Metal cutting lines
The list of the most popular products of BORA Group includes modern equipment for cutting rolled steel. Each metal cutting line we assemble, regardless of configuration, is characterized by high productivity, is designed for a long service life, and is easy to operate and maintain. Numerous production associations and companies, one way or another connected with metalworking, are in need of reliable and economical equipment for cutting metal. BORA Group of Companies has been supplying coiled metal cutting lines to almost all Russian regions for 15 years. Our equipment, while affordable, is distinguished by a high level of automation. Its operation will make it possible to significantly increase labor productivity and economic efficiency of production: the longitudinal cutting line for transverse metal operates with minimal metal waste.
| Metal cutting line K-4 roll width 1500 mm |
| Metal cutting line "K-4" longitudinal - transverse |
| Metal cutting line “K-3” longitudinal-transverse |
| Metal cutting line “K-2” longitudinal-transverse |
| Transverse cutting line for rolled metal "K-2P" |
| K-2Pr longitudinal cutting line |
| Mobile metal slitting machine PRM |
Rolled metal cutting line from BORA Group: cutting accuracy and efficiency
Our company can offer interested customers almost any modification of equipment for metal cutting (mobile metal cutting, transverse cutting line, longitudinal metal cutting). Our production equipment is designed to perform the following operations: — dissolving rolled steel into strips (metal slitting lines); — cutting into sheets of certain dimensional parameters (cross cutting lines); — combined operations (cutting loose strips). — editing the sheet along the plane. The line for longitudinal-transverse cutting of metal from the BORA Group of Companies is a universal and most popular option; such equipment has the widest possible functionality and is designed for processing rolled metal in several directions. Our equipment makes it possible to quickly and accurately cut metal of any characteristics and modifications: rolled steel, galvanized, stainless, with a polymer protective and decorative coating of various types, electrical, etc. Mobile metal cutting can be carried out on the PRM machine offered to the attention of customers, capable of performing longitudinal cutting of metal sheets up to 1250 mm wide into narrower strips (from 62 mm wide). The design solutions we offer make it possible to simplify the line maintenance process and eliminate a large number of manual operations. The operation and service of our equipment is convenient and does not cause difficulties for the operating personnel. You can obtain all the necessary information on the technical characteristics of BORA Group products by contacting us directly. The company's engineers will provide qualified advice on any issues related to the operation of our equipment.
Metal cutting lines with different sheet thicknesses
One of the leading parameters characterizing lines for cutting metal is the thickness of the metal being unraveled. sheet in millimeters. This parameter determines the metal consumption of the equipment and the power of the drives included in the package. BORA Group can offer customers metal cutting lines up to 2 mm with parameters from 1.2 mm to 3 mm sheet thickness. The most versatile option is a technique with the ability to dismantle 2 mm rolled steel. Metal dissolving lines include a block with 9 or 11 work rolls (usual size). On request, a leveling machine with an increased number of leveling rolls can be designed and manufactured. To successfully solve non-standard production problems facing our clients, BORA specialists will always develop the optimal solution.
Why is it necessary to cut rolled metal?
The demand for rolled metal products is caused by the variety of products and products that can be made from it. It is suitable for the production of various roofing coverings, laminated building materials, and blanks for stamping production of various products are made from it.
Casting and rolling complexes are used to produce sheet metal. Rolled metal is divided into several types according to the thickness of the sheet. Manufacturers offer the following types of rolled metal:
- tin, the thickness of which does not exceed 2 mm;
- thin-sheet rolled products with a thickness varying from 2 to 4 mm;
- plates with a thickness of more than 4 mm.
For the production of thick sheets, hot technology is used; the production of thinner varieties of sheet material is carried out using cold rolling.
Design features of the equipment
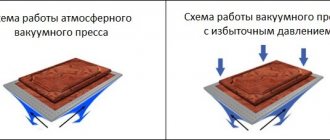
Installations for longitudinal-transverse cutting can be equipped with additional systems and functions. One of the main ones is automatic height control, which has 3 modes - one for burning and two for cutting. This function allows you to increase the service life of consumables and improve cutting quality.
