Так сгорает электрод для рдс
Нужно выбрать электроды для ручной дуговой сварки, но не знаете как сделать это правильно? В данной статье мы научим делать правильный выбор сварочных электродов для РДС.
Востребованность сварочных работ в наши дни не снижается, что легко объяснить их доступностью, демократичной стоимостью и хорошим качеством соединений. Добротность сварки напрямую зависит от правильного выбора аппаратуры и расходников, в частности, электродов. Чтобы грамотно подобрать электрод, нужно понимать его маркировку, иметь представление о характеристиках и производителях. В этом мы и попробуем разобраться.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.
Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Сварочные электроды и прочие сварочные материалы
В качестве сварочных материалов для электродуговой сварки применяются штучные электроды, сварочная и порошковая проволока.
Штучные электроды
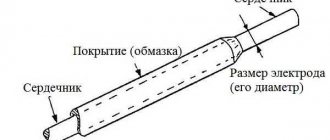
Электроды для дуговой сварки бывают двух основных типов: плавящиеся и неплавящиеся. Плавящиеся электроды
. Штучные плавящиеся электроды с покрытием используются очень широко, для сварочных работ в домашних условия — это основной материал.
Плавящийся электрод для сварки: 1 — стержень, 2 — участок перехода, 3 — марка электрода, 4 — покрытие.
Стержни электродов для сварки стали изготавливаются из низкоуглеродистой, легированной или высоколегированной сварочной проволоки. Стандартом предусматривается 77 марок стальной проволоки, идущей на изготовление штучных электродов диаметром от 1,6 до 6 мм.
Покрытие сварочных электродов оказывает множественное действие: образует атмосферу защищающую металл от кислорода и азота, находящихся в воздухе, стабилизирует горение дуги, удаляет вредные примеси из расплавленного металла, легирует его с целью улучшения свойств. Для выполнения всех этих функций покрытие включает в себя множество компонентов:
- Шлакообразующие вещества, защищающие металл от азота и кислорода. В их состав входит марганцевая руда, каолин, титановый концентрат, мел, мрамор, полевой шпат, доломит, кварцевый песок.
- Раскисляющие вещества, удаляющие из расплавленного металла кислород. В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
- Газообразующие компоненты, создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха. В основном это декстрин и древесная мука.
- Легирующие вещества, придающие металлу шва особые свойства — прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. Для этого используются хром, марганец, титан, молибден, никель, ванадий и некоторые другие вещества.
- Стабилизирующие элементы, способствующие ионизации сварочной дуги — натрий, калий, кальций.
- Связующие вещества, служащие для связывания компонентов покрытия друг с другом и всего покрытия со стержнем электрода. Основным связующим веществом является калиевое или натриевое жидкое стекло (силикатный клей).
Для сварки цветных металлов и их сплавов наряду с неплавящимися применяют плавящиеся электроды из соответствующих металлов и сплавов — алюминия, меди, никеля, бронзы, латуни и т.п.
Сварочные электроды
Классификация и обозначение электродов
. Электроды, применяемые для сварки и наплавки, классифицируются по широкому ряду признаков:
- по назначению (для сварки стали, чугуна, цветных металлов, для наплавочных работ и пр.);
- по технологическим особенностям (для швов различного пространственного положения, для сварки с глубоким проплавлением и т.п.);
- по виду покрытия (кислое, рутиловое, основное и пр.) и его толщине (толстое, тонкое, среднее, особо толстое);
- по химическому составу покрытия и стержня;
- по механическим свойствам металла шва;
- по роду и полярности тока, величине номинального напряжения холостого хода источника питания.
- по качеству изготовления, состоянию поверхности покрытия, содержанию вредных примесей фосфора и серы.
Каждый параметр электрода имеет свое буквенное или цифровое обозначение в определенной части маркировки. В частности, электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 обозначаются буквой У
. Электроды со средним по толщине рутиловым покрытием имеют в маркировке букву
С
(среднее) и
Р
(рутиловое). Стоящая предпоследней цифра
1
сообщает, что электрод может использоваться для выполнения шва любого пространственного положения, а завершающая обозначение цифра
0
информирует о том, что данный электрод используется при работе сварочным аппаратом дающим постоянный ток.
