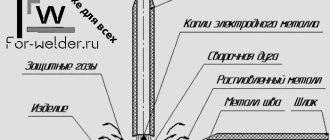
How to weld without slag
Novice welders often encounter large amounts of slag when welding metals. For example, due to a lack of experience, during welding with an inverter, the slag begins to go ahead of the arc, leaks into the weld pool, and solidifies in it. Because of this, the welding seam looks unsightly, it seems to be “loose”, large pores and other defects are visible on it.
How to cook without slag and beautiful seams? This is probably the very first question for novice welders. Everyone wants to weld seams like those in the “picture,” forgetting that skill comes with experience. In this article, I would like to share with the reader information about why many slag inclusions occur during welding, and how to get rid of them - once and for all.
Basic electrode coating - characteristics
Any electrode coating is a mixture of crushed components and a binder. The powder mixture is applied to a metal rod and serves to protect against various external factors.
The main coating is designated by the letter "B" . This mixture is produced from calcium and magnesium carbonates. These include elements such as marble, magnesite, dolomite. Fluorspar (CaF2) is also added to the listed minerals as a slag diluent. calcium fluoride coated electrodes .
Characteristics:
- The gas-protective environment that is formed during the welding process consists almost entirely of CO and CO2.
- The low hydrogen content allows the formation of strong seams without the risk of cracks .
- Low content of oxygen and various impurities (for example, sulfur and phosphorus) in the weld metal.
- In most cases, work should be carried out on direct current . The presence of plastic spar in the coating composition impairs the performance of alternating current electrodes. Therefore, most often a direct current of reverse polarity is needed.
Labeling rules
A specific scheme is used to mark all types of existing electrodes. According to its construction, the first digit determines the type of electrode, the next position informs about the brand of the product, and it is followed by the diameter designation.
The fourth in this scheme is the code that determines the purpose, and the fifth is the thickness of the coating. The sixth is a code that characterizes the welding seam or metal deposit. Below you can read information about the coating of the rod. The eighth position provides information about the spatial location of the electrode during welding, and the ninth - about the voltage and type of current.
For a better understanding, it is worth considering a specific example:
The first four characters “E46A” carry information about the type of electrode rod. It deciphers like this:
- E – intended for electric arc welding;
- 46 – unit of arc rupture resistance according to GOST 9467-75 standards;
- A – improved rod class.
The next index “U” in the marking means that the electrode can be used in work with alloy and low-carbon steel. “D2” is assigned to the second group of products based on coating thickness.
The marking in the denominator 432(5) is a parameter of the weld joint that forms the weld. “B” is the main type of electrode coating. The position of the electrode during work corresponds to the value “1”. Current mode “0” is the reverse polarity of direct current.
Below is a table about the meaning of metal rod coating markings:
| Coverage type | Marking according to GOST 9466-75 | International ISO marking | Marking according to the old GOST 9467-60 |
| sour | A | A | P (acid ore) |
| basic | B | B | F (calcium fluoride) |
| rutile | R | R | T (rutile (titanium)) |
| cellulose | C | C | O (organic) |
| mixed types of coating | |||
| acid rutile | AR | AR | |
| rutile-basic | RB | R.C. | |
| mixed other | P | S | |
| rutile with iron powder | RJ | R.R. | |
Application
Basic coated electrodes are excellent for use in the following applications:
- welding of mild steels with high sulfur content;
- steels with a high content of sulfur, carbon, phosphorus;
- welding of hardening steels, in which cold cracks can form;
- when welding low-alloy and high-alloy steels, which are used under heavy loads and high temperatures;
- if you need to weld parts of large thickness;
- when welding rigid structures.
Advantages and disadvantages
When comparing the basic coating of electrodes with other types, both advantages and disadvantages of this type can be identified.
The benefits include:
- High ductility and toughness.
- Low content of gases and various impurities in the weld metal.
- Resistant to hot cracking.
- High resistance to hydrogen sulfide cracking. Ideal for welding pipelines carrying hydrogen sulfide compounds.
- Reliably weld critical structures.
