Каталог товаров
Металлообрабатывающее оборудование
- Сверлильные станки
- Точильно-шлифовальные станки
- Токарно-винторезные станки
- Пылеулавливающие установки
- Ленточнопильные станки по металлу
- Отрезные станки
- Фрезерные станки по металлу
- Плоскошлифовальные станки
- Заточные станки по металлу
- Долбежные станки
- Поперечно строгальные станки
- Профилегибы
- Зиговочные станки
Кузнечно прессовое оборудование
- Прессы гидравлические
- Прессы кривошипные штамповочные
- Пресс ножницы комбинированные
- Молоты ковочные пневматические
- Гидравлические гильотинные ножницы
- Механические гильотинные ножницы
- Пневматические гильотинные ножницы
- Прессы для литья пластмасс
- Вальцы трехвалковые
- Прессы листогибочные
- Листогибочные машины
- Трубогибочные станки
- Вальцы ручные трехвалковые
- Ручные листогибочные машины
- Наборы кузнеца
- Молотки
Техоснастка для станков
- Режущий инструмент по металлу
- Запчасти 2С132, 2С135, 2Н135, 2Л135
- Запчасти для пылеулавливающих агрегатов
- Запчасти к Пресс-ножницам
- Запчасти к гильотинным ножницам НГ13, НГ16
- Запчасти к молотам
- Запчасти для гибочных станков
- Запчасти для рубочных станков
- Запчасти к Правильно-отрезным станкам
- Режущий инструмент по дереву
- Запчасти для стружкоотсосов
- Шлифовальные круги для станков
- Подставки под станки
- Кузнечные клещи
- Маслостанции
Металлическая мебель
- Верстаки
- Элементы верстаков
- Шкафы хозяйственные
- Шкафы для одежды
- Фурнитура для шкафов
Станки для работ с арматурой
- Гибочные станки для арматуры
- Станки для резки арматуры
- Правильно-отрезные автоматы
- Оборудование для напрягаемой арматуры
- Ручные станки для резки
Деревообрабатывающее оборудование
- Токарные станки по дереву
- Фрезерные станки по дереву
- Круглопильные станки
- Строгальные станки по дереву
- Ленточные пилы по дереву
- Шлифовальные станки
- Рейсмусовые станки по дереву
- Комбинированные станки
- Стружкоотсосы
Строительное оборудование
- Дорожная техника
- Вибраторы для бетона
- Прием-подача раствора, бетона
- Бетоноотделочные машины
- Резчики швов
- Затирочные (заглаживающие) машины
- Мотопомпы
- Бетоносмесители
Грузоподъемное оборудование
- Тельфера, тали
- Кран балки опорные
Сварочное оборудование
- Стыковые сварочные апараты
Трансформаторы для прогрева бетона
Камнерезное оборудование
Гибка: СГА-1, Г-40, Г-50, GW40, GW-50 Рубка: СМЖ-172, СМЖ-322, GQ-40, Р-40, Р-50 Правильно-отрезные: ПРА-498, ГД-162, СМЖ-357
Сверлильные станки Гарантия качества Низкие цены В наличии 2М112, ГС2112, ГС2116, 2С125
Главная» Кузнечно прессовое оборудование» Прессы кривошипные штамповочные
Прессы кривошипные штамповочные предназначены для проведения операций холодной штамповки на различных производственных и заготовительных предприятиях, в автомастерских, в слесарных и токарных цехах и даже на строительных объектах.
К таким работам относят:
- Вырубку;
- Гибку;
- Обрезку;
- Пробивку;
- Неглубокую вытяжку металла.
Кривошипный пресс обладает многими преимуществами, а именно: высокой надёжностью и производительностью по сравнению с гидравлическими молотами, которая выше практически в три раза. В процессе работы станки обладают минимальным уровнем шума и вибрацией, что позволяет выполнять высокоточные работы. Благодаря своей многофункциональной конструкции, кривошипное оборудование можно усовершенствовать дополнительными приспособлениями, за счёт чего ускоряется процесс работы.
