Для крепкого соединения двух металлических листов или труб необходимо использовать сварочный шов. Рассмотри, какими они бывают, а также для каких целей подойдёт каждый из них, преимущества различных видов сварки и как вообще происходит соединение двух поверхностей с помощью электрической дуги. Читайте статью до конца и узнаете про этапы создания сварочного шва, и какие существуют виды очистки от окалин.
Сварочный шов Источник a.d-cd.net
Виды сварки, поэтапная инструкция и ТБ
Существуют разные способы сварки:
- Полумесяц. Электрод располагается под прямым или острым углом по отношению к поверхности и двигается волнообразно по уровню шва.
- Лесенка. Электрод необходимо расположить также, как в предыдущем варианте, но при нагреве материала его требуется отодвинуть, а потом подносить обратно.
- Обратно-поступательный. Электрод нужно возвращать на шов, который застывает.
Полумесяц подходит для новичков и считается самым лёгким, однако не таким надёжным, как остальные. На второй и третий виды необходимо будет потратить немного больше времени, однако результат будет качественнее.
Способ сварки полумесяцем Источник i.ytimg.com
Также есть поэтапная инструкция сварки электродом:
- Первым этапом идёт обработка мест, которые в будущем будут свариваться. Зачистка происходит УШМ или щёткой из проволоки.
- Далее необходимо приварить электродом в 0,3 см корень шва, делая валик.
- Если наваривать нужно с наружной стороны, то электрод следует прислонять к материалу на 1 секунду или меньше после сего убирать и повторять процедуру заново.
- Во время процесса необходимо следить за равномерностью дуги.
- После этого необходимо валик очистить от шлака, который образовался в процессе. Если форма получилась выпуклой, то её необходимо довести до ровного состояния.
- При выполнении следующих этапов необходимо применять электрод 4 мм.
Зачистка мест для сварки Источник svarkagid.ru
По такой инструкции начать варить может даже неопытный пользователь, держащий сварочный аппарат в руках первый раз. Также при использовании системы необходимо помнить о нескольких правилах безопасности:
- варить всегда необходимо в специальной маске и костюме, защищающем от искр;
- рядом не должны находиться легковоспламеняющиеся объекты;
- необходимо следить за исправностью станка (или аппарата), во избежание опасных ситуаций.
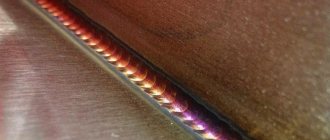
Во время сварки также нужно следить, чтобы швы ложились аккуратно, не создавая слишком большую выпуклость, иначе потом будет трудно это счищать.
Правильный шов Источник i.ytimg.com
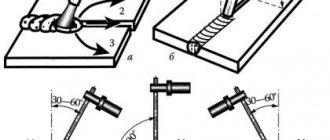
Наклон электрода
Классификация сварочных швов выполняется по нескольким основным признакам. На его формирование оказывает влияние расположение, скорость и траектория перемещения электрода. Существующие типы сварочных соединений следует рассматривать с учетом всех тонкостей процесса.
Работа начинается уже после закрепления стержня в держателе. Естественно, что предварительно была установлена нужная сила тока и полярность подключения. Каждый мастер имеет собственный «почерк» выполнения сварочных работ, куда входит и наклон электрода. Согласно мнению большинства специалистов оптимальным считается его расположение под углом 70 градусов относительно рабочей поверхности. При этом относительно вертикали образуется острый угол величиной примерно в 20 градусов.
В специфической ситуации, когда изменять положение электрода необходимо в ограниченном пространстве, приемлемо даже строго перпендикулярное расположение расходных материалов. Направление перемещения электрода: его можно двигать и к себе, и в обратную сторону. Это имеет существенное значение. В случаях, когда не требуется сильное прогревание кромок, то электрод перемещают по направлению «от себя». А вот для лучшего прогрева его перемещают в обратном направлении.
