Spread the love
Сверление глубоких отверстий достаточно сложная операция, особенно если вам необходимо просверлить не одно и даже не десять отверстий, а сотни и тысячи. Сложность заключается в том, что при такой операции очень легко сломать сверлоэ
В этой статье рассматриваются различные необходимые методы, в том числе ступенчатое сверление, сверление с параболической канавкой, основные циклы G-кода и так далее.
Большинство специалистов с ЧПУ знают, что сверление «Peck Drilling» или ступенчатое сверление помогает при обработке глубоких отверстий. Некоторые используют высокопроизводительную геометрию, например, сверла с параболической кромкой.
Но оказывается, что существует целый ряд известных методов, которые помогут вам добиться успеха при сверлении глубоких отверстий. Я собрал ряд методов, которые могут вам очень помочь при сверлении глубоких отверстий.
Сверление глубоких отверстий. Совет от HAAS
Сверла для глубокого сверления – пушечные, ружейные, эжекторные
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Процесс глубокого сверления на токарно-фрезерном центре
Техника безопасности при сверлении
При сквозном сверлении, вне зависимости от глубины резания, необходимо выполнять такие правила:
- Средние и большие заготовки прочно фиксируются на столе станка или в приспособлениях. Неподвижность изделия небольших размеров в процессе работы обеспечивается при помощи ручных тисочков. Ни в коем случае не допускается удерживание детали руками.
- Запрещается менять, устанавливать инструмент во вращающемся шпинделе, кроме ситуаций, когда в шпинделе предусмотрен безопасный патрон, позволяющий не останавливать станок для произведения такой замены.
- Нельзя перебрасывать ремни с одной ступени шкива на другую, если включен электродвигатель. Подобные действия допустимы лишь при остановленном станке.
- Стружка не может смахиваться со стола руками, даже в рукавицах, ее нельзя просто сдувать. Для очистки рабочей поверхности используют щетки или крючки.
- Не допускается наличие свисающих концов на спецодежде. Рукава застегиваются либо закатываются выше локтя. Волосы специалист в обязательном порядке убирает под головной убор.
- Обработка хрупких материалов может сопровождаться отлетанием стружки, поэтому работник должен защитить лицо специальными очками.
- Во время использования электродрели необходимо носить резиновые перчатки, при этом корпус инструмента заземляется.
И еще одно правило: нельзя отвлекаться во время сверления. Нужно всегда быть уверенным, что руки не находятся под поднятым инструментом даже при неработающем агрегате.
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.
Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.
Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.
Изображение №2: технология уменьшения диаметров отверстий в металле
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
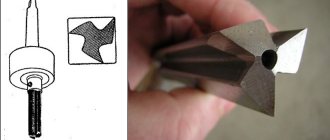
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
Принцип работы эжекторным сверлом
Как просверлить отверстие большого диаметра в металле
Данная процедура намного сложнее глубинного бурения. Эта процедура при небольшой толщине металла выполняется специальной коронкой, или обыкновенными бурами для металла за несколько проходок.
Коронка
Состоит из комплекта, куда входит обычное сверло, ровно пробивающее канал в заготовке и самой коронки определенного диаметра. Рабочий процесс производится малыми оборотами дрели, при этом производиться принудительное охлаждение режущих кромок бура и коронки.
Многоэтапное сверление
При большой толщине детали необходимо иметь определенный запас буров, разница которых по диаметру должна быть по отношению друг к другу в пределах 25%. Работу следует начинать самым тонким сверлом. Как только им будет пробурен сквозной канал, производится замена сверла, у которого диаметр больше предыдущего. Таким образом, поэтапно, сверла меняются до диаметра заданного размера.
Ступенчато-конусный бур
Это комплект конусообразных сверл различных диаметров, находящихся на одной общей оси. Довольно удобный инструмент для работы со стальным листовым металлом. Принцип работы практически неотличим от обычного сверления.