В соответствии с ГОСТ 9466-75 обозначение электрода содержит информацию о типе, марке, диаметре и прочих его характеристиках. В обозначение типа электродов для сварки конструкционных сталей входит буква Э
(«электрод для дуговой сварки») и цифра, сообщающая о минимальном временном сопротивлении разрыву металла шва в кгс/мм2. Если после цифр присутствует буква
А
(например, Э42А, Э46А), это означает, что данный тип электрода обеспечивает более высокие пластические свойства металла шва.
Наряду с типом, электроды имеют и марку. Одному типу электродов может соответствовать несколько марок. Например, электродам типа Э42 соответствуют марки ГОСЦ-2, ЦМ-7, АНО-6.
Обозначение электродов по ГОСТ 9466-75
1 — Тип электрода (Э — электрод для дуговой сварки, 46 — прочность 460МПа, А — повышенная пластичность и вязкость металла шва); 2 — Марка электрода; 3 — Диаметр стержня; 4 — Назначение электрода (У — для сварки углеродистых и низколегированных сталей); 5 — Характеристика толщины покрытия (Д — толстое); 6 — Группа индексов, указывающая на характеристики металла шва; 7 — Вид покрытия (Б — основное); 8 — Пространственное положение шва (1 — для всех положений); 9 — Род тока (0 — постоянный, обратной полярности).
Обозначение электродов по международному стандарту EN 499
1 — Электрод для дуговой сварки; 2 — Минимальный предел текучести (500Н/мм2); 3 — Характеризует температуру, при которой обеспечивается минимальное значение ударной вязкости 47Дж (около 60°C); 4 — Характеризует химический состав наплавленного металла (Ni — 2,6-3,8%); 5 — Тип покрытия электрода (основной); 6 — Код производительности и род тока (<=105%, постоянный); 7 — Код положения швов при сварке (все, кроме вертикального сверху вниз); 8 — Характеризует содержание водорода в наплавленном металле (10 мл/100г).
Неплавящиеся электроды
. Неплавящиеся электроды бывают угольными, графитовыми и вольфрамовыми. Температура плавления всех этих материалов превышает ту, до которой они нагреваются при сварке. Эта особенность и обусловила их название.
Графитовые электроды изготавливают из синтетического прессованного графита, угольные — из электротехнического угля. Электроды из графита обладают определенными преимуществами перед угольными. У них выше электропроводимость, позволяющая в 2,5-3 раза повысить плотность тока, и более высокая устойчивость против окисления при высоких температурах. Последнее качество позволяет снизить их расход по сравнению с угольными.
Графитовые электроды
Угольные омедненные электроды
Вольфрамовые неплавящиеся электроды изготавливаются из чистого или с наличием присадок вольфрама. В качестве присадок используются окислы тория, иттрия, лантана и других веществ. О наличии той или иной присадки говорит марка и цвет электрода. Обозначение ЭВ (WP) означает чистый вольфрам (конец окрашен в зеленый цвет), ЭВТ (WT) — вольфрам с торием (красный), ЭВИ (WY) — с иттрием (темно-синий), (WL) — с лантаном (синий или золотистый, в зависимости от содержания лантана), WC — с церием (серый), WZ — с цирконием (белый).
Вольфрамовые электроды
С помощью неплавящихся электродов варят сталь, чугун, медь, латунь, бронзу, алюминий и прочие металлы. Сварка проводится чаще всего в среде защитного газа (аргона, гелия, азота и их смеси). Её можно осуществлять как с присадочным материалом, так и без. В качестве последнего используется проволока, металлические прутки или полосы.
Выбор электродов для сварки сталей
Выбор типа электрода для сварки сталей зависит не только от марки последней, но и от характера соединения, пространственного положения шва, рода сварочного тока (постоянный или переменный), температуры окружающего воздуха во время работ и пр. В настоящее время производится несколько сотен марок электродов для самого различного назначения.
