ГОСТ 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
МКС 91.080.40
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и оНИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Киргизия | KG | Кыргызстандарт |
| Россия | RU | Росстандарт |
(Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 18.04.2019 N 142-ст c 01.09.2019
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 6, 2022 год
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 9, 2022 год; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
Виды соединения арматуры
Соединение арматурных прутов осуществляется одним из трех способов:
- Механическим;
- Внахлест, с помощью специальных соединительных элементов;
- При помощи сварочных работ.
Каждый из вышеперечисленных методов имеет свои преимущества, недостатки и особенности. Стоит вкратце их отметить.
Механический способ сварки предполагает использование гидравлического пресса и резьбовых, а также соединительных муфт.
Технология изготовления такова:
- Прутья «одевают» в резьбовые муфты.
- Гидравлический пресс позволяет сжать муфту вокруг прута, тем самым надежно ее зафиксировать.
- Далее происходит сборка конструкции посредством соединительных муфт. Также их можно заменить трубами с толстыми стенками.
Преимущество механической сборки арматуры — быстрота работы.
Некоторые классы арматуры нуждаются в другом методе соединения, например, внахлест. Стоит отметить, что при работе с арматурными стержнями внахлест теряется ощутимый процент этого материала.
Также есть и весомое преимущество в этом методе работы — нужны крепежные элементы, а дополнительных инструментов, приборов не требуется.
Наконец, третий вид состыковки арматурых элементов – это при помощи сварки. Способ достаточно распространен и требует полного профессионализма.
Для сварочных работ нужны:
- Сварочный аппарат;
- Электродержатель для электрода;
- Сварочные маски (щитки), а также защитные стекла для них;
- Молоток-шлакосниматель;
- Зубило, обычный молоток, отвес, линейка из металла.
Состыковка арматурных элементов также проводится различными способами:
- протяженными швами;
- многослойными швами;
- точечно.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
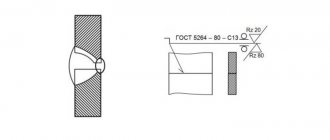
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
________________
* На территории Российской Федерации действует ГОСТ Р 57997-2017 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия».
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1), (Поправка. ИУС N 9-2019).
Сварка ванным способом
Состыковка ванным способом применяется в том случае, если сечение арматурных прутьев достаточно большое и достигает до 10 см.
С помощью ванной состыковки крепятся фланцы к металлическим трубам, соединяются многогрядные арматурные полые «столбы» каких-либо сооружений, а также изготавливаются другие арматурные каркасы.
Преимущества
Изделия, изготовленные ванным способом, получаются особенно прочными, а также надежными.
Преимущества такой технологии изготовления:
- В процессе работы используется обычное сварочное оборудование.
- Отпадает необходимость поворачивания конструкции. Работа может осуществляться под различными углами, что очень удобно.
- С помощью гамма-лучей можно проверить качество сварочных швов.
Особенности сварки
К особенностям ванного метода можно отнести следующие:
- Состыковка прутьев, а также элементов конструкций должна быть выполнена максимально точно. Минимальное значение отклонения не должно превышать 0,05 диаметра. Для этого конструкции собирают в кондукторах, которые позволяют фиксировать изделие и, тем самым, избежать отклонений в соединении выпусков арматуры.
- Ванная сварка дает возможность производить состыковку прутьев как вертикально, так и горизонтально.
Таким образом, есть несколько методов соединения армирующих прутов. Сварочная состыковка является наиболее надежным вариантом. В свою очередь, этот процесс также можно осуществлять различными способами, что дает возможность выбрать наиболее подходящий. Он обеспечит качественную сварку изделия.
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей классов А240, А400С, А500С, А600С, Ап600С, А800С, А1000С должны соответствовать требованиям ГОСТ 34028.
(Измененная редакция, Изм. N 1).
5.4.1 (Исключен, Изм. N 1).
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
— класса В500С — действующим нормативным документам*;
__________________
* В Российской Федерации действует ГОСТ Р 52544.
— класса Вр-1 — ГОСТ 6727.
5.6 Арматура немерной длины классов Ап600С, А800С и Ат1000С, равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматуру применяют в качестве арматуры класса А400С без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
(Измененная редакция, Изм. N 1).
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2-3.
Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К3 — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
;
где: — суммарная толщина стержней после сварки в месте пересечения, мм;
— суммарная величина вмятин , мм.
Величины относительных осадок для соединений типа К1 должны соответствовать приведенным в таблице 2.
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл.4-10.
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11-13.
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14-17.
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264, ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7-8, в качестве материала скоб-накладок следует применять листовую сталь класса С235-С255 по ГОСТ 27772.
