Гибка – один из методов металлообработки. В процессе осуществляется пластическая деформация поверхностей и внутренних слоев металла, изменение формы заготовки. Такой метод пригоден практически для всех пластичных металлов, сплавов и других материалов.
Гибка:
- Позволяет получать детали сложной конфигурации.
- Не оставляет подверженных коррозии швов.
- Позволяет получать монолитные изделия с однородными механическими характеристиками.
Гибка – безотходный способ обработки металла. Производство изделий таким методом в ряде случаев гораздо дешевле сварки, пайки, плавки и литья.
Конструкция и сферы применения листогибочного станка
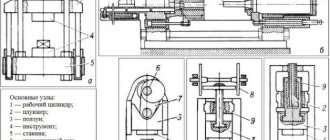
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Основные способы гибки металла
Различают 2 основных метода гибки – ручной и механизированный. В первом случае форму заготовке придают ударами киянок или молотков. Такой способ применяется в штучном производстве, для серийного изготовления ручная гибка малопроизводительна.
Механизированная гибка осуществляется при помощи станков и прессов. Различают 2 способа металлообработки – прокатный и пуансонный. Рабочий инструмент прокатных станков – одна или несколько пар валиков из быстрорежущей или инструментальной стали. Металлический лист или рулон прокатывают между роликами, придающими заданную форму заготовке.
В прессах и пуансонных станках гибка осуществляется следующим образом: заготовка помещается между рабочем инструментом и матрицей. Пуансон вдавливается в металл, придавая ему соответствующую форму. Усилие, создающее давление, развивается вручную, электродвигателем или гидравликой.
При свободной гибке рабочий инструмент не прижимает заготовку к стенкам матрицы. Гибка чеканкой осуществляется путем плотного вдавливания металла в матрицу и выдержки инструмента в прижатом состоянии. Выбор способа гибки зависит от упругости и других свойств отрабатываемого металла.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Ручной листогибочный станок
Профилегибочные, трубогибочные и арматурогибочные станки
Сведения об отечественных трубогибочных станках промышленной группы «АСВ-Техника» приведены в табл. 6; профилегибочных — в табл. 7; резки и гибки арматуры — в табл. 8; оборудования для изготовления воздуховодов — в табл. 9.
Таблица 6. Станки трубогибочные
| Модель | Тип привода | Габариты, мм | Масса, кг |
| УГС-5 | Электромеханический | 720x700x900 | 330 |
| ИВ 3428 | То же | 3485x1370x1355 | 1100 |
| ИВ 3429 | Электромеханический | 3485x1370x1355 | 1250 |
| ИВ 3430 | То же | 3730x1930x1160 | 2100 |
| РГУ-1 | Гидравлический | 450x105x405 | 15 |
| РГУ-2 | То же | 735x215x305 | 50 |
| РГУ-42 | —»— | 530x170x260 | 30 |
| РГУ-80 | —»— | 705x325x300 | 80 |
| РГУ-90 | —»— | 705x325x300 | 90 |
Таблица 7. Станки профилегибочные
| Профиль | Модель | |||||||
| СПГ-1 | СПГ-2 | СПГ-3 | СПГ-4 | |||||
| Размер, мм | Диаметр гиба, мм | Размер, мм | Диаметр гиба, мм | Размер, мм | Диаметр гиба, мм | Размер, мм | Диаметр гиба, мм | |
| 50×10 | 800 | 60 10 50 12 | 800 800 | 60×10 20×10 | 800 300 | 60×10 40×10 | 900 600 | |
| 80×15 | 700 | 120 15 | 750 | 80×15 | 600 | 120×25 | 600 | |
| 30×30 | 700 | 35 35 20 20 | 1200 400 | 32×32 | 700 | 50×50 | 708 | |
| ∅30 | 700 | ∅35 | 800 | ∅35 | 700 | ∅50 | 700 | |
| ∅60×2 | 1200 | 70 2 | 1200 | ∅60×2 ∅15×1 | 1000 350 | ∅100×2 ∅3×2 | 1800 1500 | |
