Отводы стальные — это изделия, которые используются для изменения направления различных трубопроводов. Они представляют собой изогнутые под нужным углом сегменты труб. Выполняются, как правило, на специальных трубогибочных аппаратах, а монтируются на трубопровод посредством стыковой сварки. Эксплуатационная сфера этих деталей невероятна широка, но наиболее часто их используют при монтаже нефтяных, газовых и водопроводных коммуникаций.
Отводы для стальных труб производятся из нержавейки, легированной стали, также они могут иметь защитное цинковое покрытие
Сфера использования стальных отводов
Рассмотрим основные сферы, в которых эксплуатируются эти изделия:
- водопроводные системы;
- отопительные коммуникации;
- промышленные магистрали разного назначения;
- нефтегазовая отрасль;
- химическая отрасль;
- насосные станции.
Такие изделия используются при проводке коммуникаций любого назначения, однако, не все их виды подходят под определённые трубопроводы. Например, для прокладки магистральных сетей, как правило, используют крутоизогнутые бесшовные, штампосварные, а также гнутые изделия из нержавеющей стали, легированные, а также отводы оцинкованные. Это связано с тем, что такие коммуникации имеют большие размеры сечения и могут работать при высоком давлении рабочей среды.
Полезная информация! Сварные отводы, используются для различных коммуникаций. Давление в таких трубопроводах не превышает 2,5 МПа. Показатели сечения в таких трубопроводах обычно больше 1000 мм.
Для бытовых коммуникаций отличным решением являются крутоизогнутые или гнутые разновидности отводов. А точечные изделия являются очень популярными при монтаже трубопроводов на предприятиях, которые выпускают различные минеральные удобрения.
Такую деталь, как отвод, можно встретить на трубопроводе любого типа и назначения
Как уже было сказано выше, такое изделие обеспечивает поворот конструкции. Отводы используются не только в трубопроводах, но и в коммуникациях, отвечающих за очистку воздуха в помещениях. Наиболее популярным в таком случае является вентиляционный оцинкованный отвод.
Канализация
Здесь способов стыковки куда меньше.
Чугун
Традиционно для стыковки чугунной канализации используется чеканка:
- Труба вставляется в раструб фитинга;
- Пространство между ними плотно зачеканивается кабалкой — промасленным органическим волокном;
- Затем стык замазывается цементным раствором или заливается расплавом серы.
Соответственно, фитинги представляют собой комбинации отводов с тем же диаметром, что и трубы, и раструбов.
Однако новые чугунные канализационные фитинги и трубы все чаще снабжаются резиновыми уплотнителями, обеспечивающими герметичность при обыкновенной стыковке.
ПВХ и полиэтилен
И полиэтилен, и куда более распространенные трубы ПВХ для канализации, и фитинги для них опять-таки комплектуются резиновыми уплотнителями в раструбах.
Со стыковкой связаны две тонкости:
- У отрезанного по размеру патрубка желательно снять наружную фаску. Иначе его будет трудно вставить в уплотненный резиной раструб.
- Соединение, выполненное на герметике, гарантированно не потечет из-за усыхания резины.
Герметичность обеспечивает резиновый уплотнитель; герметик дополнительно фиксирует трубу и страхует от протечек при высыхании резины.
Преимущества стальных отводов
Арматура для трубопроводов широко используется при любом монтаже, а стальные поворотные детали считают основой любого трубопровода. Наряду с тройниками и переходными элементами, они играют важную роль в стыковке коммуникации и в увеличении её прочности.
Рассмотрим основные преимущества этих изделий:
- с помощью этих изделий производится плавный поворот трубопроводной конструкции;
- характеристики металлических отводов позволяют использовать их в тяжёлых эксплуатационных условиях – они обладают высокими прочностными характеристиками, а также могут эксплуатироваться при высоком давлении;
- стальные изделия резистентны к температурным колебаниям;
- стоимость на такие отводы является довольно демократичной;
- имеют высокий эксплуатационный срок при использовании в агрессивных промышленных условиях.
