Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
- Оборудование стационарного поста
- Общие требования
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Цель организации рабочего места
Грамотная расстановка оборудования и создание определенных условий для выполнения работы содействуют следующему:
- повышается производительность предприятия;
- сварщику удобнее выполнять работу, поэтому улучшается качество результата;
- повышается защита рабочего от пассивных вредных воздействий (газы, излучение);
- предупреждаются травмы на производстве;
- создается благоприятная среда для работы других сотрудников, чья деятельность осуществляется рядом со сварщиком.
Чтобы достичь все эти цели прилагаются усилия по внедрению в рабочую местность ряда мер и технологий, которые обеспечивают достаточное пространство и удобство сварщику, а также защиту здоровья как самого специалиста, так и окружающих.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.
В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.д.).
Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Электролаборатория » Вопросы и ответы » ПУЭ 7 издание » 7.6.33-7.6.44. Требования к помещениям для сварочных установок и сварочных постов
ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ ДЛЯ ЭЛЕКТРОСВАРОЧНЫХ УСТАНОВОК И СВАРОЧНЫХ ПОСТОВ
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сваркедопускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков. Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Виды сварочных постов
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка. Он обладает высокими огнеупорными характеристиками и поглощает ультрафиолет. Это необходимо для исключения случайного воспламенения поверхности стен помещения.
Газосварочный пост
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы. Газ к месту работы подается по шлангам. На больших предприятиях зачастую предусматривается подача газа по централизованным магистралям.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
ОБЩИЕ СВЕДЕНИЯ О СВАРОЧНЫХ ПОСТАХ
При выполнении производственных операций за рабочим или бригадой рабочих закрепляется рабочее место в виде определенного участка производственной площади, оснащенной, согласно требованиям технологического процесса, соответствующим оборудованием и необходимыми принадлежностями. Рабочее место электросварщика называют сварочным постом, оборудованным всем необходимым для выполнения сварочных работ. Сварочные посты могут быть стационарными или передвижными. От правильной организации рабочего места в значительной степени зависят как обеспечение высокой производительности труда сварщиков, так и стабильное качество сварных швов и соединений.
Рабочие места сварщиков в зависимости от выполняемой работы и габаритов свариваемых конструкций могут располагаться в специальных сварочных кабинах или непосредственно у этих изделий.
При сварке небольших изделий рабочие места оборудуются сварочными кабинами (рис. 21.1, 21.2) размером 2000×2000 или 2000х3000 мм. Каркас кабины изготовляется металлическим из стальных труб или профильного проката. Стены кабин делают высотой 1800-2000 мм, для лучшей вентиляции не доводя их до пола на 200-300 мм. В качестве материала для стен используют тонколистовую сталь, асбоцементные плиты или другие несгораемые материалы. Стены окрашивают в светлые тона огнестойкой краской — цинковыми или титановыми белилами, желтым кроном и др., хорошо поглощающими ультрафиолетовые лучи сварочной дуги. Окраска стен в более темные тона не рекомендуется, так как ухудшается освещенность во время перерывов в горении сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом.
| Рис. 21.2. Планировка сварочной кабины: 1 — источник питания дуги; 2 — заземление; 3 — пуск источника питания дуги; 4 — прямой провод; 5 — обратный провод; 6 — стол; 7 — вентиляция; 8 — коврик; 9 — электроды; 10 — щиток; 11 — держатель; 12 — стул; 13 — ящик для отходов |
Полы в кабинах настилают из огнеупорного материала: кирпича, цемента или бетона. Кабины должны хорошо освещаться дневным или искусственным светом и хорошо вентилироваться. С этой целью, кроме общей вентиляции, устраивают местные отсосы, поглощающие вредные газы и сварочную пыль непосредственно из зоны их образования. Для сборки и сварки деталей внутри кабины устанавливают сварочный стол высотой 500-600 мм для работы сидя и около 900 мм для работы стоя. Крышку стола площадью около 1 м изготовляют или из листовой стали толщиной 15-20 мм, или из чугунной плиты толщиной 20-25 мм, что лучше, так как чугунная крышка не деформируется от нагревания. К нижней части крышки или к ножке стола приваривают стальной болт, служащий для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола. Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки. В выдвижном ящике стола хранится инструмент, а также технологическая документация. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
При механизированной или автоматической сварке в кабине дополнительно устанавливают аппаратный ящик. Один из основных видов оборудования сварочных постов — источники питания дуги. Они могут быть однопостовыми или многопостовыми. На рабочем месте обычно размещают однопостовые источники питания. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливается рубильник или магнитный пускатель для включения сварочного тока.
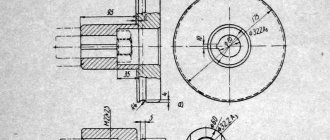
Кроме того, важным видом оборудования для механизированной и автоматической сварки являются полуавтоматы и автоматы для дуговой сварки, устанавливаемые совместно с необходимым для их успешной работы вспомогательным сварочным оборудованием и приспособлениями. Схемы сварочных постов для различных видов дуговой сварки приведены на рисунке 21.3.
| Рис. 21.3. Оборудование рабочего места электросварщика при механизированной сварке в среде защитных газов: 1 — баллон защитного газа; 2 — источник питания дуги; 3 — горелка полуавтомата; 4 — подающий механизм; 5 — деталь |
Для дуговой сварки используют как переменный, так и постоянный ток. Источниками переменного тока являются сварочные трансформаторы, а постоянного — сварочные выпрямители, преобразователи и агрегаты. В настоящее время промышленность выпускает различные конструкции всех видов сварочных источников питания.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Требования к помещениям для сварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36.В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2´1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должны быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50´50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными сварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочку со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36.В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2´1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должны быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50´50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными сварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочку со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.
Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
На открытом месте
Обустройство рабочего места сварщика ручной дуговой сварки на открытом пространстве происходит с использованием щитков и ограждений. Это применимо в случаях постоянного перемещения специалиста по цеху или при выездных работах. Щитки ставятся для перекрытия визуального контакта между электрической дугой и рабочими, которые трудятся рядом.
Подобные ограждения имеют две стойки на ножках, между которыми находится лист тонкого железа или шифера. Высота делается такой же, как и у кабинки. Его устанавливают так, чтобы он не мешал сварщику в выполнении задания и закрывал его от других. Окраску выполняют в стиле «зебры» (черно-желтую или черно-белую), чтобы ограждения были хорошо заметны окружающим. Это служит предупреждением о сварочных работах.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.