Ступенчато-конусный бур заглубляется в заготовку, пока не достигается нужный размер просверливаемого отверстия.
Пробивка отверстий
Технология пробивки отверстий в металлических сплавах довольно распространенная. Она используется при работе с листовым металлом. Преимущества технологии в том, что отверстия пробиваются точно в заданной точке с четким диаметром и практически без потери определенного времени. Для этого используются специализированные прессовочные станки.
Для пробивки тонкого листового металла может использоваться ручной пробойник. Этот инструмент для пробивки отверстий в металле изготавливается из заостренной с одного конца стальной трубы. Для пробойника могут использоваться трубы различного диаметра. Для пробивки отверстия, пробойник приставляется к размеченной точке, после чего по нему наносится несколько сильных ударов молотком. В итоге получается аккуратно пробитое отверстие.
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Инструменты для сквозного сверления
Чаще всего сквозное сверление осуществляют при помощи ручных и электрических дрелей, сверлильных станков, если есть подобная возможность. Основным элементом всех перечисленных аппаратов являются сверла, которые могут быть любой формы, а именно они бывают:
- спиральные (используются в большинстве случаев);
- винтовые;
- коронки;
- конусные;
- перовые, пр.
Сверла, вне зависимости от разновидности, должны отвечать требованиям ГОСТов. На инструментах до Ø 2 мм отсутствует маркировка, у изделий до Ø 3 мм на хвостовике фиксируется информация о сечении и марке стали. При больших диаметрах производитель может указывать дополнительные сведения.
Чтобы сделать отверстие определенного размера, требуется сверло на десятые доли миллиметра меньше необходимой цифры. От качества его заточки зависит разница между этими двумя размерами – чем лучше заточен инструмент, тем ближе будут значения.
Сверла имеют разную длину и могут быть короткими, удлиненными и длинными. При выборе инструмента для сквозного сверления важно учитывать предельную твердость металла заготовки. Кроме того, хвостовик сверл может быть цилиндрическим или коническим, о чем не стоит забывать во время подбора сверлильного патрона или переходной втулки.
Осуществление некоторых технологических операций и обработка ряда материалов сопряжена со специальной заточкой. Чем выше твердость обрабатываемого металла, тем острее должна быть кромка сверла. Допустим, не всегда возможно сквозное сверление тонколистового металла обычным спиральным сверлом – последнее придется заменить аналогом с особой заточкой. Для каждого типа сверл существуют свои рекомендации в соответствии с толщиной, твердостью обрабатываемого материала, типом отверстия. Так как это достаточно объемный пласт информации, он не будет затронут в данной статье.
Перед началом работ заготовку закрепляют при помощи тисков, упоров, кондукторов, уголков, прихватов с болтами и прочими устройствами. В результате обеспечивается безопасность специалиста, а также удается добиться более высокого качества.
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.
Предварительная настройка процесса сверления
Чем глубже отверстие, тем длиннее сверло. Чем длиннее сверло (чем больше расстояние между острием инструмента и шпинделем), тем больше степень влияния биения на результаты. В некоторых операциях с глубокими отверстиями малейшее колебание может привести к преждевременному износу инструмента и нарушить как прямолинейность, так и чистоту поверхности.
Тем не менее, необходимость тщательной настройки не освобождает от необходимости тратить непомерное количество времени на определение и корректировку биения при каждом изменении инструмента или пластины. В частности, в современной производственной среде нет места для лазания по рабочим зонам для установки индикаторов или для удержания кусочков бумаги на месте для прикосновений инструмента. Скорее всего, сборка инструментов в автономном режиме с устройством предварительной настройки сэкономит значительное количество времени при любой операции глубокого бурения.
В современной производственной среде нет места ни для работы оператора в рабочей зоне, ни для установки индикаторов, ни для удержания кусочков бумаги в месте соприкосновения инструмента и детали.
