06.05.2018 Гибка листового металла – процесс деформации формы заготовки путем изгиба под действием пресса на точку сгиба. Металлический лист помещают между двумя плитами или фигурными валками в зависимости от модели станка и подвергают контролируемой деформации. В дальнейшем полученная заготовка используется в качестве элемента для основного изделия.
Современное оборудование позволяет работать с металлами любых габаритов и толщины, придавая им сложный контур с несколькими углами. При необходимости из листового проката можно создать даже замкнутое изделие.
Расчет размеров заготовки при гибке
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
| Вариант 1 | Вариант 2 |
| Lt = A + B + BA | Lt = A + B – BD |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА – припуск | Lt – общая длина плоской заготовки; А и В – см. рисунок; BD – вычет |
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)
а) Определить К-фактор (см Справочную);
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Причем, нам придется считать длину каждой полки отдельно, прежде чем задавать точку перемещения заднего упора станка. Надеюсь, это понятно.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Рассчитать необходимые вычеты. При этом, длины прямых участков суммируются без изменения, а длины вычетов – соответственно, вычитаются.
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:
Внешняя граница гибки (OS):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
Источник
Определение параметров трубы
Площадь сечения
Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R^2 или S= π (D/2-N)^2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы, L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб, тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляции
Чтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
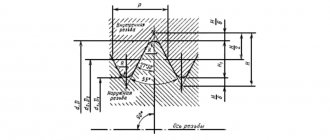
Определение размеров заготовки при гибке производится как развертка детали, при этом суммируются длины прямолинейных участков и длины закруглений, подсчитанных по нейтральному слою. Такие расчеты не представляют существенных затруднений. На практике при гибке особо сложных деталей рекомендуется получить их развертку опытным путем, так как не всегда удается точно подсчитать ее теоретически.
Различают два основных случая гибки: 1) по кривой определенного радиуса; 2) под углом закругления при r
Гибка по кривой определенного радиуса.
Для определения длины заготовки можно пользоваться способом развёртки детали, основанном на том, что нейтральная линия сохраняет при гибке свои первоначальные размеры и расположена в местах закруглений на расстоянии х
s
от внутренней стороны изделия
(рис. 2.4).
Поэтому для определения длины заготовки сложной детали следует просуммировать длину прямолинейных участков загибаемого изделия с длиной закругленных участков, подсчитанных по нейтральному слою.
Для детали с одним перегибом при угле длина заготовки определяется по формуле
где l 1 , l 2 – длина прямолинейных участков загибаемого изделия, мм;
l
— длина нейтрального слоя закругленного участка,
мм
;
х
— коэффициент, определяющий положение нейтрального слоя.
Для детали с несколькими углами длина заготовки определяется по формуле
Рис. 2.4 Расчёт длинны заготовки
Для малых упругопластических деформаций, (при гибке заготовок с относительным радиусом закругления r
/s>5
) принимают, что нейтральный слой проходит по середине толщины полосы
р(р)=рср
то есть его положение определяется радиусом кривизны
р=r+s/2
. А
х
находится по формуле:
Для значительных пластических деформаций, что имеет место при гибке заготовок с относительным радиусом закругления изгиб сопровождается уменьшением толщины материала и смещением нейтрального слоя в сторону сжатых волокон. В этих случаях радиус кривизны нейтрального слоя деформации следует определять по формуле:
где — коэффициент утонения материала (толщина материала после гибки, мм).
Коэффициент утонения при гибке зависит от рода материала, относительного радиуса гибкии угла загиба. Расстояние нейтрального слоя от внутренней поверхности загибаемой заготовки при гибке широких полос находится по формуле
Значения коэффициентов их
о
для гибки приводятся в справочниках.
Гибка под углом без закругления.
При гибке под углом без закруглений или с закруглениями очень малого радиуса ()
, что сопровождается значительным утонением металла в местах перегиба, для определения размера заготовки (рис.2.5) до гибки АБ и после гибки АВГ, пользуются методом равенства масс.