Электроды для сталей подразделяются на несколько групп — в зависимости от марки материала, для сварки которого они предназначены.
Первую группу образуют электроды для сваривания углеродистых и низколегированных конструкционных сталей, содержащих до 0,25% углерода и имеющих сопротивление разрыву до 490 МПа. К таким сталям относятся марки Ст5пс, Ст3сп, Ст0 и другие, используемые для производства металлопроката, из которого в быту изготавливается большинство конструкций, к прочности которых не предъявляют особых требований — ворота, ограждения и пр. Для их сваривания применяют такие известные всем сварщикам марки электродов, как АНО-4, АНО-21, МР-3, ОЗС-41. Популярный электрод МР-3 пригоден для сварки как переменным, так и постоянным током во всех пространственных положениях шва кроме вертикального сверху вниз.
Для сварки сталей, имеющих сопротивление разрыву от 490 до 590 МПа, используются электроды типа Э50А, Э60 (марки УОНИ-13/55, ОЗС-28, УОНИ-13/65). Эти электроды дают шов, выдерживающий более значительные нагрузки, чем предыдущая группа электродов.
Конструкционные легированные стали повышенной и высокой прочности, имеющие сопротивление разрыву свыше 590 МПа, необходимо варить электродами НИАТ-5, ЭА-981/15, ЭА-395/9 (если изделие не подвергается после сварки термообработке) или электродами ОЗШ-1, НИАТ-3М, УОНИ-13/85 — если сваренную конструкцию планируется подвергнуть термообработке с целью обеспечения равнопрочности швов.
Для сварки низколегированных и легированных теплоустойчивых сталей, работающих при температурах до 550-600 °C, предназначены электроды типа Э-09Х1М, Э-09МХ, Э50А (марки АНЖР-2, ОЗС-11, ЦУ-5).
Не часто, но приходится в быту сталкиваться и со сваркой жаропрочных и жаростойких сталей, предназначенных для работы при температуре свыше 550-600 °C. Например, при изготовлении несгораемых колосников для печи. Если удастся добыть такую сталь, варить ее нужно электродами КТИ-7А, ОЗЛ-38, ЦТ-15.
Коррозионностойкие стали, обладающие устойчивостью к коррозии в кислотной, щелочной и прочих агрессивных средах, известные в быту под названием «нержавейки», варятся электродами марок ЦЛ-11, ОЗЛ-7, ОЗЛ-22.
Выбор диаметра электрода
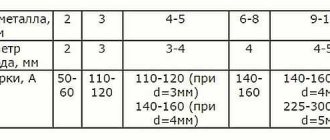
. Диаметр электрода выбирается, прежде всего, с учетом толщины свариваемого металла. Прочие условия работы: марка свариваемого металла, род тока, параметры сетевого напряжения, формы подготовки кромок и т.п. — также могут выдвигать свои требования к диаметру электрода, но в гораздо меньшей степени, чем толщина свариваемого металла.
Для первоначального выбора электрода можно использовать нижеследующую таблицу, значения в которой соответствуют нижнему шву.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром не более 4 мм. Если имеется разделка кромок или необходимо заплавить зазор между деталями, то корневой шов может выполняться электродом меньшего диаметра — 2,5-3 мм.
Сварка корневого шва
Сварочная проволока
Сварочная проволока выпускается из стали различных марок, меди, алюминия и других металлов. Стальная проволока, предназначенная для сварки, наплавки и изготовления штучных электродов, изготавливается по ГОСТ 2246-70. Стандарт предусматривает 77 марок стальной проволоки различного химического состава — низкоуглеродистых, легированных и высоколегированных.
Диаметр материала колеблется от 0,3 до 12,0 мм. Проволока толщиной до 3 мм применяется для полуавтоматической шланговой сварки, диаметром 1,6-6 мм — для ручной сварки штучными электродами, диаметром 2-5 мм — для автоматической сварки. Материал больших диаметров применяют для наплавочных работ. По виду покрытия проволока бывает чистой и омедненной. Омеднение улучшает прочность и чистоту шва, повышает устойчивость горения дуги, снижает разбрызгивание металла.