На объекте одного клиента в начале каждой смены в инструментальном магазине устанавливаются три сверла «Stealth» со сменным пластинами Allied Machine. Этот процесс занимает менее 10 минут. Установка трех инструментов на линии обработки может занять до 30 минут, что составляет 90 минут потерянного времени в течение трех смен. В производственной среде, работающей круглосуточно и без выходных, это составляет почти 2200 часов в год (показатель, не учитывающий простои станков при смене инструмента). Предварительная настройка, вероятно, составляет 5% от стоимости этих потерянных часов.
Это сверло имеет регулируемый штифт, который перемещает пластину в радиальном направлении, чтобы уменьшить набор допусков, общий для всех сверл со сменным наконечником. В результате этого для набора номера больше не требуется разбирать и чистить сборку инструмента, регулировать смещения, добавлять прокладки в револьверные головки или полагаться на опытных машинистов, которые пытаются найти неортодоксальное решение. Предварительная установка помогает уменьшить время наладки за счет предварительной установки сверла в магазин в оправке с минимальном биением.
Приспособления для сверления
Работа с металлом является довольно трудоемким процессом даже для опытных специалистов. Порой нужно длительное время удерживать дрель в строго одном положении к обрабатываемой детали. Чтобы облегчить труд и качественно просверлить металл, используется приспособление для сверления под прямым углом.
Такие приспособления бывают трех видов:
Кондуктор для направления сверл
Это устройство в виде коробки с установленными внутри направляющими втулками, которые изготовлены из сверхпрочной стали, не поддающейся воздействию сверла. Кондуктор можно использовать практически под все диаметры сверл до 20 мм. После установки этого приспособления над центром намеченного отверстия, сверло уже не уведет в сторону от его оси
Кондуктором удобно пользоваться для работы с трубами небольшим диаметром, когда невозможно для разметки воспользоваться керном.
Направляющий фиксатор для дрели
Этот механизм предназначен для удержания дрели в неподвижном состоянии при работе. Состоит из двух стоек, жестко закрепленных к подошве в виде большого круга. По стойкам двигается механизм, в который вставляется дрель и фиксируется к нему за шейку. Там же на стойках, под фиксирующим дрель механизмом находятся возвратные пружины.
По мере углубления сверла в металл, под усилием мастера, они сжимаются, но как только усилие прекращается, пружины распрямляются, и механизм, удерживающий дрель, по стойкам поднимается в исходное положение.
Стойка для удержания дрели
По сути, это упрощенный вертикальный станок для сверлильных работ, но с минимальными функциями.
Читать также: Как настроить параболическую антенну
Состоит из массивной плоской подошвы (платформы) и прикрепленной к ней жесткой штанги. Штанга закреплена к платформе строго под прямым углом. На ней же находится подвижная каретка с креплением для удержания дрели, и ручкой для ее управления.
Обрабатываемая деталь закрепляется на платформе при помощи струбцин или тисков. Мастер за ручку опускает каретку с дрелью вниз и удерживает ее во время всего процесса сверления.
Влияние СОЖ при сверлении
Формирование стружки является единственным способом оценить производительность сверла во время обработки. Формы изогнутой формы (то есть «шестерки» и «девятки») идеальны, в то время как более длинные и жесткие стружки отводят тепло из зоны резания менее эффективно. Цвет тоже имеет значение. Когда зона резания перегревается, стружка постепенно становится серой, черной и синей. Обесцвеченные стружки могут указывать на необходимость уменьшения нагрева путем замедления оборотов шпинделя, в то время как вязкие стружки могут указывать на необходимость увеличения скорости подачи до точки, в которой обрабатываемый материал ломается, а не отслаивается.
Одним из наиболее недооцененных факторов в любом процессе обработки, даже после сверления, является охлаждающая жидкость. Учитывая значительное влияние охлаждающей жидкости на то, как образуется стружка, регулировка концентрации и потока охлаждающей жидкости также может помочь решить проблемы с оптимизацией работы сверла в зоне резания.