Рис.2.5 Расчет длины заготовки
На практике, пользуются следующей формулой:
Величина прибавки (припуска) материала на образование угла.
Обычно эта величина в зависимости от твердости и толщины материала принимается равной на каждый угол. При этом, чем мягче материал, тем меньше прибавка, и наоборот.
Длина заготовки для n прямых углов, может быть определена по формуле:
Расчет длины развертки
Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и.
. квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
AutoPOL7 — новый инструмент для конструирования и развертки деталей из листового металла
Виталий Кононов, Игорь Караулов
Возможности пакета программ АutoPOL7
Возможности развертки AutoPOL7
Расчет разверток и интерфейс пакета AutoPOL7
Генерация управляющих программ для станков с ЧПУ, возможность экспорта данных в формате DXF
AutoPOL7 как часть единой системы технологической подготовки производства
Программа фирмы FCC Software (Швеция) AutoPOL7 возникла на сапровском небосклоне в 1998 году и сразу же привлекла внимание специалистов своими широкими возможностями в области конструирования разверток и сравнительно невысокой для программ подобного класса ценой. Новое приложение AutoPOL7 компании FCC Software включает полную программу развертки конструируемых деталей из листового металла.
Имеется два различных варианта приложения AutoPOL7. Пакет программ AutoPOL7DT для Autodesk Месhanical Desktop позволяет в автоматизированном режиме создавать параметрические модели изделий. Вы можете также пользоваться приложением АutoPOL7 для AutoCAD 2000.
Новые расширенные возможности по развертке делают AutoPOL7 одним из самых совершенных профессиональных приложений AutoCAD для разработки конструкций из листового металла. AutoPOL7 разрабатывался много лет. В основу программы был положен богатый опыт инженеров фирмы FCC Software вместе с самой современной технологией программирования.
Использование компьютерных технологий при разработке этого пакета программ позволило создать продукт, который гарантирует получение моделей наивысшего качества и точности. Применение этого приложения позволит пользователям получить выигрыш от его внедрения за счет использования эффективного «бесшовного» интегрирования с AutoCAD и Mechanical Desktop.
Комбинация AutoPOL7 с Mechanical Desktop представляет собой самую современную компьютерную технологию для конструирования изделий из листового металла. Существует несколько признаков, отличающих AutoPOL7 от других аналогичных программ:
- расширенные возможности развертывания трехмерных конструкций;
- возможности перфорирования с предварительным просмотром;
- объектно-ориентированное редактирование моделей;
- библиотека заготовок изделий из листового металла.
Возможности пакета программ АutoPOL7
Программа AutoPOL7 обладает несколькими достоинствами, на которые, без сомнения, сразу обратят внимание специалисты. Самыми главными достоинствами являются легкость применения и эффективная процедура развертки.
AutoPOL7 имеет дружественный интерфейс, позволяющий осуществлять предварительный просмотр результатов работы в реальном масштабе времени с использованием возможностей объектно-ориентированного редактирования моделей.
Эта программа использует разработанные фирмой FCC Software самые современные средства компьютерного конструирования и самые лучшие на сегодняшний день алгоритмы развертки деталей из листового металла. AutoPOL7 дает возможность легко конструировать детали из листового металла и осуществлять их развертку, а также генерацию необходимой рабочей документации.
Поражает легкость и простота программы. Одной из основных задач при ее разработке было создание интуитивного интерфейса, который позволяет даже специалистам, не имеющим большого опыта работы с компьютером, без труда конструировать детали из листового металла с помощью АutoPOL7.
Помимо этого программа располагает эффективными инструментами и алгоритмами, которые можно применять при создании деталей из листового металла. Из всех аналогичных программ для автоматизированного проектирования только AutoPOL7 располагает такими мощными средствами развертки.