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
Тавровый шов Источник mash-xxl.info
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Нижнее соединение Источник svarkka.ru
Подготовка к свариванию
Чтобы шов был качественным, требуется правильная подготовка сторон к свариванию. Если металл толще 5 мм, выполняется односторонняя разделка кромок с углом 45º. При толщине пластин 10 мм разделка требуется с двух сторон. Без такой подготовки металл не получится проплавить глубоко и соединение будет поверхностным. Исходя из этого виды фасок бывают:
- V-образными;
- Y-образными;
- X-образными;
- U-образными.
Ржавый металл приводит к нестабильному горению дуги, «плевкам» шлака. Стороны в зоне сварки (минимум по 20 мм от линии соединения) требуется зачистить от ржавчины, следов краски, масла. Если предстоит варить тонкий металл 1-1.5 мм встык, используется медная подложка, предотвращающая прожоги.
Чтобы заготовку не повело при сварке, предварительно выполняются прихватки, причем они должны быть с двух сторон. Это относится ко всем видам соединений.
Горизонтальная сварка
Горизонтальную сварку можно делать в любом направлении, как удобно сварщику. Угол наклона можно делать любой, главное – следить за тем, чтобы ванна не уходила на нижнюю стенку. Чтобы этого не происходило необходимо ускорять движения и меньше нагревать металл.
Также можно воспользоваться ещё одним способом: отрывать дугу, чтобы металл успевал остывать ни не стекал. Или понизить силу тока. Но важно помнить, что сразу все методы использовать не стоит, необходимо их чередовать. Горизонтальный шов можно делать разными узорами и рисунками, главное, чтобы они были прочными.
Также есть несколько рекомендаций по такому шву:
- электрод необходимо располагать немного назад на шов;
- движение стержня должно идти спирально;
- дугу нужно зажигать на нижней кромке и переводить на верхнюю;
- сварочный шов слева направо будет более качественным.
Горизонтальное соединение необходимого провара можно сделать, если поперечно перемещать конец электрода между стыкуемыми местами.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Вертикальное соединение
При исполнении вертикального шва нужно держать конец устройства на близком расстоянии от материала. Это нужно для того, чтобы сплав не растекался под собственным весом. Если электрод не залипает, его можно прислонять к поверхности для удобства. Разделение краёв деталей зависит от толщины материала (используется от 0,5 см) и выбранного метода соединения.
После этого их нужно зафиксировать и соединить поперечными швами на расстоянии в 100-200 мм. Сварка вертикальных швов проводится от верхнего края детали к нижнему и обратно. Рекомендуется делать шов от нижней точки и подыматься к верхней части, так как он выйдет прочнее, а жидкая часть будет проталкиваться выше и меньше вытечет. Но вертикальный шов электродуговой сваркой лучше делать уже опытным сварщикам, у которых есть стаж.
Поэтапная инструкция достаточно простая к применению:
- Электрод размещается перпендикулярно к детали и подать на него питание.
- После расплавления на стыке следует изменить угол электрода на 15-20 °, при этом слегка опустить держатель.
Вертикальное соединение Источник 3.bp.blogspot.com
Смотрите также: Каталог компаний, что специализируются на монтаже систем отопления и электрики.
Проводить электрод необходимо по линии соединения поперечными зигзагами. Такой шов, по мнению многих сварщиков, считается прочным.
Также, чтобы знать, как правильно варить вертикальный шов, нужно прислушаться к некоторым советам:
- Чтобы избежать растекания материала следует делать валик максимально тонким. Но электрод нужно двигать не меняя угла наклона.
- Ширина навара должна отличаться от электрода не больше чем вдвое.
- Данный тип соединения следует применять на максимальной мощности инструмента.
Перед тем, как варить вертикальный шов электросваркой, необходимо учесть все нюансы выбранного метода, чтобы на выходе не получить брак.
Фиксация
Прежде чем приступить к сварке, нужно надежно зафиксировать создаваемое соединение. Так будет исключен сдвиг уже в ходе самого процесса. Реализуется это обычно при помощи т.н. прихваток. Данный термин обозначает небольшие сварные швы, которые выполняются там, где будет пролегать основной шов, но в поперечном относительно него направлении и имеющие сечение, не превышающее половину его ширины.