Сведения о производителе однокривошипного пресса К2019
Пресс К2019 выпускал Курский завод кузнечно-прессового оборудования, основанный в 1943 году.
В настоящее время пресс К2019 производят:
- Долина, ПАО Кувандыкский завод КПО г. Кувандык Оренбургская обл.
- ПрессМаш, ООО Станкостроительное Объединение, г. Москва
Станки, выпускаемые Курским заводом кузнечно-прессового оборудования
- К2019
пресс однокривошипный простого действия открытый для листовой штамповки 80 кН - КД2114
пресс однокривошипный простого действия открытый для листовой штамповки 25 кН - КД2118
пресс однокривошипный простого действия открытый для листовой штамповки 63 кН - КД2318
пресс однокривошипный простого действия открытый для листовой штамповки 63 кН
Разновидности
Классификация по назначению:
- оборудование для изготовления деталей из листового сырья;
- пресса для сортового проката;
- станки для нарезки прутков и листов металла.
В зависимости от структурного строения отмечают два типа прессов:
- Простого действия. В конструкции таких штампов используется одна рабочая часть. При необходимости они оснащаются системой автоматической подачи заготовки.
- Многократного действия. Содержат в составе несколько рабочих частей и дополнительных элементов. Весь процесс выполняют в строгой последовательности, установленной производителем.
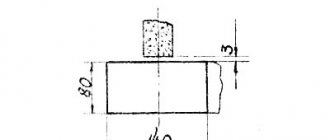
К2019 Размеры подштамповой плиты кривошипного пресса
Размеры подштамповой плиты кривошипного пресса к2019
Диаграмма допускаемых усилий однокривошипного пресса к2019
Мы проконсультируем вас по любым вопросам!
Есть вопрос?
Наши услуги
Машины для выполнения ковочно-штамповочных операций (так вернее, ибо какое-либо оборудование обычно создаётся под разработанную технологию, а не наоборот) — распространённый вид устройств для металлообработки.
Например, на машино- и приборостроительных предприятиях или заводах по производству металлоконструкций на каждые 5 металлорежущих станков обязательно приходится одна единица оборудования для обработки давлением. Причём не только металлов: например, те же ПЭТ-бутылки производятся на термопластавтоматах, которые тоже представляют специализированное штамповочное оборудование.
К2019 изображение однокривошипного пресса
Фото однокривошипного пресса к2019
Фото однокривошипного пресса к2019
Фото однокривошипного пресса к2019
Расположение основных узлов однокривошипного пресса К2019
Расположение основных узлов однокривошипного пресса к2019
- Станина К2019-11-001
- Привод К2019-21-001
- Вал эксцентриковый К2019-23-001
- Командоаппарат — К2019-24-001
- Установка муфты-тормоза К2019-26-001
- Ползун К2019-31-001
- Воздухопровод КЕ2118.01-41-001
- Ограждение привода К2019-71-001
- Ограждение командоаппарата — КЕ2114.01-72-001
- Ограждение рабочей зоны —
- Электрооборудование К2019-91-001
- Пост управления кнопочный КЕ2114.01-92-00
- Маховик —
- Сдуватель пневматический
Конструктивные особенности
Все агрегаты для обработки металлических заготовок имеют примерно одинаковое строение. Можно выделить три основных узла. К ним относятся:
- двигатель оборудования;
- передача крутящего момента;
- исполнительный механизм.
Первые узлы формируют приводную систему, от которой зависит функционирование исполнительного механизма. Каждый орган отвечает за определённый результат. Поэтому следует разобраться в том, какие бывают разновидности машин.
