Вальцовка — процесс гибки металла под давлением, в результате которого изделие приобретает цилиндрическую форму. Эту технологию используют на протяжении многих столетий, и за время своего существования она значительно усовершенствовалась. Появились новые инструменты, облегчающие процесс деформации твёрдых материалов.
- Область применения
- Характеристика процесса вальцевания
- Типы вальцовочных станков
- Составные части вальцов
- Изготовление листогибочного оборудования собственноручно
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс. Важно, чтобы материал был в необходимой мере пластичным.
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
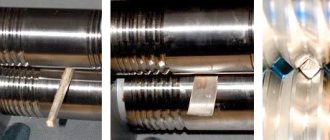
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Это интересно: Сверло по металлу: виды, маркировка, правила выбора, производители
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
Снижение эксплуатационных расходов на оснастку и оборудование.- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.
Конструкция механизма и принцип действия
Основной деталью как заводских, так и собственноручно изготовленных вальцовых станков считается тяжелая станина, выполняющая роль основания. Обычно ее изготавливают из чугуна или листа стали большой толщины. На эту мощную станину и прикрепляется орган станка, включающий в себя от двух до девяти валков.
Эти вальцы также в некоторых устройствах оснащены специальной канавкой, позволяющей гнуть не только металлические листы, но и использовать для вальцовки труб и прутов.
Вальцы бывают:
- Металлические полированные.
- Обрезиненные.
Технологические возможности работы вальцового станка определяются его конструктивными особенностями, в частности:
- ширина металлолиста;
- поперечники вальцов, от которых напрямую зависит радиус изготовляемой детали;
- толщина самого металла;
- расстояние между валами (вымеряется максимальное);
- изготовление элементов конусовидной формы.
Кроме вышеперечисленных, есть еще множество факторов, от которых зависит производительность машин для вальцевания и удобство в их использовании.
Трубы на валковой машине изготовляются достаточно просто:
- Первым делом подготовленный металлический лист зажимается специальной рукояткой между валами (средним и крайним);
- После этого с помощью третьего валка к нему прижимается заготовка;
- Затем специалист запускает электрический двигатель, или же собственноручно вращает валки.
Весь процесс работы состоит в том, что металлический лист, проходя с обозначенной скоростью через валы, сгибается под необходимыми валами.
Для изготовления труб из желоба собственноручно достаточно будет приобрести вальцовой станок для ручной работы. Но необходимость данного рода покупки отпадет, если смастерить такое устройство своими руками.
Типы вальцовочных станков
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
- гидравлические;
- ручные;
- электрические.
Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
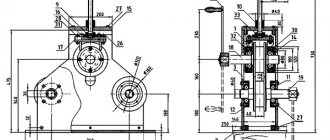
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
электродвигатель;- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Вальцы: принцип работы
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия. Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Это интересно: Кромкогиб ручной своими руками: чертежи, разновидности станка
Особенности станков для металла
Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
- пластмассу;
- пластичный металл;
- резиновые смеси.
Выбирать тот или иной станок нужно в зависимости от толщины металла:
- двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком. В зависимости от силы давления трубы подбирается ее диаметр на выходе;
- трехвалковые могут быть симметричными и асимметричными, часто их используют при производстве вентиляций, круглых водостоков и радиусных деталей. Кроме того, трехвалковые вальцы применяют при обработке изделий из меди, железа, стали, цинка и т.д.;
- четырехвалковые конструкции оснащены внизу дополнительным валком для упрощения вальцовочного процесса.
Наиболее распространенные вальцы – это трехвалковые и четырехвалковые. Так, трехвалковые обладают такими отличительными свойствами:
- лист, ширина которого менее 6 мм, будет проскальзывать между валами;
- скорость прокатки листа должна быть максимум 5 м в минуту;
- управлять станком сложно за счет отсутствия точных координат точки зажима металла;
- доступная стоимость.
