | 248 | 1200 | 813 | 78 |
| 9 | 87 | |||||||
| 10 | 97 | |||||||
| 11 | 107 | |||||||
| 12 | 117 | |||||||
| 13 | 126 | |||||||
| 14 | 135 | |||||||
| 15 | 145 | |||||||
| 16 | 154 | |||||||
| 17 | 164 | |||||||
| 18 | 173 | |||||||
| 20 | 192 | |||||||
| 22 | 210 | |||||||
| 24 | 230 | |||||||
| 26 | 249 | |||||||
| 28 | 268 | |||||||
| 30 | 286 | |||||||
| 32 | 306 | |||||||
| 34 | 324 | |||||||
| 500 | 530 | 9 | 750 | 433 | 310 | 1500 | 1015 | 138 |
| 10 | 153 | |||||||
| 11 | 168 | |||||||
| 12 | 183 | |||||||
| 13 | 198 | |||||||
| 14 | 212 | |||||||
| 15 | 227 | |||||||
| 16 | 242 | |||||||
| 17 | 256 | |||||||
| 18 | 270 | |||||||
| 20 | 298 | |||||||
| 22 | 327 | |||||||
| 24 | 356 | |||||||
| 26 | 385 | |||||||
| 28 | 413 | |||||||
| 30 | 440 | |||||||
| 32 | 467 | |||||||
| 34 | 494 | |||||||
| 36 | 520 | |||||||
| 600 | 630 | 9 | 900 | 519 | 373 | 1800 | 1215 | 198 |
| 10 | 219 | |||||||
| 11 | 245 | |||||||
| 12 | 261 | |||||||
| 13 | 282 | |||||||
| 14 | 302 | |||||||
| 15 | 324 | |||||||
| 16 | 345 | |||||||
| 17 | 366 | |||||||
| 18 | 387 | |||||||
| 20 | 429 | |||||||
| 22 | 471 | |||||||
| 24 | 513 | |||||||
| 26 | 554 | |||||||
| 28 | 595 | |||||||
| 30 | 636 | |||||||
| 32 | 678 | |||||||
| 700 | 720 | 9 | 1000 | 577 | 404 | 2000 | 1360 | 248 |
| 10 | 275 | |||||||
| 11 | 302 | |||||||
| 12 | 329 | |||||||
| 13 | 356 | |||||||
| 14 | 383 | |||||||
| 15 | 410 | |||||||
| 16 | 436 | |||||||
| 17 | 462 | |||||||
| 18 | 489 | |||||||
| 20 | 542 | |||||||
| 22 | 595 | |||||||
| 24 | 647 | |||||||
| 26 | 698 | |||||||
| 28 | 750 | |||||||
| 30 | 801 | |||||||
| 32 | 852 | |||||||
| 800 | 820 | 9 | 1200 | 693 | 485 | 2400 | 1610 | 339 |
| 10 | 376 | |||||||
| 11 | 413 | |||||||
| 12 | 450 | |||||||
| 13 | 487 | |||||||
| 14 | 524 | |||||||
| 15 | 561 | |||||||
| 16 | 598 | |||||||
| 17 | 636 | |||||||
| 18 | 670 | |||||||
| 20 | 743 | |||||||
| 22 | 815 | |||||||
| 24 | 887 | |||||||
| 26 | 959 | |||||||
| 28 | 1030 | |||||||
| 30 | 1101 | |||||||
| 32 | 1171 |
Примеры условных обозначений отводов по ГОСТ 17375-2001:
Отвод 90°, исполнения 2, диаметром 219 мм, толщиной стенки 8 мм из стали марки 09Г2С: Отвод 90-2-219х8-09Г2С ГОСТ 17375-2001
Отвод 45°, исполнения 1, диаметром 60,3 мм, толщиной стенки 2,9 мм из стали марки 20: Отвод 45-1-60,3х2,9-20 ГОСТ 17375-2001
Таблица 3. Вес и размеры отводов ГОСТ 30753-01 Исполнение 1
| DN | D | T (стенка) | F | С | В | Масса, кг, 1 отвод 90° |
| 50 | 60,3 | 4,0 | 51 | 102 | 81 | 0,44 |
| 65 | 76,1 | 5,0 | 63 | 127 | 102 | 0,87 |
| 80 | 88,9 | 5,6 | 76 | 152 | 121 | 1,40 |
| 100 | 114,3 | 6,3 | 102 | 203 | 159 | 2,60 |
| 125 | 139,7 | 6,3 | 127 | 254 | 197 | 4,10 |