AutoPOL7 обеспечивает развертку пространственных деталей сложных современных геометрий с тем же качеством, что и более дорогие аналогичные программы других фирм, но с более высокой точностью. При этом единственным ограничением является то, что разворачиваемые объекты должны иметь единую кривизну.
Еще одной важной особенностью AutoPOL7, заслуживающей упоминания, является наличие и возможность использования библиотеки стандартных геометрий, например соединительных труб, переходов от прямоугольников к окружностям и пр.
При использовании других программ развертки пользователям потребуется приобретать дополнительные модули с этими возможностями за отдельную плату, а в AutoPOL7 они уже входят в состав пакета программ. Кроме всего перечисленного, в программе реализованы следующие возможности и функции:
- функции развертывания, применяемые ко всем видам твердотельных моделей;
- работа с поверхностями, созданными в AutoCAD;
- работа с поверхностями, созданными в Mеchanical Desktop;
- работа с моделями, импортируемыми из других CAD-систем;
- возможность обновления плоских чертежей разверток при изменении параметров исходной пространственной модели;
- функция автоматической генерации коробчатых деталей;
- уникальный инструментарий для динамического конструирования;
- подпрограммы для перфорирования изделия (перфорация в плоскостях и на изогнутых участках) с предварительным просмотром в динамическом режиме: круглых отверстий, закругленных отверстий, прямоугольных отверстий, отверстий с различным профилем, выбираемых пользователем;
- объектно-ориентированное редактирование модели и рабочих чертежей;
- библиотека деталей из листового металла;
- создание очертаний деталей из листового металла посредством полилиний;
- удлинение краев листа металла;
- автоматическое скругление краев деталей из листового металла;
- функция сборки деталей из листового металла;
- подпрограмма обработки контуров изделия: возможность преобразования сплайнов, соединение полилиний, оптимизация кривых, простановка размеров с учетом координат;
- разделение на отдельные части чертежей больших размеров;
- расчет площадей, весов и пространственных углов;
- параметрическая генерация поверхностных моделей в стандартной среде AutoCAD.
Возможности развертки AutoPOL7
Давайте зададимся вопросом о том, какие типы моделей могут развертываться AutoPOL7. Функции развертки в программе позволяют создавать развертки всех типов 3D-геометрических моделей единой кривизны.
Объектами, которые могут быть выбраны для развертки, являются разнообразные детали, выполненные с помощью AutoCAD и Autodesk Mechanical Desktop: любые трехмерные пространственные модели, корпусные детали, оболочки, NURBS-поверхности и пр.
Кроме того, можно разворачивать любые объекты, описанные математическими зависимостями: объекты, описанные плоскостями, цилиндрические объекты, конические, эллиптические или сплайн-поверхности. С помощью средств AutoPOL7 развертки могут быть построены для геометрических элементов двойной кривизны.
Расчет разверток и интерфейс пакета AutoPOL7
AutoPOL7 имеет современный интуитивно понятный интерфейс. Пакет программ позволяет очень быстро и с высокой точностью создавать плоские чертежи разверток деталей. При создании чертежей разверток деталей для учета изгиба подпрограмма развертки использует соответствующий Кх-фактор. Для расчета длин развертки программа использует метод компенсации.
В AutoPOL7 для расчета допусков на изгиб используется Кх-фактор. Можно воспользоваться формулой для Кх-фактора, соответствующей DIN 6935, или соответствующими значениями из файла материалов. Эти значения экспериментальные. Они зависят от угла гиба и отношения внутреннего радиуса к толщине листа.
AutoPOL7 располагает файлом материалов со значениями Кх-фактора, позволяющими в большинстве случаев генерировать точные развертки моделей изделий. Однако значения Кх-фактора зависят от многих других параметров. Уменьшение прочности материала, толщины листа и трения инструмента, используемого для гибки листа, может в результате привести к уменьшению значения Кх-фактора.
