ИНДУКЦИОННЫЙ НАГРЕВ — это промышленный нагрев металлических материалов (проводников), помещенных внутрь катушки индуктивности (индуктора) промышленной частотой от 50 Гц. Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) деталь размещается в индукторе, который сделан из круглой или квадратной трубки (обычно медной). ZAVODRR — индукционные системы нагрева (ТВЧ) и индукционный нагрев металла от профессионалов!
Индукционный нагрев металла
Индукционный нагрев металла сочетает в себе частоту, температуру, скорость и контроль производственного процесса. В принципе индукционного нагрева лежит закон Фарадея. деталь из металла помещается в индуктор, внутри ее возникает вихревой ток, который стремится к наружным стенкам.
То есть тепло возникает прямо в предмете (металлической заготовке), оставляя все вокруг холодным, что является несомненным преимуществом данного способа нагрева. Глубина нагрева зависит от частоты индукционного нагревателя, при этом металлическая деталь может располагаться в изоляции от источника питания.
Тепло в металлической заготовке образуется не равномерно по всему сечению, но экспоненциально спадает по мере удаления от поверхности из-за ослабления воздействия магнитного поля. Этот процесс характеризует особая физическая величина — глубина проникновения магнитного поля (по сути, толщина поверхностного слоя предмета, в котором внешнее магнитное поле спадает до нуля). Эта величина зависит от частоты тока индуктора и от удельного сопротивления и относительной проницаемости материала заготовки при рабочей температуре.
Среднечастотные
Высокочастотные
Индукционные печи
Индукторы для индукционного нагрева
Поскольку эффективность нагрева материала меняется в зависимости от соотношения внутреннего диаметра катушки индуктора и диаметра заготовки, не выгодно использовать один индуктор для большого диапазона диаметров.
Если вы хотите заказать индукторы для индукционного нагрева, нужно иметь в виду, что низкое значение соотношения диаметров используется, как правило, для поверхностной закалки, а когда требуется, чтобы материал был прогрет равномерно.
ZAVODRR изготовит индукторы для индукционного нагрева с оптимальными размерами заготовки (которая также влияет на величину напряженности электрического поля в нагреваемом объекте). Направляйте чертежи деталей, индуктор стоит от 15 000 рублей, срок изготовления 14 рабочих дней.
Сферы применения ультразвуковой сварки
Ультразвуковая сварка на сегодняшний день является ведущим способом соединения полимерных материалов, а в некоторых случаях и единственно возможным. Ультразвуковая сварка пластмасс основывается на искусственно созданных механических колебаниях, которые прикладываются к зоне контакта и преобразовываются в тепловую энергию.
Ультразвуком сваривается большая половина известных термопластичных полимеров. Ультразвуковая сварка пластмасс тем более ценна, что для ряда полимеров она является единственно возможным надежным способом соединения. Полистирол, один из наиболее распространенных полимеров для изготовления различных изделий крупносерийного производства, наиболее рационально сваривать ультразвуком.
Станки УЗ-сварки применяются для сварки жестких полимеров и пластмасс, синтетических тканей, пластмасс с металлами, мягких пластмасс, искусственных кож.
Недостатками использования ультразвукового соединения являются довольно маленькая мощность процесса сваривания, что часто приводит к необходимости применять двухсторонний способ подвода энергии, и отсутствие точного и практичного метода контроля качества шва.
Частота индукционного нагрева
Нагрев заготовок производится токами высокой частоты и начинается с частоты 50 Гц. Для подбора индукционного нагревателя, необходимо знать частоты индукционного нагрева. От выбора средней, сверхвысокочастотной или промышленной частоты будет зависеть, на какую глубину будет проникать индукционный ток. Энергетическую эффективность индукционного нагрева можно улучшить с использованием тока трех частот.
Частота индукционного нагрева индукционного нагревателя бывает:
- установки 50 Гц (промышленной частоты), которые питаются непосредственно от сети или через понижающие трансформаторы;
- сверхвысокочастотные частоты (500-10000 Гц), которые получают питание от преобразователей частоты;
- высокочастотные частоты (66 000 — 440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Индукционные системы нагрева
Таким образом, система индукционного нагрева состоит, как минимум, из генератора, преобразующего сетевое питание в ток, необходимый для работы установки, и индуктора, передающего энергию для нагрева. Как правило, при этом еще необходим резонансный контур для согласования характеристик индуктора и генератора. Для выполнения более сложных задач необходима более сложная система, включающая закалочную машину, систему охлаждения и т.п.