The height at which the metal workpiece is pierced is considered one of the most important parameters for increasing the life of the nozzle and the quality of the cut. During operation, the system moves the plasma cutter down until it contacts the surface of the material, and then sets it at the desired height. After burning the metal with plasma, the controller moves the plasma torch closer to the processed metal.
Photo 7. Operation of an automatic longitudinal-transverse cutting line
With a small distance between the plasma cutter and the metal, the thermal load on consumables increases and the risk of collision with the part increases. Excessively high height has a negative impact on the quality of cutting - the width of the cut and the heat-affected zone increase, which leads to deformation of the workpiece. Therefore, it is important to choose the optimal value, and this task is best handled by an automatic height control system.
What is a line for cutting rolled metal?
Since cutting sheets using metal scissors is ineffective and inconvenient, in production cutting of rolled metals is carried out on special cutting lines. They allow you to cut rolled metal into pieces giving them different shapes (from square to diamond).
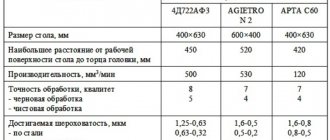
Cross cutting lines for rolled metal have the following technical characteristics:
- permissible width of steel roll – 0.16 m;
- maximum thickness of metal sheets – 0.4 cm;
- the minimum number of cut parts - from 18 or more, depending on the length of the sheet;
- the total power of the motors of all drives is 206 kW.
The line for cross cutting of rolled metal consists of the following elements - sheet shears with a knife installed at an angle, a control mechanism, a device for correct unwinding, a unit for folding cut parts, and a roller feed.
The functioning of the complex is carried out in accordance with a pre-established algorithm, depending on various parameters, including the initial and final dimensions of the workpieces, the length of the roll or sheet. Installations for cutting rolled metal can be fully automated or operator-controlled. In the first case, the equipment stops automatically after the unwinder runs out of material.
Let us dwell in a little more detail on the constituent elements included in the cutting line of rolled metal:
1. Straightening-unwinding device.
The purpose of this unit is to minimize the deformation of the sheets before they are threaded into the scissors. At the same time, special brushes remove residues of industrial contaminants, plaque and scale from the sheets. The apparatus is turned on if it is necessary to dissolve the hot-rolled metal into parts.
2. Scissors.
Automatic shears are similar to manual ones, the difference is that they are mechanically connected to the installation for cutting rolled metal.
If a problem occurs in the drive, the scissors will be turned off simultaneously with other elements of the installation. The cutting process is monitored using an image on a visual display. It should be borne in mind that the roll fixation error varies up to 0.4 mm in one direction or another. The error is significantly influenced by the characteristics of the source material.
Rolled metal cutting technology
The technological process of cutting rolled metal begins with preliminary cutting of metal strips to the required length. Then they begin to be exposed to electric current.
VT-metall offers services:
The precise heating of the strips is achieved due to the power of the electric current, with the help of which temperature separation and melting of the metal occurs. When determining the current strength, it is necessary to proceed from the thickness of the strip being processed, the frequency of the supplied electric current, as well as the physicochemical properties of the metal.
When longitudinal cutting of metal, local heating of the strip is required, since it allows reducing the resistance during the cutting process. This effect is due to a decrease in the mechanical properties of the metal when heated to high temperatures. Thanks to the longitudinal cutting line, the strips are more rounded, without burrs, and at the same time smaller in width.
This approach ensures that finished products comply with the requirements of the standards that apply to the production of bent profiles of longitudinally welded pipes.
In addition, when using this technology for cutting rolled metal, there is no need for additional processing and other operations with the resulting strips. Accordingly, longitudinal cutting can be classified as a cost-effective method for processing rolled metals.
The principle of transverse metal cutting is similar to the longitudinal processing technology described above. Special disc shears hold a sheet of material being processed, which is fixed between the upper and lower shafts and then cut.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
To separate the material, tension is used to press it against the upper shaft. During the cutting process of rolled metal, the upper and lower rollers are in constant motion, which ensures a continuous supply of sheets.
Since high temperatures weaken the rigidity of the metal, the discs used for cutting are often replaced by carbon steel rollers, preheating the material by applying an electric current. Replacing discs with rollers allows specialists to achieve higher quality cutting.