Водорастворимые охлаждающие жидкости являются наиболее распространенными, поскольку они хорошо отводят тепло. Тем не менее, полусинтетические или полностью масляные составы могут быть лучшим выбором для улучшения смазывающей способности и обеспечения коротких сегментированных стружек. Хотя инструменты могут изнашиваться быстрее и параметры резания должны быть менее агрессивными, чем при использовании охлаждающей жидкости на водной основе, покрытие пластины, которое повышает термостойкость, может помочь компенсировать это.
Одним из не подлежащих обсуждению факторов является использование сквозных отверстий для подачи СОЖ. Станки также должны обеспечивать достаточное давление охлаждающей жидкости. Небольшие сверла требуют значительно большего давления для удаления стружки, потому что они должны работать при более высоких оборотах, чтобы достичь той же скорости поверхности, чем и у более больших диаметров инструментов. Чем больше давление, тем быстрее стружка выходит из отверстия и тем быстрее вы можете вращать сверло.
Осторожность – добродетель
При сверлении глубоких отверстий наращивание до полной скорости и подач может создать проблемы безопасности и поставить под угрозу работу.Таким образом, многие из стандартных рекомендаций по универсальным сверлам T-A можно обобщить в одной фразе: осторожно подходите к пилотному отверстию.
Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений. Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость. Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей.
Оглавление
Сверла для глубокого сверления – это устройства, которые используются для сверления сквозных и глухих отверстий в валах, шпинделях и других деталях, которые имеют большую длину. Они имеют низкую производительность, благодаря ним обеспечиваются полностью чистые, точные и прямолинейные отверстия. К сверлам данного типа относят ружейные, однокромочные с внутренним отводом стружки и двухкромочные с внутренним отводом стружки конструкции.
фото:сверла для глубокого сверления
Особенности углубленной сверловки
Метод глубокого сверления используется во время резания отверстий, которые имеют глубину 5хD и более. Данный метод позволяет обработать материал с наибольшей точностью, а также оптимальной прямолинейностью, благодаря нему обеспечивается хорошее качество поверхности. Это достаточно сложная и трудоемкая операция. Главным условием обработки режущим инструментом методом глубокого сверления является охлаждение под давлением.
Особенность данного метода – необходимость определения правильного направления во время начала процесса резания. Это направление проходит через специальную кондукторную втулку либо же в заранее подготовленное просверленное пилотное отверстие.
Главная трудность – нельзя свободно вращать режущий инструмент при глубоком сверлении на полных оборотах вне самой детали. А также при увеличении длины сверла для глубокого сверления создаются неблагоприятные условия образования стружки, которую трудно отводить и извлекать из отверстия во время процесса. Поэтому очень важно соблюдать увод сверла при глубоком сверлении.
Виды сверл для углубленной сверловки
Сверла для глубокого сверления бывают нескольких видов:
- Спиральная конструкция, которая имеет отверстие для подвода жидкости в зону резания.
- Ружейное устройство, которое имеет припаянные твердосплавные пластинки.
- Ружейное устройство, которое имеет цельную твердосплавную рабочую часть.
- Ружейная установка с твердосплавной пластинкой и промежуточной режущей пластинкой.
- Шпиндельные (перовые) приборы, которые используются для обработки отверстий в шпинделях станков.
- Пушечные устройства.
Спиральные инструменты – это стандартные спиральные сверла, которые имеют удлиненную рабочую часть. Они изготавливаются из таких материалов, как быстрорежущая часть и твердый сплав. Первые имеют наружный подвод СОЖ, а вторые – внутренний подвод СОЖ. Сверление ними реализуется посредством глубокого сверления, когда инструмент удаляется из отверстия, для того чтобы вывести стружку, и без этого процесса. Их производительность в 8 раз выше, чем у ружейных.