В обозначении марок проволоки используются буквы и цифры. Обозначение Св-08ГС говорит о том, что это сварочная проволока (Св), имеющая углерода — 0,8%, марганца (Г) — до 1%, кремния (С) — до 1%.
Сварочная проволока: нержавеющая, омедненная, алюминиевая.
Порошковая проволока
Порошковая проволока (она же флюсовая или самозащитная), используемая для сварки полуавтоматами, представляет собой металлическую оболочку, заполненную специальным порошком. Последний состоит из смеси материалов (ферросплавов, минералов, руд, химикатов и пр.), имеющих то же назначение, что и покрытие штучных электродов — защиту расплавленного металла от кислорода и азота, легирования и раскисления металла, стабилизацию дугового разряда и пр.
Варианты конфигурации оболочки порошковой проволоки
Порошковая проволока позволяет отказаться от использования в полуавтоматической сварке газовых баллонов, однако при этом страдает качество.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Марки электродов по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
| Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки |
| ЦЧ-4 |
| в нижнем положении |
| Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
|
| Для ручной дуговой сварки и наплавки тонкостенных деталей. |
| ОЗЧ-4 |
|
|
| Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. |
| ОЗЧ-2 |
|
| холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. |
| ОЗЖН-1 |
|
| холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
| все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |
Разделение по покрытию
Классификация электродов для ручной дуговой сварки позволяет дифференцировать их по многим признакам. Одним из наиболее распространенных является то, какое покрытие имеется у этих расходников. Покрытие электродов для ручной дуговой сварки часто является определяющим при необходимости решить вопрос об их приобретении.
Виды покрытий электродов для ручной дуговой сварки имеют подразделения:
- Рутиловое. Этот элемент представляет собой диоксид титана. С таким видом обмазки разбрызгивание металла уменьшается, текучесть увеличивается, происходит формирование толстого слоя шлака, в дальнейшем легко отделяемого. Однако, высоким является риск образования таких дефектов, как поры. Целесообразно применение для соединения деталей небольшой толщины из низкоуглеродистой стали.
- Целлюлозное. Помимо самой целлюлозы в состав обмазки входят кремний и магний. Такое покрытие повышает газообразование, что надежно защищает сварную ванну. Разбрызгиваемость металла является повышенной. Удобно сваривать вертикальные швы, но эстетичного внешнего вида ожидать не приходится.
- Основное. Главными элементами являются производные кальция и магния. Это обеспечивает высокую механическую прочность. Металл шва получается химически чистым. Большим преимуществом является возможность сварки в любых положениях. Возможно использование для сварки конструкций ответственного назначения.
- Кислое. Применяются только для выполнения швов горизонтального расположения. Существует риск образования трещин и подрезов. Могут представлять опасность для здоровья сварщика.
Каждый вид имеет свое обозначение. Рутиловое покрытие обозначается буквой «Р», целлюлозное буквой «Ц». Если покрытие смешанного вида рутилового с целлюлозным, то используются две буквы «РЦ».
Основное покрытие имеет букву «Б», что обозначает базовое. Кислому покрытию присвоена буква «А». Буквой «П» обозначаются прочие покрытия. Буква «С» означает, что речь идет о специальном покрытии, с которым появляется возможность осуществления процесса под водой.
Горячая сварка чугуна
Горячая сварка — это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500… + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
МНЧ-2
Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
Маркировка электродов для ручной дуговой сварки
Умение читать маркировку необходимо для любого, кто имеет дело с техникой. Электроды используют буквенно-цифровые наименования, каждая часть которых говорит о тех или иных характеристиках. Возьмём, например, маркировку Э46-АНО-4-Ф-УД Е 43 0(2)-Р25. Не забывайте, маркировку электродов для ручной дуговой сварки должен знать каждый уважающий себя сварщик!
- Э46. Тип. Этот тип электродов предназначен для работ с низколегированной и углеродистой сталью. Число 46 здесь означает прочность на разрыв: 46 кг на 1 квадратный миллиметр сечения наплавки.