А вот четырехвалковые вальцы имеют такие характеристики:
- вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;
- скорость прокатки может превышать показатель в 6 м в минуту;
- процесс работы полностью автоматизирован;
- цена высокая.
О симметричности.
Выпускаются два различных вида вальцовых машин симметричные и асимметричные. При приобретении на это следует обратить особое внимание. В работе на симметричном вальцовом станке, лист подгибается предварительно только с одной стороны, а на асимметричных предварительная подгибка требуется с обоих сторон, но поочерёдно. Для переработки толстых листов металла используют симметричные. Если обработка изделии не высокой сложности приобретать практичней ассиметричный. Стоимость такого станка будет на порядок ниже. И на качестве обрабатываемого материала это никак не отразится.
Статья подготовлена по материалам сайта www.x-profil.ru и благодаря консультациям сотрудников ООО «Х-Профиль», за что редакция выражает благодарность и рекомендует компанию к сотрудничеству всем заинтересованным лицам! К вашим услугам лучшие консультанты, готовые ответить на любой возникший вопрос. Предоставят подробную и качественную информацию по каждому из предложенных вариантов, если в этом возникнет необходимость. Выбор новых вальцов это приобретение на долгие годы, а правильный выбор ещё и гарантия эффективности предприятия и снижения незапланированных затрат.
Назначение вальцов
Электромеханические вальцы — это механизм, основанный на принципе ротации, предназначенный для холодной обработки различных листовых сплавов и металлов. Вальцовые станки применяются при монтаже санитарных, инженерных, вентиляционных систем, для производства разнообразных форм из металлопроката для машиностроительной, авиационной, химической промышленности:
- деталей в форме конуса;
- деталей в форме цилиндра;
- подгибов краев;
- деталей в форме дуг;
- выравнивания плоских заготовок.
Радиус закругления заготовки зависит от материала и толщины листа:
- для малоуглеродистых сталей — 1,2 толщины;
- для алюминиевых сплавов — до 5.
Чтобы гнуть мягкие марки стали и тонкого листа с успехом используют ручные модели вальцов.
Виды вальцов для листового металла
Листоправильные станки для работы с металлическими заготовками могут быть разными, сфера их применения зависит от технических характеристик и спектра предполагаемых к решению задач:
- размеры и диаметр валов зависят от типа конструкции, в зависимости от этого будет меняться радиус возможного сгиба;
- длина валов определяет ширину заготовки, с которой можно работать за один раз;
- привод определяет толщину изделий, пригодных к обработке.
Многое будет зависеть и от конструкционных особенностей станков.
Например, для работы с изделиями необычных форм напрямую влияет возможность рабочих валов менять положение. Так что два одинаковых станка одной и той же фирмы могут быть диаметрально разными.
Станки разделяются между собой в зависимости от технологических возможностей и технических характеристик. Станки для работы с металлом можно разделить на несколько основных категорий:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
Первый тип самый простой. Основу их конструкции составляют два рабочих вала и жесткий каркас, валы располагаются параллельно друг под другом. Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Заготовка прижимается нижним валом и прокручивается, что и придает изделию нужную форму. Возможности сгиба металла формируются в зависимости от характера вращения валов, именно поэтому два одинаковых станка могут отличаться друг от друга с точки зрения эффективности. Регулируется станок механически, так что радиус изделия можно выставить заранее.
Чаще на таком станке обрабатываются цилиндрические конструкции, нежели конусные.
Второй тип можно разделить на симметричные и асимметричные. В работе предусматривается принцип обката листа заготовки вокруг одного из валов, который является основным в конструкции.
Электромеханические станки с тремя валами иногда носят название силовые, они более массивны по своей конструкции и имеют более высокий предел прочности в отличие от ручного привода. На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.
Четырехвалковые вальцовочные станки в конструкции предусматривают еще один вал в самом низу, который облегчает сгиб металла. Именно такой станок чаще всего используется для промышленной обработки. Здесь толщина заготовок может достигать 75 мм, форма может быть простой или геометрически сложной – точно воспроизвести получится одинаково и то и другое.