Таблица 2 — Конструкции крестообразных соединений арматуры К1-Кт
| Обозначение типа соединения, способа сварки | Соединение арматуры | Класс арматуры | , мм | Величина , обеспечивающая прочность не менее требуемой ГОСТ 10922 для соединений с отношением диаметров | Минимальная величина , обеспечивающая ненормируемую | |||||
| до сварки | после сварки | 1,00 | 0,50 | 0,33 | 0,25 | прочность | ||||
| К1-Кт | Вр-1 (В500) | 3-12 | 0,35-0,50 | 0,28-0,45 | 0,24-0,40 | 0,22-0,35 | 0,17 | 30°-90° | ||
| В500С | 4-12 | |||||||||
| А240 | 5,5-40 | 0,25-0,50 | 0,21-0,45 | 0,18-0,40 | 0,16-0,35 | 0,12 | ||||
| А400С | 6-40 | 0,40-0,80 | 0,35-0,70 | 0,30-0,62 | 0,28-0,55 | 0,20 | ||||
| А500С | 6-40 | 0,40-0,60 | 0,35-0,50 | 0,30-0,46 | 0,28-0,42 | |||||
| А600С | 10-40 | |||||||||
| Примечание — Значения , не совпадающие с приведенными, следует округлять до ближайшего значения, указанного в настоящей таблице. | ||||||||||
Таблица 3 — Конструкции крестообразных соединений арматуры К3-Рп и К3-Мп
| Обозначение типа соединения, | Соединение арматуры | Класс арматуры | ; , мм | , мм | , мм | |
| способа сварки | до сварки | после сварки | ||||
| К3-Рп, К3-Мп | А240 | 10-40 | 0,5, но не менее 8 | 0,35, но не менее 6 | ||
| А400 | 10-28 | |||||
| А500С | 10-40 | |||||
| А600С | ||||||
| Примечания 1 Значение временного сопротивления срезу в соединениях К3-Рп и К3-Мп не нормируется. При необходимости выполнять соединения с нормируемой прочностью, размеры и уточняются опытным путем по результатам испытаний на срез (ГОСТ 10922) и оформляются в соответствии с 5.2. При этом не допускается выполнение соединений типа К3-Рп и К3-Мп с нормируемой прочностью на строительной площадке. 2 При механизированной сварке соединений типа К3-Мп допускается применение арматуры диаметром () 6 и 8 мм, а также снижение величины отношения диаметров свариваемых стержней до 0,33. Применение данных положений допускается при повышенных требованиях к приемке сварных соединений и обязательном выполнении требований 5.2. | ||||||
Таблица 4 — Конструкция стыкового соединения арматуры С1-Ко
| Обозначение типа | Соединение арматуры | Класс арматуры | , мм | , мм | 10 | |
| соединения, способа сварки | до сварки | после сварки | ||||
| С1-Ко | А240 | 10-40 | 0,85-1,0 | 90° | ||
| А400С | ||||||
| Ап600С, А800С | 10-32 | |||||
| А1000С | 10-22 | |||||
| А500С | 10-40 | |||||
| А600С | ||||||
| В500С | 10-12 | |||||
Таблица 5 — Конструкции стыковых соединений арматуры С5-Мф и С7-Рв
| Обозначение типа соединения, | Соединение арматуры | Класс арматуры | , мм | , мм | , мм | 10 | , мм | , мм | , мм | |||
| способа сварки | до сварки | после сварки | ||||||||||
| С5-Мф, С7-Рв | А240, А400С | 20-40 | 0,5-1,0 | 12-20 12-16 | 5-12 | 90° | 10°-15° | |||||
| Примечания 1 Размеры в знаменателе относятся к соединению С7-Рв. 2 При отношении 1 линейные размеры относятся к стержню большего диаметра. | ||||||||||||
Таблица 6 — Конструкции стыковых соединений арматуры С8-Мф и С10-Рв
| Обозначение типа соединения, | Соединение арматуры | Класс арма- туры | , мм | , мм | , мм | , мм | 10 | , мм | , мм | , мм | |||||
| способа сварки | до сварки | после сварки | |||||||||||||
| С8-Мф, С10-Рв | А240, А400С | 20-40 | 0,5-1,0 | 5-15 3-10 | 8-20 | 90° | 40°-50° | 10°-15° | 20°-25° | ||||||
| Примечания 1 При одноэлектродной сварке разделку стержней со скосом нижнего стержня проводить не следует. 2 Разделку с обратным скосом нижнего стержня следует применять при сварке стержней диаметром 32 мм. 3 Размеры в знаменателе относятся к соединению С10-Рв. 4 При отношении 1 линейные размеры относятся к стержню большего диаметра. | |||||||||||||||
Таблица 7 — Конструкции стыковых соединений арматуры С14-Мп и С15-Рс
| Обозначение типа соединения, | Соединение арматуры | Класс арматуры | , мм | , мм | , мм | , мм | , мм | , мм | |||