Поэтому пользователи имеют возможность изменять значения Кх-фактора и самостоятельно расширять имеющиеся библиотеки и базы знаний. AutoPOL7 легко добавляет линии гиба и углы гиба в плоские чертежи разверток. AutoPOL7 представляет собой систему, конфигурируемую пользователем и базирующуюся на знаниях пользователя.
В программе используется интеллектуальный обучаемый решатель, который в процессе работы с пользователем постепенно «впитывает» его знания и опыт.
Генерация управляющих программ для станков с ЧПУ, возможность экспорта данных в формате DXF
Можно ли воспользоваться геометрией развернутой детали для создания управляющей программы для станка с ЧПУ с помощью имеющегося AutoCAD-интегрированного САМ-приложения? Можно ли экспортировать файл с информацией в формате DXF в любую автономно работающую CAM-программу, использующую этот формат? Можно смело ответить, что в AutoPOL7 все это реализовано, поскольку развернутая геометрия содержит объекты и связанную с ними информацию в формате представления данных AutoCAD. Иногда необходимо преобразовать такие объекты, как сплайны и эллиптические кривые, для генерации управляющей программы для станка с ЧПУ в произвольном СAM-приложении. AutoPOL7 имеет функцию, которая позволяет подготовить для этого информацию об изделии. Сплайны и эллиптические объекты преобразуются в дуги и линии. Особый интерес представляет использование моделей из AutoPOL7, полученных в среде Autodesk Mechanical Desktop с помощью программы EdgeCAM фирмы Pathtrace, для генерации управляющих кодов для станков с ЧПУ. Как и AutoPOL7, EdgeCAM является приложением для Autodesk Mechanical Desktop и использует его графическое ядро в качестве геометрического пространственного твердотельного моделлера. Поэтому, работая в среде Mechanical Desktop c AutoPOL7, после завершения процедуры получения развертки инженер может сразу, не выходя из Mechanical Desktop, передать по сети полученный файл другому специалисту для получения управляющей программы для изготовления данной детали. Использование одной и той же платформы для моделирования гарантирует точную передачу данных из одного профессионального приложения в другое без потерь и искажений.
AutoPOL7 как часть единой системы технологической подготовки производства
Тысячи пользователей во всем мире с большим удовольствием работают с AutoPOL7. Возможности интерфейса программы AutoPOL7 позволяют создавать профессионально ориентированную среду, которая помогает увеличить эффективность конструирования и повысить производительность при работе над изготовлением изделий из листового металла.
Программа AutoPOL7 обладает всеми преимуществами, которые дает использование ARX-технологии компании Autodesk, Inc. и API-интерфейса Mechanical Desktop. Кроме того, в AutoPOL7 реализована возможность передавать информацию и результаты моделирования изделия в пакет программ Dytran компании MSC Software.
Инженеры имеют возможность уже на стадии компьютерного проектирования контролировать процесс изготовления и управлять качеством изделия.
Это позволяет значительно сократить цикл от проектирования до получения реального изделия в металле и сэкономить значительные средства в связи с отсутствием брака в изделии, а также в связи с отсутствием необходимости доработки или повторного изготовления оснастки. Но об этом мы расскажем в следующей статье.
«САПР и графика» 6’2000
Расчет развертки выполним в программе MS Excel.
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.
1. Записываем толщину листовой заготовки s в миллиметрах
в ячейку D 3 : 5,0
2. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D 4 : 40,0
3. Внутренний радиус сгиба первого участка R1 в миллиметрах записываем
в ячейку D 5 : 5,0
4. Угол сгиба первого участка a1 в градусах пишем
в ячейку D 6 : 90,0
5. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D 7 : 40,0
6. Все, результат расчета — длина развертки детали L в миллиметрах
в ячейке D 17 : =D4+ЕСЛИ(D5=0;0;ПИ()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+ЕСЛИ(D8=0;0;ПИ()/180*D9*D3/LN ((D8+D3)/D8))+D10+ +ЕСЛИ(D11=0;0;ПИ()/180*D12*D3/LN ((D11+D3)/D11))+D13+ +ЕСЛИ(D14=0;0;ПИ()/180*D15*D3/LN ((D14+D3)/D14))+D16 =91.33
Используя предложенную программу, можно рассчитать длину развертки для деталей с одним сгибом – уголков, с двумя сгибами – швеллеров и Z-профилей, с тремя и четырьмя сгибами. Если необходимо выполнить расчет развертки детали с большим числом сгибов, то программу очень легко доработать, расширив возможности.