фото:спиральные длинные сверла по металлу
Ружейные и пушечные – это однорезцовые режущие инструменты, которые используются для того, чтобы получить глубокие отверстия малого диаметра и большого (от 0,5 мм до 100 мм). СОЖ подводится через корпус прибора, стружка выводится через канавку в корпусе конструкции. Ружейная установка обеспечивает лучшее направление режущей части, рабочая часть делается конической по направлению от режущей кромки к стержню.
фото:ружейные сверла по металлу
Пушечный прибор имеет твердосплавную режущую часть, стебель из закаленной стали и хвостовик из улучшенной стали.
Также существуют двустороннего резания (эжекторные и шнековые) и одностороннего резания конструкции (ружейные и пушечные) по их назначению. И третий вид – это кольцевые или трепанирующие головки.
Подбор сверла для глубокой сверловки
Сверла для глубокого сверления имеют определенные критерии выбора. Чаще всего применяются спиральные, а также перовые режущие инструменты.
На критерии выбора влияет наличие определенного специального оборудования, системы подготовки и подачи СОЖ, а также системы защиты от разбрызгивания. Применять сверла для глубокого сверления необходимо исключительно на станках глубокого сверления.
Выбирая конструкцию, необходимо определяться с нужным диаметром, общей длиной отверстия, типом хвостовика и обрабатываемым материалом. Также обращать внимание на скорость подачи.
- Если вы собираетесь сверлить отверстие, которое имеет длину больше, чем 40d, то стоит одновременно использовать два сверла, имеющие диаметр 10х400 мм и 9,95х800 мм.
- Если глубина 40d, то конструкция должна иметь левое направление вращения, для того чтобы она смогла зайти в пилотное отверстие.
- В случае, когда материал имеет длинную стружку, выбирайте прибор, который имеет полированные стружечные канавки.
- Когда вы обрабатываете алюминиевый сплав, применяйте однолезвийные конструкции, имеющие заточку угла при вершине 180 градусов.
Технология процесса
Подача СОЖ должна быть под давлением до 10 МПа. Объем охлаждающей жидкости – 20-120 л/мин. Данный показатель зависит от диаметра обрабатывающей конструкции. Точность обработки по диаметру – 7-9 квалитетов. Параметр шероховатости – 2,5-1,25 мкм. Возможное отклонение отверстия не больше, чем на 0,5 мм на каждом метре длины.
Технология сверления
Просверливание отверстий в металлических заготовках или деталях — это определенная технология снятия тонких многочисленных слоев металла сверлом, вращающимся вокруг своей оси. При этом главным условием сверления является удержание сверла, закрепленного в патроне дрели, четко в перпендикулярном положении по отношению к просверливаемой заготовке.
Особенно это важно при сверлении толстого металла. Если во время работы сверло отклонится по отношению оси просверливаемого отверстия, оно просто сломается. Чтобы этого не произошло, дрель должна быть жестко зафиксирована. Для этого предусмотрены специальные приспособления, которые можно купить в магазине для инструментов или изготовить своими силами.
Режимы сверления
При работе со сверлом важно не только жестко его закрепить, но и выбрать оптимальный режим его вращения. При обработке металла важным фактором остается количество сделанных сверлом оборотов за определенный период времени и усилие, которое на него передается за это время для обеспечения заглубления в металл.
Для работы с металлами разной твердости рекомендуются и сверла, предназначенные для различных режимов работы. Режим скорости оборотов сверла напрямую зависит от толщины и твердости металла, а также диаметра самого сверла. Чем прочнее обрабатываемый материал и больше диаметр сверла, тем режим сверления должен быть медленнее. Показателем правильно выбранного режима является длинная, спиралевидная стружка.
Разметка керном, шаблон и кондуктор
Просверливать металл можно по выполненной керном разметке, использовать шаблон либо специальный кондуктор.
Керн — это остро заточенный металлический штырь, изготовленный из сверхпрочной стали. С его помощью на подготовленной для сверления металлической детали в месте, где планируется просверлить отверстие, делается небольшое углубление для сверла.