| способа сварки | до сварки | после сварки | |||||||||
| С14-Мп, С15-Рс | А240 | 20-40 | 0,5-1,0 | 10-20 | 8°-10° | (0,35-0,40) | |||||
| А400 | |||||||||||
| Ат500 | 20-32 | ||||||||||
| А500С | 20-40 | ||||||||||
| А600С | |||||||||||
| Примечание — Для 20-25 мм 6 мм, для 28-40 мм 8 мм. | |||||||||||
Таблица 8 — Конструкции стыковых соединений арматуры С17-Мп и С19-Рм
| Обозначение типа соединения, | Соединение арматуры | Класс арматуры | , мм | , мм | 10 | , мм | , мм | , мм | , мм | , мм | |||
| способа сварки | до сварки | после сварки | |||||||||||
| С17-Мп, С19-Рм | А240 | 20-40 | 0,5-1,0 | 6-8 | 90° | 30°-40° | (0,35-0,40) | ||||||
| А400С | |||||||||||||
| А500С | |||||||||||||
| А600С | |||||||||||||
| Примечание — Для 20-25 мм 6 мм, для 28-40 мм 8 мм. | |||||||||||||
Таблица 9 — Конструкции стыковых соединений арматуры С21-Рн и С21-Мн
| Обозначение типа соединения, | Соединение арматуры | Класс арматуры | , мм | , мм | , мм | , мм | , мм | |
| способа сварки | до сварки | после сварки | ||||||
| С21-Рн, С21-Мн | А240 | 10-40 | , но >10 | , но >8 | , но >4 | |||
| А400 | ||||||||
| А600 | 10-32 | |||||||
| А800 | ||||||||
| А1000 | 10-22 | |||||||
| А500С | 10-40 | |||||||
| А600С | ||||||||
| В500С | 10-12 | |||||||
| Примечания 1 Соединения арматуры классов Ап600С, А800С, А1000С следует выполнять со смещенными накладками, накладывая швы в шахматном порядке. 2 Допускаются двусторонние швы длиной 4 для соединений арматуры классов А240, А400С. 3 Для арматуры диаметром 25-40 мм допускается взамен накладок из арматуры применять усиленные скобы-накладки по типу приведенных в таблицах 7 и 8, для классов А400С и А500С — длиной не менее 6, для класса А600С — длиной не менее 8. Внутренний размер скоб-накладок должен быть не менее 2, при этом минимальную площадь поперечного сечения скобы определяют по формуле , где — минимальная площадь поперечного сечения скобы-накладки; — номинальная площадь поперечного сечения соединяемой арматуры; и — нормируемое стандартами временное сопротивление арматуры и скобы-накладки соответственно. | ||||||||
Таблица 10 — Конструкции стыковых соединений арматуры С23-Рэ и С23-Мэ
| Обозначение типа соединения, | Соединение арматуры | Класс арматуры | , мм | , мм | , мм | , мм | |
| способа сварки | до сварки | после сварки | |||||
| С23-Рэ, С23-Мэ | А240 | 10-25 | , но 8 | , но 4 | |||
| А400 | |||||||
| А500С | 10-25 | ||||||
| А600С | |||||||
| В500С | 10-12 | ||||||
| Примечания 1 Допускается применение соединений стержней при любом сочетании их диаметров в пределах, указанных в настоящей таблице, при этом размеры , и в соединении стержней принимают по меньшему диаметру. 2 Допускаются двусторонние швы длиной 4 для соединений арматуры класса А240. | |||||||
Таблица 11 — Конструкции нахлесточных соединений арматуры Н1-Рш и Н1-Мш
| Обозначение типа соединения, | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм | , мм | |
| способа сварки | до сварки | после сварки | ||||||
| Н1-Рш, Н1-Мш | А240 | 10-32 | , но 4 | , но 8 | , но 4 | |||
| А400С | ||||||||
| Ап600С | 10-32 | , | ||||||
| А800С | но 5 | |||||||
| А1000С | 10-22 | |||||||
| А500С | 10-32 | |||||||
| А600С | ||||||||
| В500С | 10-12 | |||||||
Таблица 12 — Конструкция нахлесточного соединения арматуры Н2-Кр
| Обозначение типа соединения, | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм | , мм | , мм | , мм | 3 | |
| способа сварки | до сварки | после сварки | |||||||||
| Н2-Кр | A240 | 6-16 | (0,10-0,15) | , но не менее 4 | 90° | ||||||
| А400С | |||||||||||
| А500С | |||||||||||
| А600С | |||||||||||
| В500С | 6-12 | ||||||||||
Таблица 13 — Конструкция нахлесточного соединения арматуры Н3-Кр