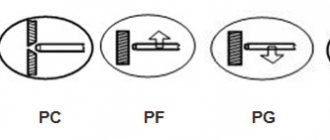
- It is convenient to make seams of any spatial position .
- Low oxidizing capacity. The process of deoxidation and alloying of metal is improved.
The disadvantages include:
- Increased sensitivity to moisture. Electrodes with such a coating should be stored in a dry place.
- The welding arc may burn unstable if alternating current is used.
- Lengthening the arc during welding often leads to the appearance of pores in the weld.
- If the coating is moistened, the hydrogen content in the deposited metal increases. This can also lead to the formation of pores.
- It is necessary to calcinate the electrodes immediately before welding , since the optimal level of coating humidity should be 0.3%.
- If there is rust on the surface of the structures being welded, this also often causes pores to appear in the seam.
[ads-pc-2][ads-mob-2]
How to choose the diameter of the electrode, how to connect it and what current strength to set
Choosing the brand of electrodes for the inverter is not all. Even if you have made your decision, at least three questions remain:
- what electrode diameter to use when welding;
- what current to set;
- Which output “+” or “-” should the electrode be connected to?
First things first. Let's start with what diameter of the electrode is needed for welding. In general, it is recommended to proceed from the thickness of the metals being welded: for small thicknesses, an electrode is taken with a diameter of the same size as the metal. If you are welding metal 3 mm thick, then use electrodes of a similar size. If you are cooking something thicker, take 4 mm accordingly. But large electrodes will be difficult for beginners to work with. Start mastering welding with a metal thickness of 3-4 mm. To do this, use 3 mm electrodes, or as they say “three”.
General recommendations for choosing the diameter of the electrode depending on the thickness of the metal
Regarding how to connect the electrodes to which output. The technical specifications on the package most likely indicate what polarity the electrode is intended for. When connecting in reverse, an electrode is connected to the positive output, and a clamp is connected to the negative output, which is attached to the part. With direct polarity, a plus is placed on the part, and a minus is applied to the electrode. How it looks on a welding inverter is shown in the photo.
Direct and reverse polarity of connection on the welding inverter
How are these two connection types different? The flow of electrons has different directions. As you know, electrons move from minus to plus. Therefore, when welding, it turns out that the element that is connected to “+” heats up more. By changing connection modes you can control the intensity of metal heating.
Let's consider several situations. For example, you have a 3 mm electrode, 2 mm metal. If you apply “+” to a part, burnout may result. Therefore, in this case it is better to use reverse polarity, at which the electrode will heat up more. If you want to weld 6 mm metal with the same three, it is better to do it with direct polarity: this way the heating of the metal will be deeper and the weld will be stronger.
Read how to choose an inverter welding machine here. You might be interested in building a fence from corrugated sheets.
Welding current
In general, when installing an electrode, the welding current strength for the inverter is set depending on the diameter of the electrode used. In general, there are recommendations on each pack, but you can do without them: take 20-30 Amperes of current for each millimeter of diameter. It turns out to be a fairly wide range, but then you also need to consider how you will lay the seam: with or without tearing. For welding without separation, lower currents are used, for welding with separation, higher currents are used.
What current should be used to cook with different electrodes (general recommendations, carefully select experimentally)
For example, for an electrode with a diameter of 3 mm, the calculated current is from 60 A to 90 A. They actually work in the range from 30 Amperes to 140 Amperes. When welding without separation, the current is set to about 70-90 A, with separation - 90-120 A. These parameters can “walk” in both directions: it also depends on the speed of movement of the tip of the electrode, on the grade and “fluidity” of the steel being welded, on the position of the seam (for vertical and horizontal seams they put a little less, for the ceiling - even less).
In general, even the currents recommended by the manufacturer are far from a requirement. Start with them, and then select them so that it is convenient for you to work and the seam turns out well. You should get a high-quality connection, and you will select the ratio of current strength and speed of movement experimentally. In this case, focus on the condition of the weld pool. It is your main indicator of quality.
Read about how to properly cook with inverter welding here.