- АНО-4. Данная часть является обычным торговым обозначением, маркой, и ничего не говорит о технических характеристиках изделия.
- Ф. Символ, который обозначает диаметр, выраженный в миллиметрах. Само значение диаметра при этом указывается где-нибудь в другом месте.
- У. Показывает, что электродом можно варить низколегированные и углеродистые стали, имеющие предел прочности при растяжении не выше 451 МПа.
- Д. Толщина обмазки. Как мы выяснили ранее, эта литера обозначает, что покрытие толстое, до 80% от диаметра электрода.
- Е. Согласно международным стандартам, эта литера обозначает, что электрод плавящийся и имеет покрытие.
- 43. Предел прочности при растяжении. В данном случае это 430 МПа.
- 0. Относительное удлинение. Ноль здесь можно интерпретировать как удлинение меньше 20%.
- (2). Минимальная температура, при которой вязкость металла шва составляет не менее 34 Джоулей на квадратный сантиметр. В этой маркировке указывается как 2 – 0°С.
- Р. Разновидность обмазки. Здесь мы имеем дело с рутиловым покрытием.
- 2.Пространственное положение стержня.Варить можно из произвольного положения, за исключением работы по вертикальному шву сверху-вниз.
- 5. Сварочный ток и подключение. В данном случае для работы допустим как постоянный, так и переменный ток любой полярности при напряжении холостого хода 70В.
Для таких больших маркировок очень сложно запомнить значения каждого из сегментов, поэтому полезно иметь под рукой справочники, где указаны нужные данные. Лучше конечно запоминать маркировки электродов для ручной дуговой сварки, что бы не терять время на работу со справочными материалами.
Рекомендации по выбору электродов
Не забывайте о технике безопасности, на досуге, можно прочитать о том, почему нельзя смотреть на сварку без сварочной маски.
Администрация
Зная основные характеристики электродов, мы можем сориентироваться в их многообразии и найти именно то, что нужно для конкретной работы. На что же обратить внимание при подборе расходников?
- Металл, который будет соединяться методом сварки. Чаще всего это конструкционная низкоуглеродистая сталь, для которой годятся отечественные марки электродов ОЗС-12 и АНО-4. Если требуется варить нержавейку, то стоит обратить внимание на российские ЦЛ-11 или импортные ОК 63.34 и ОК 61.30.
- Особенности соединяемых деталей. От этого зависит выбор обмазки. Если поверхность чистая, то самым лучшим покрытием будет рутиловое (электроды марки МР-3), оно позволяет легко получить электрическую дугу, отличается малым разбросом брызг и рекомендуется как новичкам, так и профи. Целлюлозное и основное покрытия применяются для создания особо прочных соединений, но требуют для сварки постоянный ток. Кислое покрытие избавляет шов от пор и работает по ржавчине, но его пары вредны для здоровья сварщика.
- Толщина свариваемого металла. От этого зависит то, какой диаметр электрода выбрать и какой ток выставить.
Соотношение характеристик электрода и металла
Соотношения толщины металла, диаметра электрода и силы тока, который подаётся с инвертора, обычно указываются в специальных таблицах. Такую таблицу обычно можно найти на коробке со сварочными расходниками. В общих чертах эта зависимость выглядит следующим образом:
- силой тока до 50А (домашние инверторы) можно варить металл толщиной 1-2 мм электродами диаметром 1-2 мм;
- с 80А можно смело варить заготовки толщиной 3 мм, при этом электрод тоже будет 3 мм в диаметре;
- 100-200А допустимо варить металл до 8 мм электродами, имеющими диаметр 4 мм;
- 160-200А (полупрофессиональный трансформатор) позволяют делать сварку деталей 9-12 мм в толщину стержнями 5 мм;
- 250-350А (профессиональные аппараты) и электроды диаметром от 8 мм сваривают заготовки толщиной более 16 мм.
ОЗЧ-4
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.
Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
Рейтинг лучших моделей сварочных электродов
Предлагаем ознакомиться с рейтингом электродов с рутиловой обмазкой.