Расположение органов управления однокривошипным прессом К2019
Расположение органов управления однокривошипным прессом К2019
- Педаль
- Вводной выключатель
- Переключатель режимов работы
- Счетчик
- Световая сигнализация
- Выключатель местного освещения
- Кнопка «Стоп непрерывных ходов»
- Кнопка «Общий стоп»
- Кнопка «Пуск электродвигателя»
- Кнопки «Ход ползуна» (Двуручное включение)
Схема кинематическая однокривошипного пресса К2019
Кинематическая схема однокривошипного пресса К2019
Перечень элементов кинематической схемы
- Электродвигатель
- Шкив привода
- Маховик привода
- Муфта-тормоз
- Вал эксцентриковый
- Гайка
- Втулка эксцентриковая
- Шатун
- Винт регулировочный
- Ползун
- Упор выталкивателя
- Планка выталкивателя
- Головка воздухоподводящая
- Подшипник
- Подшипник
- Подшипник
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
- горячей;
- холодной.
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.
Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.
Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
- эксцентриковым;
- кривошипным.
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.
Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Описание работы пресса К2019
Станина
Станина пресса рис. 10 чугунная коробчатой формы, воспринимает все усилия, возникающие при штамповке, крепится на двух стойках 8 и 10 посредством четырех пальцев.
В верхней части станины 2 в стаканах 11 и 12 расположены подшипники качения 13, служащие опорой для эксцентрикового вала.
Сверху, на скосе станины 2, имеется платик для подмоторной плиты, на которой устанавливается электродвигатель.
Спереди, на специально обработанных местах станины, крепятся призматические регулируемые направляющие 17 для ползуна.
Регулировка направляющих осуществляется винтами с помощью резьбового соединения 14, 15 и 16.
Передняя часть станины закрыта дверкой 3.
На рабочей плоскости стола закреплена подштамповая плита 6.
Для работы на провал на столе и плите предусмотрены отверстия.
В нижней части станины крепится наклонный склиз 7 для удаления штампованных деталей или отходов.
Привод
Привод (см. кинематическую схему на рис. 9).
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 2, которая соединена с валом 1 через зубчатое зацепление и выводится из зацепления вращением гайки 3.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом вращением гайки 3, которая стопорится винтом 6.
Необходимая величина хода ползуна устанавливается по шкале 4 с помощью указателя 5.
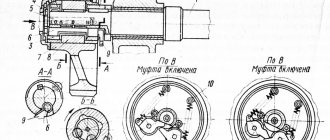
Установка муфты-тормоза (рис. 12)
Установка муфты-тормоза состоит из маховика 1-3 и муфты-тормоза 5-14, закрепленных на эксцентриковом валу 4 пресса, воздухоподводящей головки 15-18, закрепленной на муфте-тормозе и кронштейна 21, соединенного пальцами 20 с муфтой-тормозом и закрепленного на станине пресса.
Опорами маховика 1 являются радиальные шарикоподшипники 2, посаженные на втулку 3, установленную в свою очередь на эксцентриковый вал 4.
Муфта-тормоз жестко сблокированная многодисковая фрикционная с пневматическим включением состоит из следующих частей:
- ведущей — ведущих дисков 5 муфты с фрикционными накладками;
- ведомой — ступицы 6 с неподвижно присоединенным поршнем 7, цилиндра 8, перемещающегося вдоль оси, промежуточных дисков 9, опорных гаек 10, установленных по резьбе ступицы 6 и поршня 7, нажимного диска 11, установленного жестко на цилиндре 8;
- тормозной — тормозного диска 12 с фрикционными накладками.
По мере износа фрикционных накладок 5 и 12 увеличивается зазор «а», что вызывает повышенный стук при включении муфты и увеличивается расход воздуха. Для регулировки этого зазора служит разрезные гайки 10, которые фиксируются от отвинчивания гайками 13.
Унифицированная воздухоподводящая головка состоит из корпуса 15, штуцера 16, расположенных между ними резиновых уплотнений 17 и радиальных шарикоподшипников 18.
Работа муфты-тормоза происходит следующим образом:
Сжатый воздух через воздухоподводящую головку 15-18, поршень 7, ступицу 6 поступает в пневмокамеру «Б» и перемещает цилиндр 8 вдоль оси вала эксцентрикового в сторону муфты, который зажимает ведущие диски 5 муфты, связанные постоянно с маховиком через пальцы 19, обеспечивая передачу крутящего момента через ступицу б на вал эксцентриковый 4.