Номенклатура высокочастотных ТВЧ установок на транзисторных IGBT модулях
| Параметр / обозначение | ВЧ-15А | ВЧ-15АВ | ВЧ-25А | ВЧ-25АВ | ВЧ-40АВ | ВЧ-60АВ | ВЧ-80АВ | ВЧ-100АВ | ВЧ-120АВ | ВЧ-160АВ |
| Потребляемая мощность, кВА | 15 | 15 | 25 | 25 | 40 | 60 | 80 | 100 | 120 | 160 |
| Диапазон рабочих частот, кГц | 30-80 | 30-80 | 30-80 | 30-80 | 30-60 | 30-60 | 30-60 | 20-50 | 20-50 | 20-50 |
| Напряжение питания, В | 220 | 220 | 380 | 380 | 380 | 380 | 380 | 380 | 380 | 380 |
| Количество фаз, шт. | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Максимальный ток одной фазы, А | 25 | 25 | 25 | 25 | 45 | 65 | 120 | 150 | 180 | 240 |
| КПД, % | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 |
| Таймер, сек | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 |
| Вес оборудования, кг | 18 | 23 | 23 | 31 | 35+30 | 35+30 | 41+42 | 45+47 | 51+49 | 63+55 |
| Система охлаждения ТВЧ установки | ||||||||||
| Расход воды, л/мин макс. | 5 | 5 | 8 | 8 | 10 | 12 | 12 | 14 | 14 | 16 |
| Давление воды, атм. | 2 | 2 | 2 | 2 | 2-3 | 2-3 | 2-3 | 2-3 | 2-3 | 2-3 |
| Мощность насоса, кВт | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 |
Индукционный нагрев ТВЧ труб и валов
Индукционный нагрев ТВЧ труб на первый взгляд кажется дорогостоящим из-за цены на оборудование, но на самом деле позволяет при минимальных затратах на электроэнергию и высокой скорости нагрева (что уже есть экономия) получить отличные результаты при проведении множества работ: снятие и нанесение покрытия, термообработка сварных швов, сгибание при изготовлении трубопровода и многое другое.
Индукционный нагрев ТВЧ валов позволяет производить операции по ТВЧ закалки. ТВЧ нагрев валов может производиться на глубину до 1-2 мм (поверхностный ТВЧ нагрев) либо на глубину до 5 мм (глубокая закалка ТВЧ). Глубина зависит от выбора индукционного нагревателя и правильного подбора его мощности.
Что подверглось обработке током высокой частоты, можно эксплуатировать гораздо дольше и при более неблагоприятных внешних воздействиях, индукционный нагрев ТВЧ труб и валов отличается:
- возможность бесперебойной круглосуточной эксплуатации;
- быстрая настройка и подключение;
- качественный равномерный нагрев;
- малые габаритные размеры.
Муфельная печь для закалки металла
Муфельные вакуумные печи — приборы для высокотемпературной обработки и плавления материалов с керамической основой и изделий из металла и различных сплавов. Принцип действия оборудования предусматривает выведение атмосферного воздуха с последующей закачкой защитных газов инертного типа и запуском печи в рамках предустановленной программы.
По типу загрузки установки включают модели с горизонтальной и вертикальной ориентацией. Критериями выбора агрегатов являются:
- Габаритные размеры;
- Вес конструкции;
- Граничные температурные показатели.
Конструкция аппаратов муфельного типа включает следующие элементы:
- Рабочая камера с корпусом из металла и муфелем — изготавливается из материала с огнеупорными свойствами;
- Спиральные нагреватели — размещаются в пазовых отверстиях муфеля;
- Теплоизолирующая прокладка — заполняет пространство, образовавшееся между корпусом и рабочим объемом;
- Дверца из керамики — предусматривает наличие отверстия для контроля за температурными показателями;
- Терморегулятор — обеспечивает регулировку температуры до заданной отметки в автоматическом режиме.
Муфельная печь для закалки металла
Муфельные устройства для закалки имеют трехсторонний нагрев, что позволяет равномерно прогревать изделия. Наличие многослойной изоляции существенно снижает теплопотери и позволяет экономить электроэнергию. Рабочая камера установки изготавливается из жаропрочного материала, оператор агрегата защищен от теплового излучения благодаря ориентированной вверх конструкции открывания двери. При открытии дверцы индуктивные датчики производят отключение подачи тока.
Принцип индукционного нагрева
В чем же принцип индукционного нагрева? И так, суть индукционного нагрева заключается в том, что в переменное магнитное поле индуктора, питающегося от генератора высокой частоты, помещается нагреваемый объект (проводник). Раз проводник в переменном поле, то в нем обязательно возникнет электродвижущая сила, пропорциональная скорости изменения магнитного потока, которая вызовет вихревые токи Фуко, которые, в свою очередь (по закону Джоуля-Ленца), вызовут нагрев заготовки, потому что у нее есть электрическое сопротивление. Элементарный контур будет работать продуктивно и долго, если правильно настроить частоту.