Errors that may occur during welding
Now you know not only how to choose electrodes for inverter welding, but also how to connect them, what diameter you need them for this work, and how to select the current for each type of electrode and weld. Now let's talk a little about electrode holders.
The best electrodes with basic coating: brands
Kobelco LB-52U
They are produced at a subsidiary of the largest Japanese metallurgical concern Kobe Steel. Designed for welding critical structures made of steels with low carbon content. Widely used in cases where it is impossible to implement double-sided welding. Excellent for welding pipelines.
After welding with these electrodes, a minimal amount of residual slag remains.
The seam is uniform, has high ductility, there are no cracks or gaps. Learn more about LB-52U. IMPORTANT! The electrodes are highly sensitive to moisture. Before use, they must be calcined at temperatures up to 300°C. Otherwise, the electrode may burn poorly, and, accordingly, the quality of the seam will noticeably decrease.
OZL-8
Used when working with types of steel containing chromium and nickel. Provides a strong seam that is resistant to corrosion. Ideal for welding highly loaded components. When cooled, the seam retains its strength and does not crack. However, sudden cooling of the weld should not be allowed, as this promotes rapid crystallization and the formation of cracks.
Among the advantages of this brand:
- affordable price (compared to other electrodes of this class);
- ease of stitching.
SSSI 13/55
One of the best for welding critical structures. Best suited for working with carbon steel. Advantages:
- A special coating material, which when molten resembles resin, eliminates the possibility of the formation of slag ulcers . All slag is effectively removed from the seam.
- High strength seam , resistant to alternating loads.
FEATURES : The use of UUSI electrodes requires the welder to have some experience. Due to the nature of the coating, they are difficult to light. With a short break in work, the molten coating instantly “seizes” at the tip, so the electrode will have to be cleaned.
ESAB OK 61.30
Manufactured in Sweden (learn more about the manufacturer and its electrodes). Ideal for welding the following grades of stainless steel:
- 304L;
- 308L;
- 03X18H9;
- 06X18H11.
[ads-pc-4][ads-mob-4]
According to welding current parameters
Rods with a cross section of 4 mm. are selected for welding on simple welding devices. They are also used on the most productive and powerful units.
The length of this consumable is 35 and 45 cm. Suitable for welding thin workpieces up to 1 cm. Operates at a current of 220A. Welding consumables with a cross section from 5 to 12 mm. used only in welding work in the presence of additional lighting created by powerful lighting installations.
Aluminum rod FoxWeld AL Мg 5 (ER-5356) 1.6 mm 5 kg Source yandex.ru
Welding with electrodes with basic coating
When using electrodes with a basic coating for welding, several nuances need to be taken into account:
- Do not extend the welding arc. In this case, the metal is saturated with nitrogen, which significantly reduces the strength of the weld. May cause cracks.
- The working surface must be completely dry. Otherwise, pores may form in the seam.
- Mandatory requirements for storing electrodes must be observed. Store only in a dry place at a temperature not lower than 15°C. Some manufacturers pack electrodes in vacuum packaging. This significantly extends their shelf life without the need for re-calcination.
Things to keep in mind when getting ready to start welding
Before you begin, you should carefully inspect your home welding electrodes and determine:
Is there any mechanical damage? If they exist, then this is an obstacle to further actions, the welding arc will not be stable, and the protection of the molten metal of the bath will not be of high quality.
Humidity: Should be minimal. The electrodes will only be dry if they have been stored correctly. Don’t worry if this point has become an obstacle to further action – it can still be fixed.
To do this, you need to dry them in a special oven or, if you are at home, in a regular oven.
Another option, which will be more time-consuming, is to leave them in a warm, non-humid place. So, dry welding materials will provide you with a strong weld and reduce the risk of such a defect as gas pores.
The shelf life of electrodes used for manual arc welding is determined by the manufacturer, but as a rule it is without restrictions. The main thing is the storage conditions, which are also given by the manufacturer. In a closed package sealed in plastic film, the electrodes will be nothing even after 10 years.