| 150 | 168,3 | 7,1 | 152 | 305 | 237 | 6,70 |
| 200 | 219,1 | 8,0 | 203 | 406 | 313 | 13,00 |
| 250 | 273,0 | 10,0 | 254 | 508 | 391 | 26,00 |
| 300 | 323,9 | 10,0 | 305 | 610 | 467 | 37,00 |
| 350 | 355,6 | 11,0 | 356 | 711 | 533 | 52,00 |
| 400 | 406,4 | 12,5 | 406 | 813 | 610 | 77,00 |
| 450 | 457,0 | — | 457 | 914 | 686 | — |
| 500 | 508,0 | — | 508 | 1016 | 762 | — |
| 600 | 610,0 | — | 610 | 1220 | 914 | — |
Таблица 4. Вес и размеры отводов ГОСТ 30753-01 Исполнение 2
| DN | D | Т | F = R | W | H | С | B | Масса отвода θ = 90°, кг |
| 50 | 57 | 4 | 50 | 29 | 21 | 100 | 79 | 0,4 |
| 5 | 0,5 | |||||||
| 6 | 0,6 | |||||||
| 65 | 76 | 5 | 65 | 37 | 27 | 130 | 103 | 0,9 |
| 6 | 1,1 | |||||||
| 7 | 1,2 | |||||||
| 80 | 89 | 5 | 80 | 46 | 33 | 160 | 125 | 1,3 |
| 6 | 1,6 | |||||||
| 7 | 1,8 | |||||||
| 8 | 2,1 | |||||||
| 100 | 102 | 5 | 100 | 58 | 41 | 200 | 151 | 1,9 |
| 6 | 2,3 | |||||||
| 8 | 3,0 | |||||||
| 10 | 3,7 | |||||||
| 108 | 5 | 154 | 2,1 | |||||
| 6 | 2,4 | |||||||
| 8 | 3,1 | |||||||
| 10 | 3,9 | |||||||
| 114 | 5 | 203 | 159 | 2,2 | ||||
| 6 | 2,5 | |||||||
| 8 | 3,3 | |||||||
| 10 | 4,1 | |||||||
| 125 | 133 | 5 | 125 | 72 | 52 | 250 | 192 | 3,0 |
| 6 | 3,6 | |||||||
| 8 | 4,9 | |||||||
| 10 | 6,1 | |||||||
| 12 | 7,3 | |||||||
| 150 | 159 | 5 | 150 | 87 | 62 | 300 | 230 | 4,5 |
| 6 | 5,4 | |||||||
| 8 | 7,1 | |||||||
| 10 | 8,7 | |||||||
| 12 | 11,0 | |||||||
| 14 | 12,0 | |||||||
| 168 | 5 | 234 | 4,7 | |||||
| 6 | 5,6 | |||||||
| 8 | 7,5 | |||||||
| 10 | 9,4 | |||||||
| 12 | 11,0 | |||||||
| 14 | 13,0 | |||||||
| 200 | 219 | 7 | 200 | 115 | 83 | 400 | 310 | 12,0 |
| 8 | 13,0 | |||||||
| 10 | 16,0 | |||||||
| 12 | 19,0 | |||||||
| 16 | 25,0 | |||||||
| 18 | 29,0 | |||||||
| 250 | 273 | 9 | 250 | 158 | 103 | 500 | 387 | 24,0 |
| 10 | 26,0 | |||||||
| 12 | 31,0 | |||||||
| 16 | 42,0 | |||||||
| 18 | 47,0 | |||||||
| 20 | 52,0 | |||||||
| 22 | 57,0 | |||||||
| 24 | 60,0 | |||||||
| 300 | 325 | 9 | 300 | 173 | 124 | 600 | 463 | 34,0 |
| 10 | 37,0 | |||||||
| 12 | 45,0 | |||||||
| 14 | 52,0 | |||||||
| 16 | 59,0 | |||||||
| 18 | 67,0 | |||||||
| 20 | 74,0 | |||||||
| 22 | 81,0 | |||||||
| 24 | 89,0 | |||||||
| 26 | 96,0 | |||||||
| 28 | 102,0 | |||||||
| 350 | 377 | 10 | 350 | 202 | 145 | 700 | 539 | 47,0 |
| 12 | 57,0 | |||||||
| 16 | 76,0 | |||||||
| 18 | 85,0 | |||||||
| 20 | 94,0 | |||||||
| 24 | 113,0 | |||||||
| 26 | 122,0 | |||||||
| 30 | 141,0 | |||||||
| 400 | 426 | 10 | 400 | 231 | 166 | 800 | 613 | 64,0 |
| 12 | 77,0 | |||||||
| 16 | 103,0 | |||||||
| 18 | 116,0 | |||||||
| 22 | 142,0 | |||||||
| 24 | 155,0 | |||||||
| 26 | 167,0 | |||||||
| 28 | 180,0 | |||||||
| 32 | 206,0 | |||||||
| 34 | 219,0 | |||||||
| 36 | 130,0 | |||||||