Конструкция современных высокочастотных ТВЧ установок
Высокочастотные индукционные ТВЧ установки имеют обозначение «ВЧ». Далее в названии модели указана максимальная потребляемая мощность, измеряемая в кВА, учитывающая как активную, так и реактивную составляющую, т. е. емкостную и индуктивную. Полная мощность зависит от согласования индуктора с конденсаторной батареей ТВЧ установки и ее резонансной частотой. Резонансная частота в транзисторных генераторах подстраивается автоматически в рабочем диапазоне частот. Подробнее >>>
Буква «А» в названии модели означает наличие автоматического таймера с возможностью предварительной установки мощности и времени при нагреве и выдержке детали. Также есть третий таймер для времени остывания. Есть режим позволяющий работать в автоматическом цикле: нагрев — выдержка — остывание, без выключения ТВЧ установки. В этом режиме время уставки третьего таймера можно использовать для замены нагреваемой детали. Данные функции позволяют производить термообработку с высокой степенью повторяемости.
Буква «В» в названии модели означает бинарное исполнение, при котором высокочастотный универсальный трансформатор выполнен в виде отдельного блока Подробнее>>>
Как правило, модели мощностью 15 и 25 кВА выполняются моноблочными и имеют рабочий цикл (непрерывное время работы) — 80%. При эксплуатации данных приборов в непрерывном цикле 100% можно купить их в двухблочном исполнении. Модели от 40 кВА всегда выпускаются в двухблочном исполнении и рассчитаны на рабочий цикл — 100%. В этом случае необходимо отличное охлаждение прибора, как высокое давление воды, так и ее низкая температура.
В зависимости от мощности ТВЧ установки, блок высокочастотного трансформатора соединяется с генератором и конденсаторной батареей, установленной в корпусе генератора, кабелем различного сечения. Кабелей может быть от одного до трех.
Универсальные высокочастотные трансформаторы, которыми оборудованы ТВЧ установки данного класса, как правило, не имеют изменяемого коэффициента трансформации. Приятным исключением из этого правила является модель ВЧ-80ПКТ (Аббревиатура расшифровывается как Переключаемый Коэффициент Трансформации). На этой модели можно задать три различных коэффициента трансформации и применять индукционные катушки от одного до 5–6 витков в зависимости от диаметра катушки. Именно такую ТВЧ установку рекомендуется применять для укомплектования небольших индукционных закалочных станков. Профессиональная работа по высокочастотной закалке начинается с использования закалочных трансформаторов серии ВЧТЗ.
Покупая ТВЧ установку можно заказать универсальный высокочастотный трансформатор с количеством витков выходной обмотки от одного до 3-х. Например, для ТВЧ установки ВЧ-60АВ количество витков индуктора для одного витка выходной обмотки будет 1–2 на диаметре 100 мм, для 2-х витков выходной обмотки — 2–3 витка индуктора, для трех витков — 3–5 витков индуктора.
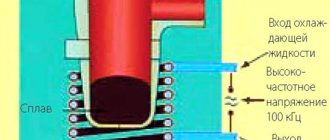
Охлаждение индукторов у моделей ВЧ-15А и ВЧ-25А осуществляется через сам прибор. Индукторы, начиная с модели ВЧ-40АВ и более мощные, имеют собственный вход — выход для охлаждения. Принципиальная разница состоит в том, что в этом случае при закалке деталей в индуктор можно подавать, закалочную воду или закалочную жидкость на основе воды. В этом случае индуктор служит одновременно закалочным спреером. А сам прибор можно охлаждать, как и положено дистиллированной водой нужной температуры.
Электрическое питание у ТВЧ установок мощностью до 15кВА — однофазное с напряжением 220В. Установки мощностью 25–160 кВА питаются от трехфазной сети с напряжением 380 В. На задней, нижней части корпуса ТВЧ установки расположено заземление для защиты персонала от поражения электрическим токов, не пренебрегайте им.
Можно сказать, что индукционные ТВЧ установки это симбиоз электрического преобразователя тока и системы водяного охлаждения. Необходимо обслуживать и содержать в нормальном состоянии обе эти системы. Неправильная работа любой из них приводит к поломке прибора в целом.
Все блоки транзисторных ТВЧ установок оснащены датчиками, которые выключают прибор при низком давлении воды. Запрещается перерегулировать их на более низкое давление. Ухудшение условий охлаждения прибора вызывает его поломку! Купите для своей установки отдельный или более мощный насос, и она вознаградит вас безотказной работой.
Учтите, что для создания необходимого давления в системе охлаждения зачастую приходится использовать многолопастные насосы или включать два однолопастных насоса последовательно. Давление воды проверяется с помощью манометра на входе распределительной гребенки системы охлаждения на подключенном к воде приборе, т. е. под нагрузкой.