В момент торможения вала эксцентрикового 4 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку 15-18, при этом цилиндр 8 под воздействием пружин 14 возвращается в сторону тормоза и зажимает тормозной диск 18, сидящий на пальцах 20, закрепленных в кронштейне 21, который жестко связан со станиной.
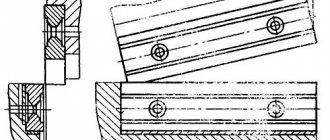
Ползун (рис. 13)
Ползун является рабочим органом пресса, к которому крепится верхняя часть штампа.
Ползун 13 пресса имеет коробчатую форму с призматическими двусторонними направляющими. Ползун крепится к валу эксцентриковому посредством винта регулировочного 5 и разъемного шатуна 4 в корпусе и крышке которого расположены бронзовые вкладыши 2 и 3 подшипника скольжения, охватывающие эксцентриковую втулку.
Суммарный зазор между направляющими ползуна и станины должен быть в пределах 0,04-0,08 мм. Зазор в шаровом соединении должен быть не более 0,015 мм. Зазор между бронзовыми втулками шатуна и эксцентриковой втулкой не более 0,1 мм.
Шаровая головка винта регулировочного 5, нижняя опора 10 и плавающий вкладыш 8 помещены в ползуне 12. После регулировки зазора в шаровом соединении гайка 8, ввернутая в ползун 12, стопорится винтом 17.
Опорой шарового соединения является срезная предохранительная шайба 13, рассчитанная на разрушение при перегрузке пресса. При срезании предохранительной шайбы необходимо винтом 17 расстопорить гайку 18, вывернуты ее на 1,5-2 оборота приподнять шатун с регулировочным винтом, вращая за маховик пресса в режиме «Ручной проворот», заменить предохранительную шайбу 13, сняв крышку на окне в передней части ползуна, затянуть гайку 18 и застопорить ее винтом 17.
Регулировка величины штампового пространства производится вращением регулировочного винта за его шестигранник, установленная величина штампового пространства фиксируется стопорными втулками 20, которые стягиваются винтом с контргайкой 19.
Нижний предел регулировки штампового пространства ограничивается фиксатором 23.
Величина регулировки определяется по линейке 6.
В нижней части ползуна расположено отверстие под хвостовик верхней плиты штампа.
Крепление хвостовика осуществляется прижимом 17 посредством двух шпилек с гайками. Стопорный винт 15 служит для дополнительной фиксации хвостовика штампа, а также для отталкивании прижима при снятии штампа.
В пазу ползуна расположено коромысло выталкивателя, подпружиненное двумя прижимами.
Командоаппарат. (рис. 14)
Командоаппарат предназначен для коммутации тока в электрических цепях управления прессом и управления работой пневмосдувателя.
Командоаппарат устанавливается на левый конец вала эксцентрикового. На втулке 4 закреплены алюминевые диски 1, 2, 3. Бесконтактные выключатели 8, 9 и 10 типа БВК 201-24 установлены на кронштейне 7, закрепленном на станине.
- БВК (SQ1), переключаемый диском 2, управляет электромагнитным вентилем пневмораспределителя У7122А;
- БВК (SQ2), переключаемый диском 1, управляет другим электромагнитным вентилем пневмораспределителя сдвоенного трехлинейного (остановка ползуна ВМТ);
- БВK (SQ3) осуществляет блокировку хода ползуна вниз при двуручном включении (при недоходе ползуна до НМТ, отпускание кнопок двуручного включения вызывает останов ползуна).
Принципы выбора
При покупке кривошипных горячештамповочных прессов учитывают:
- максимальное усилие, которое достигается рабочим механизмом;
- количество движений ползуна в минуту;
- максимальные размеры заготовки;
- мощность электродвигателя;
- размеры станка, которые должны соответствовать помещению.