Числовое управление облегчает настройку и регулировку некоторых параметров в процессе производства изделия.
Это во всех отношениях профессиональный инструмент для работы с металлом.
Виды вальковых машин
Существует три вида вальковых машин, двухвалковые, трехвалковые, четырехвалковые.
1.Двухвалковые.
Предназначены для работы с материалами толщиной до 3 мм. Имеют самую привлекательную цену. Подойдут для небольших частных производств.
2.Трехвалковые
Толщина обрабатываемого листа материала до10 мм. Управляться гидравликой, электроприводом или ручным механизмом. Являются более распространёнными из представленных здесь.
Четырехвалковые
Для своих задач лучшие и производительные, вальцуют метал с толщиной свыше 10 мм. Имеют самую высокую цену, но стоят своих денег. Самые высокопроизводительные и надежные.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Принцип работы
Обработка на вальцах является промежуточным этапом между резкой металла и его профилированием. В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
Перед технологом, разрабатывающим изготовление детали, стоят следующие вопросы:
- можно ли сделать на имеющихся вальцах деталь из листового материала определенных параметров;
- на какой минимальный радиус можно согнуть лист;
- как выставить верхний ролик для получения заготовки с нужным диаметром изгиба.
Основные виды перемещения, используемые в конструкции — это вращение роликов (обратное и прямое), движение вбок и подъем.
Перед началом вальцевания поверхность листа выравнивают методом прокатывания. После чего вальцы настраивают с помощью механических устройств, точно выставляя их положение.
Листовой металл протягивается сквозь ролики и изгибается, создаются заготовки в форме цилиндров или круглых хомутов. Вращаться могут нижние или верхний ролик. Исполнительные инструменты перемещаются в вертикальной плоскости, вращаются в обоих направлениях.
Чтобы согнуть металл в форму конуса один из краев листа притормаживается с помощью специального перекашивающего устройства.
Хотя гибка металла кажется простым делом, к ней допускают лишь квалифицированных сотрудников. Современные вальцы быстро перенастраиваются под новые модели изделий, сокращая затраты на изготовление продукции.
Когда и где применяются валковые машины
Для массового выпуска деталей из железа или стали, применяют очень дорогое, крупногабаритное современное оборудование. Оно обязательно для бесперебойного обеспечения выпуска объёмных партий заготовок при следующих операциях:
- прошивка кованной заготовки
- сварка
- прессование
- прокатка
- редуцирование
- и многие другие
Не полный список очень дорогих методик, которые применяют на больших заводах. Благодаря огромным партиям выпускаемых изделий это вполне оправдано. Какой выход если выпуск продукции мелкосерийный (небольшой завод, маленький цех)? Если нужна, например, маленькая партия нестандартных деталей (труб или конусов). Нужно ставить ручную вальцовку. Ее сегодня могут позволить себе даже владельцы небольших площадок и не бояться, что приобретение себя не окупит.
Принцип работы станка для вальцовки металла
Главный узел станочного оборудования – литая станина. Она может быть стальной или чугунной. На станину устанавливается специальный деформационный механизм, который состоит из 3-4 вальцов. Обычно применяются трехвалковые. Два вальца не двигаются, вращение в процессе работы совершает третий.
Подвижные валы, помимо этого, могут двигаться по вертикали.
Валок сверху фиксируется на станине по схеме, которая позволяет быстро убрать его при надобности либо быстро настроить для изготовления труб с различным сечением. Регулирование этого элемента конструкции производится единым винтом «барашек».
Станок для вальцовки металла обладает длительным сроком службы
Если на рабочих вальцах есть канавки, на них можно гнуть:
- Трубы;
- Прутки;
- Толстую проволоку.
Ручное станочное оборудование для гиба металла традиционно имеет 3 вальца, но есть вид трубогиба с 4 валками. А вот гидравлические станки всегда создаются с 4 валками.
Изготовление труб на любом агрегате достаточно простое:
- Зажим листа специальной рукояткой на станочном оборудовании между валом в середине и с краю.