| 500 | 530 | 9 | 500 | 289 | 207 | 1000 | 765 | 92,0 |
| 10 | 102,0 | |||||||
| 12 | 122,0 | |||||||
| 14 | 143,0 | |||||||
| 16 | 161,0 | |||||||
| 18 | 184,0 | |||||||
| 20 | 204,0 | |||||||
| 22 | 223,0 | |||||||
| 24 | 243,0 | |||||||
| 26 | 262,0 | |||||||
| 28 | 282,0 | |||||||
| 30 | 300,0 | |||||||
| 32 | 320,0 | |||||||
| 34 | 340,0 | |||||||
| 36 | 365,0 | |||||||
| 600 | 630 | 9 | 600 | 346 | 248 | 1200 | 915 | 131,0 |
| 10 | 146,0 | |||||||
| 12 | 174,0 | |||||||
| 14 | 200,0 | |||||||
| 16 | 230,0 | |||||||
| 18 | 261,0 | |||||||
| 20 | 290,0 | |||||||
| 22 | 319,0 | |||||||
| 24 | 346,0 | |||||||
| 26 | 371,0 | |||||||
| 28 | 400,0 | |||||||
| 30 | 428,0 | |||||||
| 32 | 460,0 | |||||||
| 34 | 489,0 | |||||||
| 36 | 518,0 | |||||||
| 700 | 720 | 9 | 700 | 405 | 283 | 1400 | 1060 | 174,0 |
| 10 | 193,0 | |||||||
| 12 | 230,0 | |||||||
| 14 | 268,0 | |||||||
| 16 | 306,0 | |||||||
| 18 | 343,0 | |||||||
| 20 | 380,0 | |||||||
| 22 | 416,0 | |||||||
| 24 | 453,0 | |||||||
| 26 | 489,0 | |||||||
| 28 | 525,0 | |||||||
| 30 | 561,0 | |||||||
| 32 | 596,0 | |||||||
| 34 | 632,0 | |||||||
| 36 | 667,0 | |||||||
| 800 | 820 | 9 | 800 | 462 | 324 | 1600 | 1220 | 226,0 |
| 10 | 251,0 | |||||||
| 12 | 301,0 | |||||||
| 14 | 350,0 | |||||||
| 16 | 399,0 | |||||||
| 18 | 447,0 | |||||||
| 20 | 496,0 | |||||||
| 22 | 544,0 | |||||||
| 24 | 592,0 | |||||||
| 26 | 640,0 | |||||||
| 28 | 687,0 | |||||||
| 30 | 734,0 | |||||||
| 32 | 781,0 | |||||||
| 34 | 828,0 | |||||||
| 36 | 874,0 | |||||||
| Примечания 1 Масса приведена для справок. 2 Масса отводов с θ = 60° и θ = 45° соответственно в 1,5 и 2 раза меньше, а отводов с θ = 180° в 2 раза больше указанной. | ||||||||
Источник Проектирование, Трубопровод
16 декабря 2022 г
Назад
ГОСТ 17375-2001 Статус
| Обозначение: | ГОСТ 17375-2001 |
| Статус: | действующий |
| Тип: | ГОСТ |
| Название русское: | Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R=1,5 DN). Конструкция |
| Название английское: | Carbon and low-alloy steel butt-welding fittings. Sharply curved bends type 3D (R=1,5 DN). Design |
| Дата актуализации текста: | 06.04.2015 |
| Дата актуализации описания: | 21.04.2018 |
| Дата издания: | 14.01.2010 |
| Дата введения в действие: | 01.01.2003 |
| Дата последнего изменения: | 11.01.2018 |
| Переиздание: | переиздание с изм. 1 |
| Область и условия применения: | Настоящий стандарт распространяется на бесшовные приварные отводы |
| Взамен: | ГОСТ 17375-83 |
| Список изменений: | №1 от (рег. ) «Срок действия продлен» |
ГОСТ 17375-01 Вы можете посмотреть и скачать по следующей ссылке — ГОСТ 17375-01
Материал изготовления отводов