К этой категории относят:
- Esab scel ok 46. Электроды покрытые рутилово — целлюлозный обмазкой. Данную модель считают одной из лучших для проведения сварочных работ. Благодаря её удаётся осуществлять быстрый розжиг дуги, в результате которого образуется плотный шов.
- Работать с такими моделями можно на сварочных аппаратах с переменным током. Электроды в процессе горения не образуют большой объём шлака. При работе со ржавым металлом понадобится дополнительная зачистка от коррозии;
Lincoln electric Omnia
Эти электроды принадлежат американской фирме. Они производят качественный товар на протяжении 100 лет.
- Впервые им удалось выпустить электрод с качественной обмазкой в 1928 году.
- Длительные разработки не прошли даром. Компания выпускает лучшие рутилово-целлюлозные электроды, которые пользуются популярностью у профессиональных и начинающих сварщиков.
- Доступная стоимость делает модель востребованной среди профессионалов. В процессе горения появляется небольшое количество искр, которые могут доставить неудобства при проведении монтажа деталей.
- При плавлении электрода появляется небольшой объем шлака. Работать такой моделью можно на ржавых и загрязнённых типах металлических поверхностей. Специалисты предпочитают использовать omnia для работы на трубопроводной сети;
Спец электроды
Данную марку производят в России. Они имеют специальную сертификацию для проведения сварочных работ с низкоуглеродистой сталью.
- Главным преимуществом такой модели считают получение ровного и лёгкого шва. После остывания на поверхности появляется тонкая корка из шлака.
- Рутиловые электроды данного производителя отлично справляются с климатическими катаклизмами, температурными перепадами.
- Поверхность металлического шва не трескается и не деформируется. Обмазка такой модели очень чувствительна к влажности;
Ресанта мр-3
Такая модель электродов считается популярной и востребованной. Однако специалисты не часто выбирают подобную марку для проведения сварочных работ.
Дело в том, что эта продукция уступает по всем эксплуатационным характеристикам.
- В процессе работы могут появиться шлаковые язвы. В процессе использования образуется химическая реакция с повышенной кристаллизацией, в результате которой образуется большое количество углерода.
- Преимуществом такого вида считают быстрый розжиг дуги, способность работы на электросварочном оборудовании с постоянным и переменным током.
Главным недостатком считают возможную деформацию шва после его остывания.
ЦЧ-4
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
Что нужно учитывать при выборе сварочных электродов
Перед покупкой электрода для сварочного оборудования необходимо придерживаться нескольких простых критериев, которые заключаются в следующем:
- Диаметр изделия. В данном случае важно учитывать толщину металлических элементов. Не стоит забывать о мощности сварочного оборудования. Универсальной моделью считают электрод с диаметром 3 мм;
- Защитное покрытие. Выбор покрытия напрямую зависит от целей, в которых будут использовать расходный материал. Главная функция заключается в защите металлического сердечника внутри электрода. В процессе нагревания между электродом и железными элементами образуется защитная основа, предотвращающая выделение шлака. Некоторые типы электродов способствуют появлению шлаковых язв, которые приводят к деформации шва;
- Марка изделия. Большая часть электронной продукции быстро сваривает изделия на основе низкоуглеродистой и низколегированной стали. Для проведения работ на поверхности нержавейки или легированных сортов металла понадобится использовать специальные типы расходников;
Условия хранения. Разные типы защитного покрытия могут впитывать влагу в разном объеме. В результате металлический шов может получится хрупким. Помимо этого могут появиться сложности с розжигом дуги.
Использование таких электродов считается нерентабельным. Специалисты рекомендуют хранить пачку со сварочными расходниками в сухом месте;
Производители. Отечественные компании предлагают хороший выбор электронной продукции. Они способны выполнить качественный шов.
ОЗЧ-2
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30… 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
Виды покрытия
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:
- основное, обозначаемое как «Б», белого или бежевого цвета;
- кислое, обозначаемое «А», серого цвета;
- целлюлозное, имеющее обозначение «Ц», светло-серое с коричневатым оттенком;
- рутиловое, имеющее обозначение «Р», различных цветов, таких как серый, синий, зеленый, красноватый.