- Прижим третьим валиком заготовки.
- Вращение валки вручную либо запуск двигателя.
Проходя через вальцы с определенной скоростью, металлическая заготовка гнется под требуемыми углами. Чтобы соорудить в домашних условиях трубы или желоба, надо использовать ручной агрегат. По большому счёту его даже нет надобности приобретать (хотя их цена низкая), так как можно собрать самодельный станок и пользоваться им для усиления профильной трубы.
Принцип работы вальцовых станков
Станки вальцовые разных модификаций преимущественно имеют аналогичное устройство, разница только в некоторых отдельных узлах конструкции. Итак, данные станки состоят из пары секций, которые работают параллельно и разделены продольной перегородкой. В каждой из секций устанавливаются вальцы, механизм питания, устройство привала-отвала, автомат на гидравлическом (механическом) принципе действия, устройство, выводящее продукт и привод.
Автомат управления приводит в действие механизм питания через передачу плоскоременного типа от вальцовой ступицы, при этом валец вращается с определенной немалой быстротой. Валок, предназначенный для дозирования, запускается посредством шестеренчатой передачи от распределяющего. Меж валком-распределителем и заслонкой должен быть зазор, какой регулируется вручную при помощи штурвала. Открывание и закрытие заслонки происходит автоматическим способом. Вальцы вращаются на большой скорости в направлениях, которые противоположны друг другу.
Приобретать вальцовые станки (для корма и зерна) актуально мукомольным предприятиям, а также некоторым крупяным заводам. Стоимость такого оборудования обойдется от 250 тысяч рублей до полумиллиона. Но так как измельчение зерна является ведущей технологической операцией на производствах такого типа, без них не обойтись. Вальцовые станки обеспечат эффективный процесс измельчения, что в целом повышает уровень показателей предприятия по экономике.
Обзор современных моделей
«ВЭТ-1500» – одна из самых популярных недорогих моделей станков. Такие станки имеют широкий рабочий диапазон, на рынке представлены различные варианты готовых конструкций. Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон любительских и профессиональных задач в домашних условиях.
Вес и габариты такого станка минимальны, что дает ещё один плюс в пользу покупки этого устройства для дома.
Еще одним брендом, на который стоит обратить внимание, является DEGstm. Это иностранная фирма по производству станков самого разнообразного калибра, которая уже успела зарекомендовать себя качественными изделиями. Например, их четырехвалковые гидравлические станки могут обрабатывать заготовки длиной до 3100 мм включительно, диаметр которых составляет 680 мм.
За трехвалковыми станками с элетромеханическим или ручным приводом можно смело обращаться в или Metal Master. На самом деле современный рынок предоставляет пользователям огромное количество оборудования, так что при правильном подходе каждый сможет подобрать то, что ему подойдет.
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Технические характеристики вальцов
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Наличие трех валов в конструкции является оптимальным. При установке дополнительных компонентов увеличивается степень нагрузки на ручной механизм привода, что является крайне нежелательным для самодельных моделей.
Классификация вальцов по типу привода
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.
На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.
Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.
Промышленные вальцы с гидравлическим приводом
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Данную задачу исполняют с помощью валов, через которые проходит лист металла. Вальцевание – термин, обозначающий наименование операции, которая решает эти задания. С помощью валковых машин происходит процесс изготовления труб, дугообразных устройств, дымоходных труб, водостоков и многое другое.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
Существует три категории вальцовочных устройств:
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Как пользоваться?
Перед началом работы стоит провести пробный этап. Гибка заготовки выполняется в целом легко. Для этого металлический лист укладывается на нижние валки и прижимается верхним. Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
У станков с ручным приводом, изготовленным своими руками, всё предельно просто. Все недочеты видны в самом начале работы, поэтому в случае необходимости легко можно исправить поломку. Главное – не спешить и следовать инструкции или выбранному чертежу.
О том, как сделать самодельные вальцы, смотрите далее.