| Обозначение типа соединения, | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм | , мм | , мм | , мм | 3 | |
| способа сварки | до сварки | после сварки | |||||||||
| Н3-Кр | A240 | 12-16 | (0,10-0,15) | , но не менее 4 | 90° | ||||||
| А400 | |||||||||||
| А500С | |||||||||||
| А600С | |||||||||||
| В500С | 12 | ||||||||||
Таблица 14 — Конструкция таврового соединения арматуры Т1-Мф
| Обозначение типа соединения, | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм | ||
| способа сварки | до сварки | после сварки | ||||||
| Т1-Мф | А240 | 8-40 | 4 | (1,8-2,5) | 0,1 | 15° | 0,50 | 85°-90° |
| А400С, А500С | 8-25 | 6 | 0,65 | |||||
| 28-40 | 0,75 | |||||||
| В500С | 8-12 | 4 | 0,65 | |||||
Таблица 15 — Конструкция таврового соединения арматуры Т2-Рф
| Обозначение типа соединения, | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм | ||
| способа сварки | до сварки | после сварки | ||||||
| Т2-Рф | А240 | 8-40 | 4 | (1,8-2,5) | 0,3 | 15° | 0,50 | 85°-90° |
| А400С, А500С | 8-25 | 6 | 0,65 | |||||
| В500С | 8-12 | 4 | ||||||
Таблица 16 — Конструкция таврового соединения арматуры Т11-Мз
| Обозначение типа соединения, | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм | , мм | , мм | , мм | ||
| способа сварки | до сварки | после сварки | |||||||||
| Т11-Мз | А240, А400С, А500С, А600С | 12 | 8 | 0,5 | 0-1 | 4-5 | 22-26 | ||||
| 14 | 26-30 | ||||||||||
| 16 | 28-32 | ||||||||||
| 18 | 10 | 0-2 | 5-6 | 30-35 | |||||||
| 20 | 35-42 | ||||||||||
| 22 | 12 | 38-44 | |||||||||
| 25 | 46-48 | ||||||||||
| Примечания 1 Для арматуры классов А400С, А500С и А600С значение 0,55. 2 При использовании закладных деталей с анкерами из стали А600С следует руководствоваться указаниями 5.6. | |||||||||||
Таблица 17 — Конструкция таврового соединения арматуры Т12-Рз
| Обозначение типа соединения, способа | Соединение арматуры с пластиной | Класс арматуры | , мм | , мм | , мм | , мм, при | , мм | при 12±1, мм | ||||
| сварки | до сварки | после сварки | 6-7 | 8-26 | ||||||||
| Т12-Рз | А240 | 8-40 | 6 | 1-2 | 2-3 | 50° | 0,50 | 2 | 4 | |||
| А400С | 0,75 | |||||||||||
| А500С | 10-40 | 8 | ||||||||||
| А600С | ||||||||||||
| В500С | 8-12 | 6 | ||||||||||
| Примечания 1 При 12 мм допускается выполнять соединения без подварочного шва. 2 При использовании закладных деталей с анкерами из стали класса А600С следует руководствоваться указаниями 5.6. | ||||||||||||
Таблицы 2-17 (Измененная редакция, Изм. N 1).
Преимущества соединения арматуры сваркой
Есть много преимуществ, которые позволяют сделать выбор в пользу сварочной состыковки, как наиболее эффективного, надежного способа соединения арматурных стержней.
Например, возможность соединения элементов различными швами, как указывалось выше. Если варить протяженными швами, то можно соединять прутья с коротким или длинным нахлестом, а также производить односторонние или двухсторонние швы.
Многослойные швы говорят сами за себя. Сначала сварочный шов наносится на одну сторону разделки, потом отзеркаливая наносится с другой стороны.
Точечная состыковка нужна, если в железобетонном изделии используется конструкция с крестовыми переходами. Не все марки стальных прутьев подходят для точечной сварки. Это объясняется тем, что места соединения могут быстро разрушаться из-за быстрой точечной закалки металла, от чего он становится весьма хрупким.
Преимущества сварки по сравнению с другими способами соединения:
- Сварочные швы наиболее крепкие.
- Ударная прочность изделия становится намного выше.
- Изделие, созданное посредством сварки, меньше поддается деформации, а, значит, первоначальная форма изделия сохраняется лучше.
- Арматурные каркасы или сетки практически не реагируют на внешние воздействия окружающей среды: солнечные лучи, морозы и другое.
Формочки
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.