Чаще всего отводы делают из стали, во многом это связано с нагрузками, которые должна будет выдерживать деталь. Сталь для изготовления отводов может быть легированной, углеродистой, нержавеющей.
Сталь выдерживает большие перепады давления, пригодна для неблагоприятных климатических условий, устойчива к коррозии. Разная сталь для изготовления отводов имеет свои преимущества. Например, 12х18н10т имеет повышенную стойкость к коррозии, а сталь 09г2с подходит для трубопроводов, которые находятся в холодном или умеренно-холодном климате.
Отводы из легированной стали могут работать при температуре от -60 до +40 градусов по Цельсию. Такие детали подходят для работы в трубопроводах, которые находятся в холодном климате.
Если рабочая среда агрессивная, лучше использовать отводы ГОСТ 30753-2001 из нержавеющей или легированной стали. Углеродистая сталь подходит для трубопроводов общего назначения.
Отводы из стали работают с паром, горячей водой, с химически активными веществами, с щелочными средами и кислотами. Основная важная характеристика деталей для такого трубопровода — это устойчивость к коррозии, и отводы из стали отвечают этим требованиям. В некоторых случаях для работы подходят детали из оцинкованной стали. Их внутренний слой дополнительно защищен от коррозии слоем цинка.
Также для некоторых трубопроводов изготавливаются отводы из полиэтилена низкого давления и поливинилхлорида.
Отводы из полимера подходят для мягких условий работы. Их нельзя использовать в трубопроводах с агрессивной рабочей средой или находящихся в неблагоприятных условиях.
Отводы ГОСТ 30753-2001 и другие подобные детали имеют сразу несколько преимуществ. Они универсальны и подходят для самых разных систем, чтобы изменять направление труб. Стальные отводы устойчивы к особенностям климата — перепаду температур или осадкам. При этом цена отводов всегда доступная. А требования ГОСТ, по которым изготавливают детали, обеспечивают их безопасное и эффективное использование.
|
Программа для расчёта, построения и печати лекала отвода в натуральную величину
Для ремонта трубопроводов часто необходима замена отвода. Для его изготовления в условиях мастерской необходимо знать его характеристики:
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если известен только развёрнутый угол между трубами α > 90°, то Y = 180 — α.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Как сделать сварной отвод по чертежам?
Cварные отводы, состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми !!! характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.
Перенесите эти точки на паронит или картон и плавно соедините их между собой.
Вы получили лекало крайнего полузвена отвода.
Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.
Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:
1. Число звеньев n , ширина шейки b , радиус отвода R должны соответствовать техническим условиям и месту, куда устанавливается фасонная часть. Так, например, «Технические условия на производство и приемку работ по устройству газовых сетей городов, населенных пунктов и промышленных предприятий» СН 117-60, пункт 159, предусматривают, что радиусы сварных отводов должны быть не менее одного диаметра. В «Технических условиях на производство и приемку работ по устройству тепловых сетей» СН 108-60, пункт 125в, указывается, что радиусы сварных отводов должны быть не менее 1,5 диаметров. Теми же ТУ СН 108-60, пункт 126, предусмотрено, что ширина шейки b должна быть не менее 50 мм.
2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1
. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2.
Очень важно!!!
Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.
Совет 3.
Стыковку звеньев производить согласно рис. 3, так, чтобы звенья, обозначенные цифрами, стыковались в одну группу, а буквами — в другую группу; затем одним разворотом и сваркой соединяются обе группы. Этим достигается лучшее сопряжение звеньев, особенно в тех случаях, когда трубы имеют в поперечном сечения некоторые, хотя и допустимые отклонения от правильной окружности.
Во вложении имеется таблица с макросом, который умеет строить шаблон изделия с заданными Вами характеристиками в натуральную величину.
Распечатайте его и пользуйтесь.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
При успешной оплате Вы сразу же получите ссылку для скачивания рабочей таблицы.
Порядочность гарантирую! Успехов в работе!
Купить отводы из нержавеющей стали по ГОСТ 17375-2001
Компания Карбон Групп предлагает купить отводы по ГОСТ 17375-01 на выгодных условиях. Наше предприятие имеет возможность изготовить заглушки из других марок сталей, в т.ч. 15Х5М, 08Х18Н10Т, 12Х18Н10Т, исходя из условий эксплуатации, по нормативно-технической документации, утвержденной в установленном порядке. Условия покупки и доставки оговариваются заранее. Что бы узнать цены Вы можете оставить заявку, заполнив форму ниже или позвонив по тел. ☎ ☎
Отводы ГОСТ 30753-2001: сферы применения
Главная функция отводов — изменение направления потока. Поэтому их монтируют на трубу в том месте, где трубопровод должен изменить направление. Монтаж отводов возможен с помощью сварки, фланцевого и резьбового соединения.
Отводы используются для сборки нефтепроводов, на металлургических и энергетических предприятиях. Также они применяются в системе ЖКХ. Эти детали необходимы при монтаже водопроводов и системах отопления.
Отводы подходят для работы трубопроводов, которые занимаются перекачкой жидкой среды, а также для транспортировки газа, химических веществ и пара.
Отводы соединяются с другими деталями с помощью сварки или резьбовым методом. Это значительно расширяет случаи их использования.
Например, бесшовные крутоизогнутые отводы, могут использоваться в нефтегазохимических трубопроводах. Благодаря монтажу с помощью сварки, вся система трубопровода получается герметичной.
Отводы можно эксплуатировать при температуре до 450 градусов по Цельсию. Самые низкие температуры работы — -70 градусов по Цельсию.
Детали делают самых разных диаметров. Например, Ду 15, Ду 25, Ду 40, Ду 45. Также у отводов может быть больший диаметр — от Ду 426 и выше.
Благодаря этим характеристикам и углу изгиба (возможен от 3 до 90 градусов), отводы используются в самых разных трубопроводах.Они подходят для труб с разной толщиной стенки. Это расширяет возможности их использования.
Примеры использования отводов
Их часто используют при проводке коммуникаций разного назначения. Различаются лишь виды отводов. Например, в трубопроводе с большим сечением будет высокое давление для движения рабочей среды. И в этом случае подойдут крутоизогнутые бесшовные отводы или гнутые детали из нержавеющей стали.
В сфере ЖКХ и для других бытовых коммуникаций также могут использоваться крутоизогнутые и гнутые отводы.
Отводы устанавливают не только на трубопроводах, который перегоняют газы, нефть, воду и другие рабочие среды. Детали также используются в вентиляционных системах и системах очистки воздуха.