Каждая прихватка не должна быть длиннее 2,0 см. Такие элементы больших размеров допускаются только когда свариваются трубопроводы. Длина шва оказывает влияние на удаленность соседних прихваток одной от другой. Величина этого показателя изменяется в пределах 10,0 см…80,0 см. Если же шов короткий, можно производить по краям точечную сварку.
Создаются прихватки за 1 проход. Благодаря их наличию конструкция обретает дополнительную жесткость. Этот момент весьма важен для крупногабаритных объектов.
Постоянные прихватки после завершения сварки остаются, а временные удаляются. Место, где они выполняются – обратная сторона детали. Формирование прихваток должно вестись на предварительно зачищенных поверхностях.
Вертикальная сварка с помощью инвертора
После разбора, как правильно варить вертикальный шов электросваркой, можно узнать, как варить вертикальный шов инвертором. Второй способ ручной, но он работает немного по другому принципу, с использованием электрода из сварочной проволоки (плавящийся). При таком методе работы следует внимательно следить за тем, как ведётся конец устройства. Если неправильно выбрать положение держатели или угол наклона, то получится брак.
Соединение деталей следует производить отдельными участками (точками) постоянно убирая электрод и прикладывая его обратно, чтобы материал брызгами растекался по поверхности. Таким образом шов выходит лучше, чем с помощью обычного аппарата, так как дуга будет непрерывно контактировать с поверхность во время образования точки.
Инвертор Источник i1.rozetka.ua
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Потолочное соединение Источник i.ytimg.com
Итог
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.
Электрическая дуга
Электрическая дуга – это пространство, которое находиться между поверхностью и электродом в момент максимального нагрева. Его должно хватить для появления электрического разряда. Первое, что учатся делать сварщики на практике – это её контроль. Есть 3 дуговых промежутка во время сварки:
- Короткий (0,1-0,15 см). Главным отличием этой дуги является то, что металл плохо нагревается по ширине. На краях шва образовывается небольшое углубление, что показывает низкое качество.
- Длинный (0,35 – 0,6 см). Дуга периодически гаснет, что отмечает также недостаточный прогрев. Также на выходе получается брак.
- Нормальный (0,2-0,3 см). Вариант, подходящий для сварщика, который только учится работать с аппаратом.
Важно помнить, что от длины дуги зависит её напряжение, а также с её помощью устанавливается правильная или нет структура шва.
Нормальная дуга Источник atl-met.ru
Требования к сварным швам
Качество сварных швов оценивается методами неразрушающего и разрушающего контроля. К первым относится ультразвук и просветка швов рентгеном. Такие проверки выполняются на особо ответственных стыках, подвергающихся высоким нагрузкам.
При разрушающем контроле образцы швы проверяют на растяжение, излом, исходя из чего оценивают:
Необходимый уровень каждой характеристики прописывается в чертежах по сварке.
Зачистка швов
После окончания всех работ необходимо зачистить сварку от шлака, иначе есть шанс образования коррозии. Есть 3 основных способа:
- Термическая обработка. Убирает из материала остаточное напряжение, формирующееся во время сварки. Есть двух видов: местная (нагревается или охлаждается сам шов) и общая (обрабатывается весь шов).
- Механическая обработка. Снимает с детали остаточный шлак. Зачищенный шов после этого необходимо проверить на прочность, постучав молотком или плоскогубцами.
- Химическая обработка. Наносится специальный антикоррозийный материал.
Термическая зачистка Источник gidpokraske.ru
Для зачистки можно использовать много инструментов, главное – правильно их подобрать. Можно использовать щётку по металлу, специальную шлифовальную машинку или УШМ с абразивным кругом.
Для механической обработки самый простой способ – это ручной, так как для его применения нужна только металлическая щётка. Но наличие специальных машинок, указанных выше, ускорит процесс. С помощью такой зачистки можно убирать заусеницы, окислы, окалины и следы побежалости. Также важно помнить, что для качественной обработки необходимо правильно подобрать диск для шлифовки.
Химическая зачистка считается эффективной, если совместить её с механической. Можно обрабатывать травлением или пассивацией. Для первого варианта используют специальный состав, формирующий однородный слой, который через определённое время можно убрать механически. На материале после этого не образовывается коррозия.
Коррозия на соединении Источник otoplenie-gid.ru