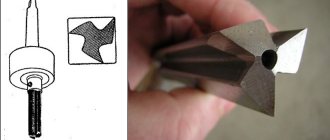
Отверстия квадратной формы в заготовках или изделиях, выполненных из металла и других материалов, можно получить с помощью режущего инструмента, называемого сверлом для квадратных отверстий. Оно имеет еще одно название – сверло Уаттса. Квадратные отверстия получаются с небольшими закруглениями в углах, которые почти незаметны. Их сверлят, рассверливают и засверливают в металле черном и цветном толщиной не более 16 мм, дереве, фанере и других материалах, включая вещества композитного происхождения. Операция выполняется с помощью дрели, перфоратора или на станках токарных или протяжных. Применяются в промышленности, сельском хозяйстве и быту при изготовлении продукции, ремонте и выполнении поделок собственными руками.
О сверле Уаттса и треугольнике Рёло
Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).
Немного позже ученый Л. Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату. Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
История появления инструмента
В основе конструкции сверла Уаттса — треугольник Рело. Для получения такой фигуры необходимо начертить равносторонний треугольник и три окружности. Их центры располагаются в углах треугольника, а радиус равен его стороне. В результате получается треугольник со скругленными сторонами. Инженер из Германии Ф.Рело заметил, что при определенных способах вращения у новой фигуры траектория максимально приближена к квадрату.
Треугольник Рело:
В 1916 году Уаттс оформил патент на специальное приспособление. Его техническая разработка обеспечила перемещение сверла таким образом, чтобы гарантированно получать отверстия квадратной формы.
Сверло Уаттса:
Классификация сверл для квадратных отверстий
В современной металлообработке практически весь режущий инструмент, который применяется для получения квадратных отверстий, работает по принципу вращения треугольника Рело. Сверло Уаттса (или как его еще иногда называют сверло Рело) позволяет получить квадратные отверстия различных размеров в металлических деталях различной толщины. Классифицируют данный инструмент по его размерам, материалу изготовления, конструкцией хвостовика.
Сверло Уаттса по металлу обязательно должно быть изготовлено из быстрорежущей стали. Такой инструмент имеет маркировку HSS (High Speed Steel). Для инструмента отечественного производства применяют инструментальную сталь У10 либо легированные стали Х12 и Х12МФ. Твердость инструмента должна иметь значение от 52 до 60 HRC. Квадратное сверло может иметь различный диаметр в зависимости от размера стороны квадрата.
Отметим, что купить сверло Уаттса довольно непросто. Не стоит ожидать, что его можно будет найти в каждом магазине металлорежущего инструмента. Возможно, придется приобретать его на заказ в крупном магазине инструмента или покупать в интернет магазине.
Немного истории с геометрией
Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату.
Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно.
Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто.
Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f.
В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Устройство и принцип работы
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.
Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки.
Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60.
При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.
Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины.
В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.
Особенности сверления квадратных отверстий в дереве
В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
Принцип действий и конструкция сверла Уаттса
Сверление квадратных отверстий при помощи сверла Уаттса основано на принципе вращательного движения треугольника Рело по специфичной эксцентрической траектории.
Форма сверла не повторяет в точности скругленный треугольник, но своими режущими кромками вписывается в его форму.
Сверло имеет такую форму вырезов для того, чтобы отводить стружку из рабочей зоны, а также максимально снизить момент инерции инструмента. К тому же уменьшение массы инструмента способствует снижению нагрузок на шпиндель металлорежущего станка, а заостренные кромки повышают режущие возможности сверла.
Кроме сверла Уаттса для работы обязательно понадобится переходной шпиндель, который обеспечит попеременное смещение центра инструмента и задаст нужную для работы траекторию.
Он состоит из переходного крепления для соединения со шпинделем станка, зубчатого венца, приводной шестерни и шестерни зацепления, а также качающихся втулок. Для использования квадратного сверла с бытовым электроинструментом производители выпускают специальные накладные шаблоны с карданной передачей.
Геометрические параметры
К основным геометрическим параметрам относят такие показатели:
- диаметр, указываемый в мм;
- длина общая, мм;
- длина рабочей части, мм;
- угол заточки в градусах.
Кроме того, выбирая сверло квадратное, обращают внимание на хвостовик, который должен соответствовать шпинделю инструмента или комплекту приспособлений, для его крепления. Сверление квадратных отверстий необходимо выполнять после предварительной разметки и кернения центра будущего отверстия. Рекомендуется начинать сверление при низких скоростях вращения, а затем перейти на ту скорость, которая указана в паспортных данных станка или инструмента.
Принцип действий и конструкция треугольник Рело
Треугольник Рело представляет собой плоскую геометрическую фигуру. Она образуется при соединении вершин равностороннего треугольника дугами окружностей, проведенными из каждой вершины этого же треугольника.
Особенность треугольника Рело состоит в том, что при совершении качательного движения его вершины описывают траекторию почти идеального квадрата.
Единственным недостатком такого вращения треугольника Рело является то, что в углах квадрата остаются небольшие скругления.
При необходимости получения квадратного отверстия с внутренними углами 90 градусов его придется доработать. Это можно сделать вручную с помощью напильников и рашпилей либо на долбежных станках.
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы. Дадим только важные сведения, касающиеся резки отверстий и окон в металле.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.
Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы… Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
VT-metall предлагает услуги:
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.
- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
- Черная сталь – < 16 мм.
- Алюминий – < 10 мм.
- Нержавеющая сталь – < 10 мм.
- Латунь – < 5 мм.
- Титан – < 5 мм.
- Оцинкованная сталь – < 3 мм.
- Возможно ли сделать лазером резку перфорации.
При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Альтернативные варианты для проделывания квадратного отверстия
Хотя сверло Уаттса является наиболее производительным и точным инструментом для получения квадратных отверстий, нужно еще рассказать, как просверлить квадратное отверстие другими способами.
Для этого существует несколько неплохих методов. При работе с квадратными сверлами полученное в заготовке отверстие будет иметь закругления небольшого радиуса, которые затем необходимо устранять другими операциями. К тому же, нет возможности работы с деталями значительной толщины.
Рассмотрим эти методы подробнее:
- В условиях производства наиболее точным чистовым способом вырезки отверстия квадратного сечения является лазерная резка. Но для этого необходимо иметь в парке оборудования дорогостоящие сложные станки с ЧПУ.
- Еще одним способом является высверливание в детали круглого отверстия диаметром описанной по квадрату окружности. Затем углы отверстия завариваются при вставленном шаблоне. Этот метод требует наличия сварочного аппарата и соответствующих навыков.
- В условиях серийного производства при работе с листовым и тонкостенным металлом квадратные отверстия получают методом листовой штамповки. В единичном производстве это не актуально, поскольку требует изготовления вырубных или пробивных штампов.
- При работе в домашних условиях, если квадратное отверстие нужно не совсем мелких размеров, то просверлить его можно следующим способом. В детали обычным сверлом по металлу выполняют круглое отверстие диаметров вписанной в квадрат окружности. Затем придают воображаемым углам и граням квадрата прямолинейность с помощью напильника и долота.
- Для работы с металлом небольшой толщины также выпускаются специальные пробойники квадратного сечения. Максимальный их размер составляет 70 на 70 миллиметров.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
- Контроль высоты плазмы.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
- Найти место для прожига.
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм. Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.