Для этого керн острым концом ставится в предполагаемую точку рассверливания, после чего по нему наносится сильный удар молотком. В оставленное керном углубление вставляется острие сверла и начинается сверление, при этом в начале работы сверло уже не сможет сместиться в сторону от размеченной точки.
Чтобы разметить центр заготовки цилиндрической формы, опытные слесари часто используют полоску жести, изогнутой под 90 градусов. При этом одно плечо должно соответствовать диаметру заготовки, оно накладывается на заготовку, после чего вдоль его края проводится линия карандашом. Операция проводится 2−3 раза, а точка пересечения линий будет указывать на центр цилиндра, где керном можно сделать углубление для сверла.
Шаблон делается для разметки однотипных заготовок, на которых намечается несколько точек для сверления. Он очень удобен, когда нужно работать с несколькими деталями из листового металла, которые укладываются в общую стопку и закрепляются между собой струбциной.
В случае когда нужна высокая точность и перпендикулярность просверливаемого канала или нужно строго выдержать расстояние между несколькими отверстиями, рекомендуется использовать кондуктор. Также кондуктор будет необходим при работе с тонкостенными трубами, когда керном будет невозможно сделать углубление для сверла.
При глубоком сверлении, чтобы жестко зафиксировать дрель в перпендикулярном положении к заготовке, применяются специальные приспособления.
Глубокое сверление
Вид механической обработки черных металлов путем резания отверстий вращающимися механизмами называют сверлением.
Различают простое и глубокое сверление.
Во втором случае глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d). При помощи сверл получают отверстия различной глубины и диаметра или многогранного сечения.
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.
Выполним полный комплекс работ по механической обработке металла:
Гидроабразивная резка
Фрезерные работы
Токарные работы
Слесарные работы
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).
Разновидности глубокого сверления
- По схеме удаления высверливаемого материала (стружки) различают: сплошное и кольцевое глубокое сверление. В первом варианте высверливаемый материал удаляется в виде стружки, во втором – часть кольцевой плоскости удаляется в виде стержня, остальное – также в виде стружки;
- По способу резания различают следующие виды:
- Одноштанговая система (система STS). Данный метод оптимально подходит для обработки деталей на высокопроизводительном или серийном производстве. Сложность процесса состоит в том, что требуется применять маслоприемник с многочисленными подающими шлангами, при этом заготовка вращается. Одноштанговая система считается самой эффективной для получения высококачественных отверстий;
- Эжекторная система. Метод глубокого сверления со средними параметрами выпуска заготовок. Позволяет осуществлять сверление на многофункциональных станках (например, токарных или сверлильных), систему дополняют стационарной или мобильной насосной станцией. Эжекторный метод подходит для получения отверстий d=20-60 мм. и глубиной до 1200 мм., не исключая получение прерывистых отверстий;
- Система сверления ружейными или трубчато-лопаточными сверлами с внутренней подачей смазочно-охлаждающего материала. Этот метод подходит для малых предприятий, где по условиям технологии требуется получить глубокие отверстия небольшого диаметра. Однорезцовые сверла легко встраиваются в универсальные станки. Резец изготавливается из твердых сплавов и по всей длине сверлильного стержня имеет V-образную канавку, угол кривизны которой может составлять от 110 до 1200 градусов. Рекомендуемый dотв.=35-40 мм., длиной до 50*d. При данном методе отпадает надобность проводить такие операции как зенкерование и развертывание.
- В зависимости от степени автоматизации управления процессом сверления различают глубокое сверление с автоматическим изменением одного или нескольких параметров режима (например, скорость вращения, подача смазочного материала).
Технология сверления сквозных, глухих и прочих видов отверстий
- Сверление глухих отверстий.