Также существуют покрытия смешанного типа, что отражается в их обозначении. Так, например, сочетание букв РЦ следует расшифровывать как рутилово-целлюлозное, а «РА» соответственно как рутилово-кислое. Буква «П» — обозначение других видов покрытий. Такая градация определяется наличием химических элементов, входящих в состав покрытия. Выбор покрытия следует осуществлять в зависимости от металлов, подвергаемых соединению.
Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Соответственно названию основной элемент этого вида покрытия — целлюлоза. Также туда входят органические вещества в виде смол. Особенностью является то, что при сгорании в сварной дуге образуется значительное количество защитного газа. При этом шлака, наоборот, образуется мало.
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.
OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Особенности работы электродами для ручной дуговой сварки
При работе следует помнить, что электроды должны отвечать определённым стандартам:
- обеспечивать минимальный разлёт брызг при работе;
- создавать прочное, надёжное соединение;
- поддерживать стабильную электрическую дугу;
- обеспечивать химическую совместимость с соединяемым материалом;
- создавать условия для качественного наложения шва;
- сохранять устойчивость к влиянию внешней среды;
- не выделять высокотоксичных газов, которые могут навредить здоровью сварщика;
- расплав должен равномерно покрывать поверхность шва.
Полярность сварки
Подключение электрода также имеет свои нюансы.
- Для сварки толстых материалов используют подключение по схеме прямой полярности, когда электрод соединяется с отрицательным зажимом инвертора, а деталь — с положительным.
- Для тонких листов лучше использовать схему обратной полярности, когда электрод соединяется с анодом, а деталь — с минусом.
Все это можно отнести к особенностям работы с электродами для ручной дуговой сварки. Разумеется, нельзя забывать и о технике безопасности. Перед выполнением ручной дуговой сварки необходимо выучить правила техники электробезопасности, а во время работ иметь профессиональную защитную экипировку:
- маску сварщика со специальным стеклом;
- защитный костюм;
- ботинки без открытой шнуровки или сапоги;
- огнестойкие перчатки или краги.
Где можно купить электроды по чугуну
Покупать такую продукцию стоит только у известных производителей и проверенных поставщиков – это гарантия высокого заводского качества и репутация бренда. Именно такое высокое качество имеют электроды по чугуну, производителем которых является одно из старейших в России профильных предприятий – Магнитогорский электродный завод.
На нашем сайте вы можете купить продукцию по цене производителя. В зависимости от марки материал отлично подойдет как для сварки, так и для восстановительной наплавки. Изделия имеют сертификаты ГОСТ Р и санитарно-эпидемиологической экспертизы.
Марки
Марки электродов для ручной дуговой сварки зависят от их назначения. Их имеется их немалое количество, однако, можно выбрать среди них те, которые подходят для конкретных работ. Необходимо, чтобы привлекшие внимание марки электродов для дуговой ручной сварки обладали высоким качеством и давали хорошее соединение.
Существуют марки электродов, которые подходят для сварки низколегированных сталей с небольшим содержанием углерода. К ним относятся АНО, УОНИ, ОЗС, ВЦС. Такие электроды относятся к самым популярным видам расходных элементов.
Для сварки изделий из легированных сталей, в том числе обладающих повышенной прочностью, подойдут такие марки, как АНП, УОНИ, ОЗШ-1. Для наплавки целесообразно выбрать модификации электродов ОЗН, ОЗШ.
Если предстоит соединение чугунных изделий, то следует обратить внимание на марку ОЗЧ. Для деталей из алюминия подойдут ОЗА и ОЗАНА. Для медных деталей и сплавов на ее основе рекомендуется выбирать АНЦ/ОЗМ и ОЗБ. Для никеля и его сплавов подойдет электрод марки ОЗЛ-32.
При желании работать с электродами зарубежных производителей, следует обратить внимание на японские расходные элементы KOBELCO LB-52U. При их использовании в результате получается высококачественный шов.
Также заслуженным признанием пользуются электроды шведского производства ESAB УОНИИ. При покупке электродов необходимо обращать внимание на целостность упаковки.