| 11/2″ | 900 | 33,7 2,65 | 320 | 60×2,9 (2″) 3/8″ | 1000 300 | 88,9×3,2 33,7×2,6 | 1500 500 | |
| 50x30x3 | — | 50x40x3 | — | 60x30x3 | — | 80x40x3 | — | |
| 40x40x3 | — | 60x60x3 | — | 45x56x3 | — | 70x70x3,2 | — | |
| 40×5 | 400 | 50 5 | 850 | 50×5 25×3 | 600 350 | 70×6 40×5 | 1000 500 | |
| 40×5 | 500 | 50 5 | 1200 | 45×5 25×3 | 600 400 | 70×6 40×5 | 1400 500 | |
| 50 | 800 | 50 | 650 | 50 | 600 | 100 | 1000 | |
| 50 | 850 | 50 | 900 | 50 | 600 | 70 | 900 | |
| 50 | 800 | 50 | 750 | 50 | 600 | 80 | 800 | |
| 50 | 400 | 50 | 550 | 80 | 800 | 120 | 600 | |
| 50 | 500 | 50 | 700 | 80 | 1200 | 120 | 1200 | |
| — | — | — | — | — | — | 100 5 | 700 | |
| Масса, кг | 185 | 363 | 480 | 1100 | ||||
| Габаритные размеры, мм | 665x550x1350 | 725x900x1350 | 705x900x1460 | 875x1250x1735 | ||||
Таблица 8. Станки для резки и гибки арматуры
| Модель | Тип станка | Заготовка (диаметр), мм | Габариты (Д Ш В), мм | Масса, кг |
| СМЖ-172А | Электромеханический | 40 | 1100x430x790 | 435 |
| СМЖ-322 | То же | 40 | 1500x585x850 | 1060 |
| СМЖ-133Б | Гидравлический | 40 | 1360x410x980 | 490 |
| СМЖ-160 | То же | 60 | 980x670x960 | 630 |
| Н1226 | Электромеханический | 40 | 1370x450x850 | 585 |
| СГА-1 (гибка) | То же | 40 | 760x790x790 | 380 |
Таблица 9. Оборудование для изготовления воздуховодов
| Модель | Назначение | Характеристика, мм |
| СТД94 | Фланцегибочный станок | Уголок 25 25 3, 36 36 4 полоса 25 5 |
| СИД865 | Механизм для изготовления отводов | В = 0,8 |
| СТД518 | Механизм вальцевания обечаек | В = 1, L = 2000 |
| ВМС76В | Механизм для изготовления фасонных частей воздуховодов | В = 2 |
| Л578 | Зиговочная машина ручная | В = 1,2 |
| СТД11019 | Вальцепрокатный станок | В = 0,5—1,0 |
Примечание. В — толщина воздуховода, L — длина.
Преимущества и недостатки гибочных станков
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
Недостатки:
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.
- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Советы по выбору гибочного станка
Рассмотрим, какие гибочные станки подойду для мастерской, цеха или завода. Оборудование выбирают:
- По назначению. Для единичного производства или изготовления небольшой партии однотипных изделий достаточно ручного или сегментного станка. Для серийного и массового производства, обработки проката 3-5 мм нужен электрический или гидравлический станок.
- По толщине и параметрам деталей. Рабочая длина, подача и усилие гиба станков должны отвечать характеристикам проката и изготавливаемой продукции.
При выборе также обращают внимание на наличие блока автоматического управления, погрешность, возможность установки роликового ножа и другие характеристики. Перед покупкой лучше проконсультироваться с сотрудниками предприятия — производителя или торговой компании. Специалист поможет подобрать оборудование, отвечающее условиям производства.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Листогиб своими руками
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Назначение, принцип действия и производители правильно-гибочных машин
Принцип действия правильных машин основан на создании пластической деформации с целью устранения кривизны изделий, гибочных машин — на пластическом поперечном изгибе различных материалов с целью получения остаточной пластической деформации.