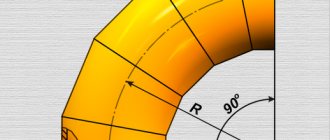
Наиболее популярными на сегодняшний день считаются модели, которые изогнуты под углом 45 и 90°.
Самыми востребованными являются детали с углом поворота в 45 и 90 градусов
Реклама и маркетинг
Кроме работы с целевыми клиентами, необходимо использовать методы привлечения более широкого круга покупателей. Для такого специфического товара, как отводы, нет смысла организовывать широкомасштабную рекламную кампанию. Но определенные маркетинговые ходы предпринять необходимо. Наиболее эффективными будут следующие мероприятия:
- разработка собственного сайта с описанием ассортимента продукции, ее особенностей и преимуществ;
- активное онлайн-продвижение с помощью контекстной, тизерной и триггерной рекламы;
- рассылка коммерческих предложений;
- размещение постов и обсуждений на тематических и городских порталах;
- публикации объявлений на интернет-площадках;
- подача информации в целевых СМИ;
- участие в выставках, ярмарках, других мероприятиях соответствующего направления.
Действенным методом расширения клиентской базы будет программа лояльности с предоставлением скидок постоянным или крупно-оптовым покупателям.
Материалы
Для того, чтобы не ошибиться при выборе материала, специалисты советуют эксплуатационные особенности, а также тип рабочей среды, для которой он будет использоваться.
В продаже можно найти такие отводы:
- углеродистые изделия;
- легированные детали;
- из нержавеющей стали;
- отводы оцинкованные.
Для коммуникаций общего назначения отлично подойдут детали, произведённые из углеродистой стали. Если рабочая среда в системе представлена агрессивными химическими веществами, то в этом случае рекомендуется использовать отводы нержавеющие или легированные.
Изделия из легированной стали могут эксплуатироваться при температуре от −60 до +40 °C. Давление, которое они способны выдержать доходит до 7,4 МПа. Их часто используют при монтаже трубопроводов в холодных климатических зонах, так как они имеют высокую резистентность к коррозии при низких температурах.
Отводы нержавеющие применяются в трубопроводах, которые транспортируют горячие среды (вода, пар), а также химически активные вещества, обладающие как щелочной, так и кислотной средой. Нержавеющая сталь обладает высокой устойчивостью к губительному воздействию коррозии и поэтому отлично подходит для таких целей.
На сегодняшний день довольно распространены отводы оцинкованные. Материалом для таких изделий служит оцинкованная сталь. Изделия из оцинкованной стали покрываются на стадии производства защитным антикоррозийным слоем.
Детали, производимые из нержавеющей стали, наиболее устойчивы к коррозии и поэтому долговечны
Как правило, этот слой представлен цинком, однако, в качестве защитных элементов могут выступать и другие (хром, никель и т. д.). Отвод из оцинкованной стали может переносить довольно высокое давление и резистентен к агрессивным средам.
Виды отводов
Ассортимент металлических отводов невероятно широк, что обусловлено их конструктивными особенностями и различными областями использования. Рассмотрим основные виды этих изделий:
- крутоизогнутые;
- штампосварные;
- сварные секционные;
- сварные секторные (сегментные);
- гнутые;
- точечные.
Крутоизогнутые. Все основные параметры таких изделий описаны в соответствующей документации (ГОСТ 17235–2001, ГОСТ 17235–83). Они производятся посредством протяжки трубы. Протяжка выполняется через специальную форму на трубогибочном оборудовании, в результате чего получается высококачественная деталь.
Отводы стальные для труб крутоизогнутые выполняются, как правило, из углеродистой и нержавеющей стали. Угол крутоизогнутого отвода может быть: 30, 45, 60 и 90°. Размеры сечения таких отводов варьируются от 18 до 426 мм. Давление, к которому устойчив такой отвод составляет до 16 МПа.
Штампосварные. Такие детали изготавливаются из листов посредством сварки. Этот способ производства позволяет получить толстостенное изделие с повышенными прочностными характеристиками. Штампосварные изделия могут иметь размеры сечения до 1420 мм. Их эксплуатируют в магистральных коммуникациях нефтегазовой отрасли. Изготавливаются штампосварные детали из легированной или нержавеющей стали и регламентируются техническими условиями (ТУ).