Преимущества и недостатки
Преимущества:
- повышенная точность готовых изделий;
- увеличение производительности относительно аналогичных молотов на 35%;
- применение сборных конструкций в результате особенностей технологии обработки;
- высокая надежность всех узлов;
- снижение затрат на изготовление одного изделия.
Пресса помимо преимуществ имеют и недостатки:
- отсутствие перераспределения металла вдоль оси детали;
- увеличение количества ручьев;
- сложность конструкции оборудования;
- детали после обработки нуждаются в дополнительной очистке от окалины;
- высокая цена.
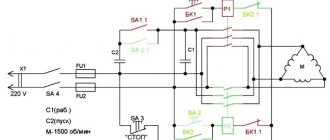
Электрооборудование. Общие сведения
Электрическая схема однокривошипного пресса К2019
Применяемое на прессе электрооборудование имеет следующий состав и характеристики:
- электродвигатель главного привода — асинхронный трехфазный переменного тока напряжением питания 380 В;
- электропневматические клапаны УV1, УV2 в пневмораспределителе У7122А на 24 В постоянного тока;
- шкаф управления.
Описание действия электрооборудования указано в паспорте на шкаф управления.
Блокировки
Электросхемами пресса и шкафа управления предусмотрены следующие блокировки:
- Нулевая блокировка;
- блокировка пневматических клапанов;
- блокировка дверок станины;
- блокировка окна ограждения маховика;
- реле давления воздуха;
- двуручного управления;
- угла торможения;
- клапанов управления.
Подача напряжения в схему пресса не вызывает самопроизвольного включения электроаппаратов. Достигается это путем заведения замыкающего контакта магнитного пускателя КМ в цепь собственной катушки.
Блокировка пневматических клапанов
При залегании одного из пневматических клапанов пневмораспределителя У7122А срабатывает микропереключатель SQ11 или SQ12 и отключает электродвигатель и муфту пресса.
Блокировка защитного экрана
При работе педалью включение муфты пресса возможно только при закрытом экране (нажат конечный выключатель в режиме «Одиночный ход»).
При работе кнопками SB3 и SB4 в режиме «Непрерывные ходы» включение муфты возможно только при закрытом экране (нажат конечный выключатель в режиме «Непрерывные ходы»).
Блокировка дверки станины
При открывании дверки станины освобождается конечный выключатель SQ15 и замыкающим контактом отключается электродвигатель и муфта пресса.
Блокировка окна ограждения маховика
При открывании окна ограждения маховика освобождается конечный выключатель и замыкающим контактом отключает электродвигатель и муфту пресса.
Блокировка реле давления воздуха
При падении давления воздуха в системе, реле SP срабатывает и своим замыкающим контактом отключает электродвигатель привода и муфту пресса, при этом загорается сигнальная лампа красного цвета на шкафу управления
Блокировка каналов управления и отказа командоаппарата
Управление каждым клапаном сдвоенного пневмораспределителя осуществляется от самостоятельного управляющего элемента командоаппарата по независимой цепи. При отказе одного из каналов управления или командоаппарата не происходи срабатывание одного из пневматических клапанов пневмораспределителя У7122А. срабатывает микропереключатель SQ11 или SQ12 и отключает электродвигатель и муфту пресса.
Предназначение
Пресс горячештамповочный — оборудование, применяемое для ковки. В результате процесса получают сложные детали, имеющие выступы и впадины. На оборудование удается изготавливать:
- стержни с фланцами;
- стопорные кольца;
- стаканы со сложным профилем;
- высадку окончаний труб.
Применяется для прессования металлического лома в пакеты, удобные при складировании и дальнейшей переработки. При упаковке лома используют металл с низкой пластичностью. На крупных промышленных предприятиях штамповочные пресса применяют для изготовления серийной и крупносерийной продукции. При обработке материал разогревают.
Технические характеристики пресса К2019
Технические характеристики однокривошипного пресса К2019
Технические характеристики однокривошипного пресса К2019