Основные технологические процессы изгиба и правки осуществляют в роликах и валках, а также в штампах. Кроме того, проводят свободную гибку по шаблону, гибку и правку с применением деформации растяжения. В некоторых процессах применяют комбинацию из различных процессов: изгиб с растяжением, растяжение с обжатием и т. п.
В связи с применением сварки в машиностроении и металлообработке ротационные правильно-гибочные машины для правки и гибки листовых материалов получают все большее распространение. Модели оборудования для гибки листовых материалов на российском рынке представлены в табл. 1—16.5.
ОАО «Донпрессмаш» (Азов) поставляет прессы мод. И142.01—И1428.01, И1428А.01, К10.4.30.01, И143АФ2, К10.4.34.06 с длиной стола 1350…6000 мм, шириной стола 100…320 мм.
Разнообразные конструкции гидравлических листогибочных прессов изготавливают на серий И13, И14, ИБ14 и других с характеристикой «номинальная сила ширину стола» от 400 кН 1000 мм до 2500 кН 5000 мм.
На этом же предприятии изготавливают трехвалковые гибочные машины для листов толщиной 2,5…16 мм и шириной стола 1250…2000 мм и механические зиговочные машины мод. ИВ14 и ИВ16 для листов толщиной 2,5 и 4 мм. ЗАО «Нелидовский завод гидравлических прессов» изготавливает гидравлические листогибочные прессы серии ИБ14 с номинальной силой 630…1000 кН и длиной стола 2000…4000 мм, а также гидравлические гибочные прессы с поворотной балкой серий ИВ21, ИБ14 с номинальной силой 400 и 300 кН (с шириной стола 2000 мм).
ГП «Кузлитмаш» (Беларусь) изготавливает прессы механические (кривошипные) листогибочные мод. ИГ1330, ИГ1230В, ИГ1332, ИГ1334, ИГ1334А с номинальной силой 1000…2500 кН, длиной стола 2500…5050 мм; пресс пневматический листогибочный с номинальной силой 100 кН, длиной стола 780 мм; прессы гидравлические листогибочные мод. ИГ1330, ИГ1230В, ИВГ1332, ИГ1334, ИГ1334А с номинальной силой 100…630 кН, длиной стола 1050… 3150 мм.
Таблица 1. Машины листогибочные трехвалковые
| Модель | Длина листа, мм | Толщина листа, мм | Габариты (Д Ш В), мм | Масса, кг |
| ИБ2213В | 1250 | 2 | 2500x745x1310 | 950 |
| ИБ2216В | 2000 | 4 | 3600x1040x1450 | 2550 |
| ИБ2219В | 3150 | 8 | 5000x1350x1510 | 6140 |
| ИБ2220В | 2000 | 10 | 3940x1350x1510 | 4800 |
| ИБ2222В | 2000 | 16 | 4040x1590x2095 | 7200 |
| ВЭПП 10/20 | 1020 | 2,0 | 1700x1700x1150 | 370 |
| ВЭПП 15/20 | 1520 | 2,0 | 2200x700x1150 | 480 |
| ВЭПП 20/20 | 2520 | 2,0 | 2700x700x1150 | 880 |
| ВЭПП 25/20 | 2520 | 2,0 | 3200x700x1150 | 1100 |
| ВЭПП 20/50 | 2000 | 5,0 | 1320x950x1450 | 2950 |
| ВЭПП 25/40 | 2500 | 4,0 | 3720x950x1450 | 3300 |
| ВЭПП 20/30 | 2020 | 3,0 | 3150x600x1150 | 1100 |
| ВЭПП 25/30 | 2520 | 3,0 | 3200x700x1150 | 1600 |