Подобные операции производят по втулочному упору на сверле или измерительной линейке, зафиксированной на станке. Сверло подводят до соприкосновения с поверхностью детали, сверлят на глубину конуса сверла и отмечают по указателю начальное положение на линейке. Далее к полученному показателю прибавляют заданную глубину сверления. В результате получается цифра, до которой необходимо осуществлять работы.
Есть сверлильные станки с предусмотренным упором на измерительной линейке – его нижнюю грань устанавливают на цифре, до которой нужно сверлить. После чего закрепляют конструкцию винтом.
VT-metall предлагает услуги:
У многих агрегатов есть механизмы автоматической подачи с лимбами, они устанавливают ход сверла на необходимую глубину.
В процессе работы с глухими отверстиями важно время от времени извлекать сверло из заготовки, удалять стружку и измерять получившуюся глубину при помощи глубиномера штангенциркуля.
- Сверление неполных отверстий или полуотверстий.
Если отверстие расположено у края заготовки, к последней приставляют пластину из аналогичного материала и зажимают в тисках. После чего делают полное отверстие и убирают лишний элемент.
- Сверление сквозных отверстий.
Для сквозного сверления в угольнике его фиксируют в тисках, предусмотрев деревянную подкладку. В первую очередь осуществляют полное засверливание и проверку по контрольным окружностям. Если произошел увод сверла, ситуацию исправляют и завершают работу над отверстием. Далее угольник перемещают и устанавливают по той же схеме, чтобы сделать новое отверстие.
Сверление отверстий в плоскостях, находящихся под углом, имеет свои тонкости, ведь важно избежать слома и отклонения инструмента. Поэтому начинают с подготовки площадки, перпендикулярной оси будущего отверстия (ее фрезеруют или зенкуют), между плоскостями устанавливают деревянные вкладыши или подкладки, после чего приступают к обычному сверлению.
Работа с цилиндрической поверхностью также начинается с подготовки площадки, перпендикулярной оси сверления. Обязательно накернивают центр и далее сверлят отверстие, как это делается на плоскости.
Создание отверстий в полых деталях отличается от других способов сверления сквозных отверстий тем, что требует забивания полости деревянной пробкой.
Есть два метода, позволяющих просверлить отверстия с уступами:
- Начинают с подготовки отверстия по наименьшему диаметру, которое потом рассверливают на один или два больших диаметра в пределах глубины каждой ступени. Сверла меняют в соответствии с количеством ступеней, постепенно наращивая диаметр.
- Используют сверло наибольшего диаметра, после чего переходят к сверлам меньшего диаметра по числу ступеней.
Описанные подходы позволяют избежать ухода сверла в сторону за счет хорошей центровки. Стоит оговориться, что второй способ упрощает измерение глубины отверстия, поскольку глубиномер упирается в его дно.
Чтобы добиться максимальной точности, делают два прохода. Для первого используют сверло с диаметром на 1–3 мм меньше диаметра будущего отверстия, защищая работу от вредного действия перемычки. Потом отверстие сверлят в размер, при этом важно, чтобы сверло не было тупым.
Более чистые отверстия получаются при сквозном сверлении с малой автоматической подачей с параллельным активным охлаждением и постоянным отводом образующейся стружки.
Для отверстий малого диаметра лучше всего подходят станки повышенной точности с соответствующими подачами или ультразвуковым и электроискровым способом. Тогда как большие диаметры требуют рассверливания просверленных отверстий. Правда, нужно понимать, что не стоит рассверливать отверстия, полученные отливкой, штамповкой и другими методами. Дело в том, что здесь центр отверстия не совпадает с осью сверла, из-за чего последнее обычно сильно уводит.
Подача жидкости является обязательным этапом технологического процесса, так как:
- Обеспечивается эффективный отвод стружки из зоны резания по отводным каналам;
- Уменьшается сила трения между трущимися частями;
- Производится отвод тепла, которое образуется в процессе длительного сверления, обеспечивая тем самым сохранности сверла от прогорания;
- Осуществляется дополнительная обработка отверстия.