Применяйте для охлаждения только дистиллированную воду. Плохая вода вызывает отложение солей и ухудшение условий охлаждения компонентов приборов. С помощью электролиза вода разъедает водоохлаждаемые алюминиевые радиаторы IGBT модулей и диодных мостов. За счет электропроводности — нарушает работу электронных компонентов и может поражать обслуживающий персонал электрическим током.
Необходимо проверять величину напряжения питания, на включенном приборе и на максимальной мощности нагрева. Напряжение питания не должно просаживаться под нагрузкой более чем на 5%. Все индукционные ТВЧ установки модельного ряда от ВЧ-15 до ВЧ-160АВ оборудованы системой защиты от возможных перегрузок и перенапряжений. Подробнее с ними можно ознакомиться в статьездесь>>>
В случае зажигания любого индикатора или появления сигнала зуммера запомните название индикатора, выключите прибор и по возможности выясните причину появления сбоя в работе. Наиболее частыми причинами отключения ТВЧ установок являются недостаточное давление воды, недостаток или превышение напряжение питания, короткие замыкания в индукторе, превышение температуры в системе многоточечного контроля. Если зажигаются индикаторы, указывающие на внутренние проблемы, ТВЧ установку следует отправить в ремонт.
Все приборы данного класса оборудованы входным выключателем — предохранителем — разъединителем. После его включения на прибор подается питание и включается режим холостого хода, при котором запитываются платы управления прибором. Запуск и выключение индукционного генератора ТВЧ установки можно сделать различными способами. Нажатием зеленой кнопки Пуск, с последующим выключение нажатием красной кнопки Стоп. При подключенной педали ножного управления — нажали на педаль — Пуск, отпустили педаль Стоп.
В автоматическом режиме нажатие кнопки Пуск запускает циклический режим нагрева, нажатие кнопки Стоп — выключает его. По окончании работы выключите входной выключатель — предохранитель — разъединитель и обесточьте ТВЧ установку.
Типовое схемное решение современных транзисторных ТВЧ установок следующее. Диодные мосты выпрямителя превращают трехфазный электрический ток в постоянный. Затем, включенные по мостовой схеме IGBT модули генерируют переменный ток. Который, подается на резонансный контур, образованный первичной обмоткой ВЧ трансформатора и конденсатором. В процесс создания резонанса частоты вносит свой вклад вторичная обмотка ВЧ трансформатора и подключенный в ней индуктор с нагреваемой деталью. Наличие высокочастотного трансформатора обеспечивает гальваническую развязку индуктора от питающей сети 380В. Что очень важно для исключения поражения термистов электрическим током. Токи, протекающие в индукторе, достигают нескольких тысяч ампер, но напряжение остается безопасным для человека и не превышает 30–50 вольт.
Главная плата управления с помощью датчиков собирает информацию о работе ТВЧ установки и выдает команды на управление мощностью генерации и выбор резонансной частоты. ТВЧ установка автоматически подбирает и генерирует резонансную частоту в зависимости от количества витков индуктора и переменных параметров нагреваемой детали. Однако только в определенных пределах. Именно поэтому, современные ТВЧ установки имеют индикаторы «Очень низкой» и «Очень высокой» рабочей частоты прибора. В этом случае нужно замерить частоту генерации и подобрать количество витков индуктора. Подробнее >>>
Причем, ТВЧ установка даже «видит» деталь, внесенную в индуктор, и автоматически выдает установленную мощность. Когда деталь убирают — мощность существенно падает.
Учтите! ТВЧ установки зачастую перевозятся грузовым транспортом, практически как дрова. При такой транспортировке велика вероятность нарушения контактов разъемов и раскручивания болтов контактов. Именно по этой причине мы рекомендуем заказывать пусконаладочные работы с помощью квалифицированного персонала нашей сервисной службы. Скупой платит дважды! Силовые ключи — транзисторные IGBT модули стоят недешево, до 10 тысяч рублей, а выгорают иногда по несколько штук. Так что решать вам…
Перед транспортировкой или хранением на неотапливаемом складе тщательно слейте воду из системы охлаждения, иначе оставшаяся вода разморозит радиаторы.
Применение индукционного нагрева
Разнообразное применение индукционного нагрева, обусловлено его свойствами и функциями, облегчающими технологический процесс, позволяющий его максимально автоматизировать и повысить качество результатов работы. Практическое применение нагрева:
- формовка, плавление железных и не железных металлов;
- закалка;
- пайка;
- горячее прессование;
- сварка;
- вакуумная плавка;
- поддержание температуры расплавленного стекла;
- обработка очень мелких деталей, в том числе ювелирных;
- сгибание труб и других деталей;
- стерилизация лабораторных инструментов.