Таблица 2. Вальцы ручные
| Типоразмер | Длина листа, мм | Толщина листа, мм | Диаметр изгиба наименьший, мм | Габариты (Д Ш В), мм | Масса, кг |
| 1 м | 1000 | 2,0 | 90 | 1700x1000x1100 | 300 |
| 1,5 м | 1500 | 2,0 | 90 | 2200x1000x1100 | 340 |
| 2,0 м | 2000 | 1,5 | 90 | 2700x1000x1100 | 380 |
| 2,5 м | 2500 | 1,2 | 90 | 3200x1000x1100 | 420 |
| ZS-8/1000 | 1000 | 0,8 | 90 | 1400x310x500 | 86 |
| ZS-15/1300 | 1300 | 1,5 | 90 | 1800x500x500 | 200 |
Таблица 3. Листогибочные станки ручного управления
| Ширина листа, мм | Толщина листа, мм | Масса, кг |
| 1000 | 1,5 | 335 |
| 1500 | 1,5 | 430 |
| 2000 | 1,2 | 530 |
| 2500 | 1,0 | 630 |
Таблица 4. Листогибочные прессы
| Модель | Усилие, кН | Длина стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| ИТ1330 (мех.) | 1000 | 2500 | 3000x1820x2945 | 9570 |
| ИТ1330В (мех.) | 1000 | 3150 | 3660x1820x2945 | 10 300 |
| ИР1332 (мех.) | 1600 | 4050 | 4330x2230x3620 | 18 000 |
| И1420 (гидр.) | 100 | 1050 | 1190x780x1730 | 1025 |
| И1422 (гидр.) | 160 | 1450 | 1620x890x1690 | 1780 |
| ИП 1424 (гидр.) | 250 | 2020 | 2200x955x1820 | 2450 |
| ИР1426 (гидр.) | 400 | 2500 | 2765x1050x1915 | 3500 |
| ИГ1428 (гидр.) | 630 | 3150 | 3390x1115x2300 | 5300 |
| ИБ14306-02 (гидр.) | 1000 | 2400 | 2640x1650x2830 | 6800 |
| ИБ1430Б-01 (гидр.) | 1000 | 3200 | 3440x2650x2830 | 7500 |
| ИБ1430Б (гидр.) | 1000 | 4000 | 4240x1650x2830 | 8300 |
| APHS 2004 60 (гидр.) | 60 | 2600 | 2800x955x1740 | 5500 |
| APHS 3705 120 | 120 | 3700 | 3800x1630x2550 | 11 500 |
| APHS6108 300 | 300 | 6100 | 6300x2060x3300 | 26 500 |
| APHS 2103 40 | 40 | 2100 | 2300x1200x2000 | 3000 |
| APHS 3104 90 | 90 | 3100 | 3300x1300x2330 | 6500 |
| APHS 4112 300 | 300 | 4110 | 4400x1870x2900 | 18 500 |
Таблица 5. Машины листогибочные с поворотной гибочной балкой
| Модель | Длина листа, мм | Толщина листа, мм | Габариты (Д Ш В), мм | Масса, кг |
| ИВ2142 | 1600 | 6,0 | 2950x2400x2420 | 5230 |
| ИВ2143 | 2000 | 5,0 | 3300x2400x2420 | 5580 |
| ИВ2144 | 2500 | 4,5 | 3790x2400x2420 | 6380 |
| ИВ2145 | 3200 | 4,0 | 4500x2400x2420 | 7800 |
| ИВ2146 | 4000 | 3,5 | 5300x2400x2420 | 9280 |
| МГЛ-2000 | 2000 | 2,0 | 2680x425x1148 | 1100 |
| МГЛ-2500 | 2500 | 2,0 | 3280x425x1148 | 1300 |
| ЛГМ3 2000 | 2000 | 3,0 | 3300x820x1320 | 2420 |
| ЛГМ4 2500 | 2500 | 4,0 | 3350x960x1516 | 3230 |
| ЛГМ5 2000 | 2000 | 5,0 | 2850x960x1516 | 2890 |
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.
Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Зачем нужен самодельный листогиб
Гибка листового металла своими руками — это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.
Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.