Важным преимуществом предложенной программы (в отличие от многих аналогичных) является возможность задания на каждом шаге различных углов и радиусов гибки.
А «правильные» ли результаты выдает программа? Давайте, сравним полученный результат с результатами расчетов по методике изложенной в «Справочнике конструктора-машиностроителя» В.И. Анурьева и в «Справочнике конструктора штампов» Л.И. Рудмана. Причем в расчет возьмем только криволинейный участок, так как прямолинейные участки все, надеюсь, считают одинаково.
Проверим рассмотренный выше пример.
«По программе» : 11,33 мм – 100,0%
«По Анурьеву» : 10,60 мм – 93,6%
«По Рудману» : 11,20 мм – 98,9%
Увеличим в нашем примере радиус гибки R1
в два раза — до 10 мм. Еще раз произведем расчет по трем методикам.
«По программе» : 19,37 мм – 100,0%
«По Анурьеву» : 18,65 мм – 96,3%
«По Рудману» : 19,30 мм – 99,6%
Таким образом, предложенная методика расчетов выдает результаты на 0,4%…1,1% больше, чем «по Рудману» и на 6.4%…3,7% больше, чем «по Анурьеву». Понятно, что погрешность существенно уменьшится, когда мы добавим прямолинейные участки.
«По программе» : 99,37 мм – 100,0%
«По Анурьеву» : 98,65 мм – 99,3%
«По Рудману» : 99,30 мм – 99,9%
Возможно Рудман составлял свои таблицы по этой же формуле, которую использую я, но с погрешностью логарифмической линейки… Конечно, сегодня «на дворе» двадцать первый век, и рыскать по таблицам как-то не с руки!
В заключение добавлю «ложку дегтя». Длина развертки — это очень важный и «тонкий» момент! Если конструктор гнутой детали (особенно высокоточной (0,1 мм)) надеется расчетом точно и с первого раза определить ее, то он зря надеется. На практике в процесс гибки вмешается масса факторов – направление проката, допуск на толщину металла, утонение сечения в месте изгиба, «трапециевидность сечения», температура материала и оснастки, наличие или отсутствие смазки в зоне гибки, настроение гибщика… Короче, если партия деталей большая и дорого стоит – уточните практическими опытами длину развертки на нескольких образцах. И только после получения годной детали рубите заготовки на всю партию. А для изготовления заготовок для этих образцов, точности, которую обеспечивает программа расчета развертки, хватит с лихвой!
Программы расчета «по Анурьеву» и «по Рудману» в Excel можете найти в Сети.
Жду ваших комментариев, коллеги.
Для УВАЖАЮЩИХ труд автора — скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписная форма — чуть ниже и наверху страницы).
Для ОСТАЛЬНЫХ — можно скачать просто так.
Ссылка на скачивание файла: raschet-dliny-razvertki (xls 36,5KB).
Продолжение темы — в статье о К-факторе.
О расчете развертки при гибке труб и прутков читайте здесь.
Источник
Приспособление для разметки труб. Расчет и изготовление шаблона — Оборудование
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
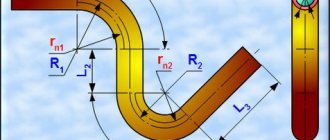
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; .
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Определение длины развертки при гибке
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).
Черт. 106
Радиус нейтральной линии R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s— толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
Длина развертки изгибаемой детали Lр в мм (черт. 107) определяется по формуле
R1; R2; R3 — радиусы нейтральной линии, определяемые по формуле (46).
Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а1 криволинейного участка радиусом R1 с прямыми а—а и а1—а1, преходящими через середину толщины s. На участке С—С1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s1 на этом участке меньше исходной s.
Формулы
Формула для вычисления значений Y:
Yi = D * tg(α) * sin (i * (180 / n))
, здесь:
i
— номер точки,
α
— угол сечения,
n
— количество точек развертки,
D
— диаметр цилиндра;
Формула для вычисления значений X:
Xi = ((π * R 2 ) / n) * i
, здесь:
i
— номер точки,
α
— угол сечения,
n
— количество точек развертки,
R
— радиус цилиндра,
π
— число Пи (прим. 3.14);
Источник
Методические указания к лабораторной работе.
Разработка технологического процесса изготовления деталей методом листовой штамповки: Метод. Указания /Сост.Гурченков Н.И., РУсанов Е.В., Афанасьев Е.В. – Тольятти: ТолПИ, 1996.
Представлены индивидуальные задания и приведён порядок разработки технологического процесса и выбора образца для его разделки и формовки операцией листовой штамповки.
Для студентов спец. 1201, 1202, 1205, 1206, 1501, 1502, 1505, 1705, 1808, 2103.
Составители: Гурченков Н.И., Русанов Е.А., Афанасьев Е.В.
Научные редакторы: д.т.н., профессор Тихонов А.К.,
д.ф.м.н., профессор Выбойщик М.А.
Утверждено редакционно-издательской секцией методического совета института.
Тольяттинский политехнический институт, 1996.
Расчет длины развертки
Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и. . квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
На рисунке, представленном ниже, изображен согнутый из листа толщиной s и шириной b уголок. Необходимо найти длину развертки.
Как правильно рассчитать размеры макета обечайки (шубера)?
Обычно работу по подготовке или доработке оригинал-макетов для различных видов упаковки берет на себя наш отдел допечатной подготовки. Но бывают случаи, когда заказчики или дизайнеры хотят самостоятельно скомпоновать макет для печати и спрашивают у нас: «Как правильно рассчитать размеры обечайки/шубера, чтобы содержимое помещалось в картонную упаковку и при этом не выпадало из нее?»
Давайте подробно разберемся, что из себя представляет этот популярный вид упаковки, и что нужно учитывать при расчете размеров макета.
Основные требования к упаковке
Что собою представляет обечайка и в чем ее отличие от шубера – подробно рассмотрено на странице «ШУБЕРЫ И ОБЕЧАЙКИ» >>
Обечайка (она же в народе «шубер») должна быть:
Вот о двух последних пунктах и поговорим. Дело, в общем, нехитрое, но есть нюансы.
Как рассчитать размеры макета прямоугольной обечайки
Самая простая конструкция — это прямоугольная (в развертке) обечайка.
У нее три характеристики:
Расчет длины обечайки
1. Определяем сумму длин всех поверхностей
Возьмите коробку, на которую вы собираетесь одеть будущую обечайку, и измерьте длину всех поверхностей, которые «обнимет» упаковка. Измерения проводите под прямым углом к граням. Суммируем все значения.
2. Прибавка на свободное облегание
3. Клапан для склейки
Стандартный размер клапана — 12-18 мм.
Иногда вместо склейки применяется самосборный замочек, который защелкивается уже по месту упаковки товара. На замочек уходит примерно 30 мм сверх всей длины, это тоже следует учесть.
Суммируем значения из трех пунктов и получаем длину обечайки:
Длина обечайки = сумма длин всех поверхностей + прибавка + клапан
Ширина обечайки
Ширина – та часть упаковки товара, которую шубер и закроет. Тут уж вам решать, прикрывать всю упаковку или сделать картонную обечайку уже, чтобы был виден товар.
Толщина обечайки
Это толщина картона плюс ламинация, если она есть.
При предварительном расчете толщину картона можно не учитывать, пусть типография разбирается