Штампосварные отводы — это толстостенные изделия, применяемые в трубопроводах с высоким рабочим давлением
Сварные секционные. Выполняются из отдельных участков труб, которые сваривают друг с другом, в результате чего получается готовая деталь. Цена на такие отводы довольно небольшая, однако, их показатели прочности и надёжности меньше, чем у других видов. Производятся из углеродистой или низколегированной стали. Показатели сечения таких деталей варьируются от 108 до 1620 мм.
Обратите внимание! Как правило, сварные секционные изделия применяются при монтаже трубопроводов, которые имеют небольшое рабочее давление (до 2,5 МПа). Температура в таких коммуникациях не должна превышать +425 °C.
Сварные секторные. Такие отводы эксплуатируют в трубопроводах, которые имеют большой размер сечения. Такие коммуникации обладают определённым углом поворота потока рабочей среды, которая транспортируется под небольшим давлением. Угол такого изделия зависит от эксплуатационных особенностей и может быть: 30, 45, 60 и 90°.
Точёные. Такой вид выполняется из специальных литых заготовок на токарном станке. Стоит отметить, что точечные изделия имеют самую высокую стоимость. Это связано с очень сложным технологическим процессом их изготовления.
Их основные преимущества это:
- изготавливаются с любым показателем толщины стенки;
- устойчивы к высокому давлению (до 100 МПа).
Гнутые. Такие отводы, как правило, используют в тех случаях, если нет возможности установить на трубопровод крутоизогнутый вариант изделия. Гнутые детали не имеют такого большого радиуса изгиба, как крутоизогнутые, а также оснащаются прямым участком. Угол таких изделий варьируется от 2 до 90°. Их использование регламентируется соответствующей документацией (ГОСТ и ТУ). Гнутые отводы монтируются в коммуникациях, температура которых колеблется от −50 до +510 °C.
Гнутые отводы получают путем сгибания горячих или холодных заготовок на специальном гибочном оборудовании
Показатели давления для таких отводов доходят до 100 МПа. Гибка таких изделий производится на специальном трубогибочном оборудовании. Их могут гнуть как в холодном, так и в горячем состоянии.
Оцинкованная труба для дымохода: виды, какая лучше и как сделать ее своими руками
Здравствуйте, уважаемый читатель! Рассмотрим сегодня вопрос о том, насколько хороша оцинкованная труба для дымохода. Необходимость подобной оценки всякий раз возникает перед владельцами частных домов при сооружении или замене дымохода. Выясним все её плюсы и минусы, как лучше использовать и можно ли сделать своими руками.
Что собой представляет
Изделие представляет собой металлическую трубу, покрытую слоем цинка (на фото).
Покрытие создает защитную пленку, которая предохраняет железо от ржавчины на определенный период, до механического повреждения цинкового слоя.
Характеристики материала
Цинк является металлом с температурой плавления 419 С.
В состав цинкового покрытия входят сплав цинка (99,97%), алюминия, свинца и других металлов. Толщина слоя нормируется ГОСТом и составляет от 10 до 60 мкм.
На воздухе цинк покрывается тонкой пленкой оксида, которая и исполняет роль защиты стали от коррозии.
Оцинкованная сталь устойчива к атмосферным осадкам, температурным перепадам.
Удобна в обработке, легко поддается сгибанию, вальцовке, штамповке и прочим механическим нагрузкам.
Можно ли оцинкованные трубы использовать для дымохода
Дымоотводы с цинковым покрытием используют при определенных условиях.
При нагреве цинка до 419°, он начинает выделять вредные для человека вещества. Поэтому отводы из данного материала рекомендуется устанавливать в системах дымоотведения, где температура не превышает 350°С.
Правилами МЧС 2009 года применение металлических дымоудаляющих средств для печей на угле запрещено.
Кроме того, одностенный отвод из оцинковки сгорит через один-два сезона. На практике применяют её в качестве наружного кожуха в двустенных конструкциях с утеплителем.