С увеличением глубины сверления возрастают трудности с обработкой отверстия.
Для глубокого сверления применяют специальный инструмент, оборудование и способы обработки.
Простые сверла и дрели для этого не подходят, так как не удастся достичь точности сверления по всему диаметру, заданной шероховатости поверхности, прямолинейность отверстия.
Важным параметром также является сохранение поверхности углубления с минимальным отклонением от округлости.
Применение традиционного инструмента делает процесс глубокого сверления низкопроизводительным, трудоемким, а в некоторых случаях (зависит от глубины отверстий) – невозможным.
На практике в машиностроительной сфере используют специализированное оборудование с технической оснасткой, с дополнительным применением специальных режущих и прочих вспомогательных инструментов.
Нередко требуются нестандартные приспособления для выполнения технологических приемов.
Особенности глубокого сверления
При глубоком сверлении очень важно соблюдать главные принципы технологии. Во-первых, производится подбор скорости вращения сверлильной части инструмента или оптимальная скорость резания (подачи свергла). Во-вторых, должно быть обеспечено нормальное дробление стружки, а также полный отвод отходов из канала. Важным моментом во время измельчения отходов сверления является сохранность режущей части инструмента, не должно быть повреждений сверла, образования на нем заусениц или иных дефектов. Далее, ключевым фактором качественной обработки поверхностей заготовок или деталей является эффективная и грамотная подача смазочно-охлаждающей жидкости.
Процесс сверления проходит с обязательной подачей смазочно-охлаждающей жидкости под давлением и с определенным расходом.
Для этого в системе работает насосное оборудование – маслонасосы или насосы для перекачки вязких жидкостей.
Производительность системы выбирается в соответствии с расходом жидкости и требуемым давлением подачи смазочного материала.
Роль охлаждающей жидкости и стружкодробления
Самым большим препятствием при проделывании глубоких отверстий является стружка:
- Как их вытащить без заклинивания?
- Как предотвратить повреждение поверхности отверстия?
Выбор инструментов, метода сверления и подачи СОЖ имеет значение.
Определенные виды инструментов имеют неотъемлемые преимущества для глубоких отверстий. Спиральные сверла с параболической канавкой изменяют геометрию, чтобы оптимизировать удаление стружки из более глубоких отверстий. Пистолетные сверла и сверла BTA предназначены для обработки глубоких отверстий и особенно для удаления стружки.
Охлаждающая жидкость имеет решающее значение для удаления стружки. Наилучший подход — подача СОЖ с максимально возможным давлением на наконечник инструмента. Охлаждающая жидкость под высоким давлением прямо у наконечника создает значительную силу для выталкивания стружки вверх и из отверстия.
Охлаждающая жидкость через шпиндель подает охлаждающую жидкость под давлением через отверстия, просверленные по длине сверла. Это помогает удалять стружку из отверстия снизу и действительно облегчает сверление глубоких отверстий.
Сквозные отверстия для охлаждающей жидкости в шпинделе со спиральным сверлом
Циклы сверления Peck — это ломка и удаление стружки. Каждый шаг обычно ломает стружку. Длинные волокнистые стружки цепляются за все, и их труднее удалить. Компактная стружка может более эффективно удаляться из более глубоких отверстий. Чем глубже отверстие, тем чаще спиральное сверло должно клевать, чтобы стружка оставалась компактной.
Кроме того, важна высота выхода из отверстия. Большая высота помогает вытягивать стружку из отверстия. Но это замедляет работу по мере того, как сверло заглубляется, и, кроме того, следует проявлять осторожность, чтобы не выходить из отверстия полностью. Открытое отверстие — это попадание стружки до самого дна, откуда ее необходимо удалить во второй раз.
Циклы глубоких отверстий используют пользовательский g-код для оптимизации стратегии, по мере того, как отверстие становится все глубже и глубже.