Преимущества и недостатки труб из оцинковки
К достоинствам дымоходной оцинкованной трубы пользователи относят:
- длительную невосприимчивость коррозии;
- быстрый прогрев дымоотвода и, как следствие, обеспечение хорошей тяги;
- простой метод монтажной сборки;
- гладкую поверхность внутри канала, что не дает возможности задерживаться на стенках саже;
- возможность вывода отвода через стену здания.
Недостатки:
- малый срок службы одностенного отвода;
- при обрезке изделия, линии среза через короткое время начинают ржаветь;
- мелкие повреждения приводят к разрушению защитного слоя;
- образование большого количества конденсата.
Виды труб из оцинкованного железа
Исходя из конструктивных особенностей различают два вида этих изделий: одноконтурные и двухконтурные утепленные.
Первые состоят из одностенных отводов. Их монтируют в нагревательных приборах с невысокой температурой или в кирпичных дымоотводах.
Вторые включают два отвода: внутренний из нержавеющей стали и наружний из оцинковки. Между ними размещают утепляющее средство. Называются они трубы «сэндвич» и успели доказать свою эффективность.
Срок службы
Оцинкованная наружная труба в сэндвиче при правильной установке и изготовлении способна прослужить 45 лет.
Одноконтурный дымоотвод прогорит быстро, срок его службы в зависимости от интенсивности использования составит один-два года.
Что лучше оцинковка или нержавейка
Начальный отрезок дымоходного канала от котла, где температура особенно высока, рекомендуют изготовлять из нержавеющей стали. Из неё же выполняют внутреннюю трубу сэндвича, что позволяет применять его в любой системе дымоудаления.
Безусловно, этот вид стали самый прочный и устойчивый к ржавчине. По этим параметрам он превосходит оцинковку. Главный его недостаток – это высокая цена.
Для удешевления в сэндвичах применяют для изготовления кожуха оцинковку.
Сделать самому или купить
Изготовление трубы из листового материала занятие не простое. Требуется определенное оборудование и навыки. Но если протяженность дымохода небольшая, и он будет прямым, без колен и отводов, можно эту работу выполнить самостоятельно.
В других случаях разумнее будет приобрести или заказать дымоотвод из оцинковки у профессионалов.
Советы по выбору и примерная цена
Производители предлагают большой выбор как одноконтурных оцинкованных отводов, так и сэндвич-труб с обечайкой из оцинковки. Существуют определенные параметры, по которым следует подбирать элементы для дымохода:
- диаметр выходного патрубка котла должен быть равен или меньше сечения дымоходного отвода;
- пристяжные дымоотводы могут иметь не более трех изгибов на всей протяженности канала.
- необходимый диаметр дымохода для котлов производители указывают в паспорте на агрегат;
- толщина стенок для наружного кожуха должна быть не ниже 0,5 мм, обычно используют 0,55мм.
Цена одноконтурных труб из оцинкованной стали зависит от диаметра и толщины жести. Метровый отвод d=110 мм стоит 190 рублей, а d=250 мм – 390 рублей.
Сэндвич нержавейка+оцинковка такого же диаметра толщиной 0,5 мм и длиной 100 см обойдется в 1230 рублей.
Изготовление труб из оцинковки своими руками
особенность оцинкованной трубы заводского изготовления – надежный сварочный шов.
Если дома есть аргоновая установка и вы большой сварной мастер, это меняет дело. Наверняка у вас получится не труба, а загляденье.
Для начала предстоит выбрать оцинкованный лист для трубы. Профессионалы делают отводы со стенками толщиной 0,55 мм. В то же время надо учитывать, что чем тоньше материал, тем легче он поддается сгибанию.
Необходимые инструменты и материалы
Потребуются:
- ручные ножницы по металлу;
- молоток-киянка с деревянной ударной частью;
- рулетка;
- угольник;
- металлическая линейка;
- карандаш, лучше строительный;
- плоскогубцы.
Для удобства гибочных работ оборудуют простой верстак, где производят разметку. На столе крепят металлический уголок (40×40 мм или больше) длиной не менее 100 см, стальную круглую форму необходимого диаметра.
Выкраивание заготовки
Рассмотрим, как сделать трубу сечением 100 мм.
Рассчитывают ширину заготовки:
- определяют длину окружности как произведение сечения на значение пи, равное 3,14;
- на загибы для соединительного шва выделяют 15 мм.
В общей сложности для 100 мм отвода вырезают заготовку шириной 3,14×100 мм+15 мм ≈ 330 мм.
Учитывают, что трубы делают слегка конусообразными для удобства монтажа раструбовом способом. Поэтому одна сторона размеряется 330 мм, другая – 340 мм (на рисунке).
Формирование профиля
На вырезанной заготовке размечают линию сгиба для фальца в 5 мм с одной стороны, два раза по 5 мм – с другой.
Лист укладывают на верстак, выравнивают край по уголку. Киянкой постепенно сгибают его под прямым углом. Затем заготовку переворачивают и заваливают отгиб на полотно.
Таким же образом на другом краю листа делают загиб в 10 мм, и на нем ещё один шириной 5 мм.
Далее заготовку вручную сгибают на формовочной трубе, прибегая к помощи киянки.
Обработка стыковочного шва
После получения круглой формы заготовки, её укладывают на круглую форму или дополнительный уголок, соединяют фальцы в замок, обстукивая их по краям киянкой. На узком конце будущей трубы фальцы слегка кернят. Простукивают киянкой всю длину стыковочного шва, уплотняя фальцы. Шов становится практически неразъемным.
Размеры стальных отводов
Углы этих изделий могут быть разными, как и размеры диаметра, однако, все изделия подчиняются определённым стандартам. Стандартные углы, как правило, составляют:
- 15°;
- 30°;
- 45°;
- 60°;
- 90°;
- 180°;
Масса детали также может быть разной и зависит от его диаметра. Эта зависимость указана в таблице ниже.
Таблица 1
| Ду, мм | Масса, кг |
| 820 | 376 |
| 720 | 275 |
| 630 | 219 |
| 530 | 138–153 |
| 426 | 78–97 |
| 377 | 61–75 |
| 325 | 39–56 |
| 273 | 27–35 |
| 219 | 13–20 |
| 159 | 6,1–11 |
| 133 | 3,3–5,7 |
| 114 | 2,2–3,8 |
| 108 | 2,5–3,6 |
| 89 | 2,3 |
Выбор детали производится с учётом размера трубопровода. Существуют разнообразные по показателю сечения отводы (от 89 до 2000 мм). А также стоит отметить, что при необходимости на производстве можно сделать индивидуальный заказ поворотного элемента, который будет отличаться по диаметру или иметь нестандартный угол.
Помещение и персонал
При выборе здания следует учитывать, что в нем необходимо расположить несколько зон с определенными требованиями по минимальным размерам:
- цех – от 100 кв. м;
- сырьевой склад – от 30 кв. м.;
- склад под продукцию – от 30 кв. м;
- офис, подсобные комнаты с санузлом – от 40 кв. м.
Всего потребуется не менее 200 кв. м. общей площади. Особых требований к обустройству помещений в данной сфере нет. Необходимо соблюдать только общие положения и нормы относительно организации производственного процесса, охраны труда и безопасности персонала.
Наиболее подходящим местом для расположения предприятия будет здание в промышленном районе или сразу за чертой города. Здесь проще найти помещение со всеми необходимыми коммуникациями и с доступной арендной платой. Важно предусмотреть хорошую транспортную развязку для сотрудников и возможность въезда для грузовых автомобилей.
В штат необходимо набрать следующих сотрудников:
- управляющий;
- бухгалтер;
- заведующий складским комплексом;
- менеджер по поставкам и сбыту;
- операторы на линию;
- подсобные рабочие;
- уборщица.
Численность производственного персонала зависит от количества установленного оборудования и степени его автоматизации. Для современных высокотехнологичных линий требуется 2 оператора и 1 подсобный рабочий на одну смену.
Сварка отводов
Процесс монтажа поворотного элемента на трубу является довольно непростым мероприятием и требует специальных навыков в этой области. Производится такая сварка только специально обученными сварщиками.
Сварка отводов может выполняться разным методами, каждый из которых имеет свои правила
Монтаж отвода на трубопровод осуществляется с соблюдением необходимых норм, изложенных в соответствующих инструкциях (например, ВСН–006–89).
Важно! Перед началом сварочных работ необходимо удостовериться в том, что свариваемые поверхности не содержат никаких дефектов. В случае обнаружения изъянов их необходимо устранить.
Стоит запомнить, что нужно осуществлять контроль за смещением внутренних кромок. На этот счёт существует правило: при сваривании трубы и отвода с равными показателями сечения смещение не должно превышать 2 мм. Отцентровка изделий производится с помощью специальных устройств — вращателей.
При ручной электродуговой сварке обработка первого корневого шва выполняется постоянным током. В случае перерыва необходимо поддерживать нужную температуру в месте сварки. После выполнения первой сварочной линии и после её шлифования приступают ко второму шву. Время между этими двумя мероприятиями не должно быть больше, чем 5 минут. Это связано с тем, что вторая линия должна проходить по неостывшему корневому шву. После того, как обе линии пройдены, выполняются заполняющие борозды и облицовочные швы. Облицовочный шов обязательно на 1–3 мм выступать над поверхностью трубопровода.
Качество продукции
Все отводы гнутые, изготовленные на станах, отличаются превосходным качеством и соответствуют всем требованиям стандартов.
Для оптимизации процессов сбалансированной работы оборудования фирма-производитель имеет удаленный доступ из офисов Германии, что позволяет контролировать им качество выпускаемой продукции на европейском уровне. Готовую продукцию и сырье подвергают детальному визуально-измерительному контролю. Контроль качества изделий проводится в соответствии с требованиями ГОСТов (ГОСТ 20415, 18442, 1497, 9454, 6996 и др.) и разработанными ТУ.
Вращатель труб
На производствах приварка отводов к трубам осуществляется с использованием специального оборудования. Как правило, этим специальным оборудованием служат вращатели. Свариваемые детали зажимаются в устройстве и вращаются вокруг своей оси, что даёт возможность выполнить качественную приварку отвода.
Рассмотрим основные преимущества применения вращателя при сварке поворотного изделия с трубой:
- позволяют сваривать трубы с большими диаметрами;
- использование в конструкции вращателя автономного привода позволяет регулировать скорость вращения детали;
- обеспечивают точную отцентровку труб;
- могут работать не только с прямыми деталями, но и с более сложными, с конструктивной точки зрения, элементами (например, тройниками).
На сегодняшний день существует немало разновидностей отводов, позволяющих решить любую задачу при монтаже трубопроводов. Вместе с этим, широкий ассортимент данных изделий обязывает специалистов изучать большой объем информации, чтобы знать и соблюдать особенности и правила использования всех подобных изделий.
Юридическое оформление бизнеса
Для данного бизнеса лучше создавать ООО, так как в случае ИП обязательства компании ложатся на его имущество.
В любом случае для регистрации нужно подать заявление в местные органы ФНС, указав коды ОКВЭД, соответствующие типу выпускаемых отводов:
- 22.21 – Производство пластмассовых плит, полос, труб и профилей;
- 24.20 – Производство стальных труб, полых профилей и фитингов.
Вместе с заявлением следует предоставить:
- ксерокопии и оригиналы документов: для ИП – личных (паспорта, ИНН);
- для ООО – учредительных, а также правоустанавливающий акт на владение недвижимостью, подтверждающий юридический адрес.
При самостоятельном оформлении на Едином портале Госуслуг пошлину уплачивать не нужно. Для ООО обязательным является внесение на счет не менее 10000 рублей уставного капитала.
Еще один документ – уведомление о переходе на выбранный налоговый режим. Общая система налогообложения крайне невыгодна и необходима только для очень крупных компаний. Небольшому цеху по производству отводов лучше всего подойдет УСН по схеме 6% от дохода.