It is well known that calcining electrodes in a furnace is an important procedure. It must be done before welding.
If you refuse preliminary heat treatment, you may encounter problems during the work process, such as poor ignition and sticking of the rod, poor quality and unreliability of the seam, and an unsatisfactory appearance of the finished product.
The above are just the most common problems that are often encountered; in fact, there are even more of them.
Calcination of electrodes before welding: purpose
Calcination of welding electrodes is one of the stages of heat treatment. The purpose of this process is to reduce the liquid content of the coating materials. The presence of moisture can negatively affect the work: poor ignition of the electrode, its sticking, and shedding of the layer.
However, there are other reasons: long-term storage, unpacking a new pack (the technician most often does not know under what conditions the electrodes were kept), and during operation signs of the presence of liquid are detected. The calcination procedure helps to achieve better results and has a positive effect on the quality of the finished product.
Welding slag on a seam made with a raw electrode
Drying and baking are not the same thing
Calcination of electrodes is carried out strictly according to the instructions, and nothing else. A heating battery cannot replace calcination, on which many people place electrodes in winter to dry them. The main purpose of drying electrodes is to remove moisture from the coating.
However, on heating radiators, it is, alas, impossible to achieve complete calcination of the electrodes. For these purposes, special furnaces are used in which the electrodes undergo heat treatment. As for home conditions, methods for calcining electrodes, in this case, will be discussed below.
Calcination requirements
The main indicators during calcination are the following parameters: the need for a drying procedure, its modes and the number of calcinations.
Lack of heat treatment can lead to increased consumption of materials, poor-quality seams, loss of time, and sometimes to redoing the entire job. Therefore, if there is uncertainty about the conditions and duration of storage of the electrodes or there is moisture in the coating, then calcination must be carried out .
- The optimal drying mode for materials is indicated on the packaging or in the technical documentation.
- The electrodes are factory calcined, so they can be processed again no more than three times.
More details about the calcination process in a separate article.
[ads-pc-2][ads-mob-2]
Features of calcination at home
So, from all of the above it is clear that calcination and drying of electrodes is an important stage in preparation for welding work. The quality of the resulting connection depends on the correctness of this procedure.
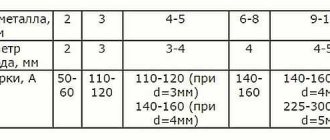
Heat treatment parameters are determined by the type of rods. This information is usually indicated on the packaging.
Electrode calcination temperature.
Amateurs, of course, often do not have professional equipment for calcination. For example, when performing any work in the country, the need to purchase special devices is simply unprofitable. You can do this operation yourself.
The material can be processed in the oven. It is necessary to set the temperature from 190 to 210 degrees and hold the rods for 30 minutes. Some welders recommend using higher temperatures, up to 300 degrees.
Many are also faced with the question of how to dry welding electrodes at home? An excellent option for performing such a procedure would be to use a boiler. The rods just need to be left in it for one to two months, after which they should be wrapped in cling film.
The described option is suitable for drying in the winter, and in the spring you can safely start working.
In fact, in the process of heat treatment at home, you can use any heating device or any homemade electric dryer.
It is also worth considering that if the rod has been severely damaged by moisture, then under no circumstances should it be immediately exposed to high temperatures. Before calcination, it must be kept at 100°C for at least two hours, after which the temperature must be increased.
This is due to the fact that with rapid heating, the moisture will evaporate and leave a coating of salt and lime on the electrodes.
Electrode calcination log
The calcination log is an official regulatory document that records all processes of preparing welding materials.
The information is presented in the form of a table, which includes several sections: calcination date; serial number of calcination; type of electrodes; mass of calcined material, kg; calcination temperature; time of processing; responsible for calcination; person performing control.
The journal is kept in one copy, laced, numbered, sealed and certified by the signature of the person responsible for office work at the facility.
The magazine can be purchased at a printing house for a fee or you can view a sample document on the Internet.
Bottom line
Proper preparation for welding work is the key to its reliable and high-quality performance. This also applies to electrodes, which must be dried and calcined, especially when welding critical metal structures or obtaining sealed seams.
At the same time, do not forget how many times you can heat treat them, because it is not recommended to calcinate the electrodes more than twice. This is due to the fact that the electrode coating may be destroyed and the rods will become unusable.
https://youtu.be/neMXjs3dtng
Equipment for calcining electrodes
There are several types of calcination equipment.
Furnaces
1. A stationary furnace is a metal cabinet with special trays for electrodes. To maintain the required temperature, the walls are lined with heat-insulating materials. It is equipped with a thermostat with a temperature limit from 60 to 500 degrees. This guarantees uniform heating and maintaining the set temperature throughout the processing of materials.
Examples of budget models of calcination furnaces: EPSE-10/400 “NOVEL”, PSPE-40/400 ZSO “Ten and K plus”.
Video
A small video that clearly demonstrates the PSPE-40/400 oven.
More about stoves on this page.
Pencil cases
2. Welding work is often carried out outdoors. To warm up the electrodes outdoors, pencil cases have been created: they are sealed, have thermal insulation, and facilitate long-term storage of the electrodes in a dry state. There are two types of pencil cases, depending on the type of design: thermos pencil cases and thermal pencil cases . They do not heat, but only maintain in a dry and, if necessary, heated state. [ads-pc-3][ads-mob-3]
Thermal cases
Thermos cases are compact in size, have a heat-insulating internal coating, and are equipped with heating elements and a thermostat. All these advantages allow calcination to be carried out directly on site.
Examples of the most popular models of pencil case thermoses: P-5 “BRIMA”, PT-5 “BARS”.
Thermal cases perform two functions :
- – creating a certain temperature level for storing electrodes;
- – heating of materials.
Thermal pencil case is a design in the form of a small box with a door, the average weight is approximately three kilograms. Inside there is a special thermal device, which is finished with a layer of insulation. The temperature that the thermal pen can produce varies in the range from 0 to 120 degrees.
How to properly store electrodes?
If welding electrodes are stored incorrectly, then the work will be impossible. The arc will become unstable and the connections will be poor. To avoid such problems, you must follow some rules.
First of all, you need to understand the structure of welding electrodes. It consists of a rod and a covering. Regardless of the type of coating, it is important to protect them from moisture.
The rod is made of a special alloy with which nothing can happen. In this regard, the essence of storing electrodes comes down to protecting the coating.
Design of a pencil case for drying electrodes.
It is better to store materials for welding in a dry, well-ventilated area. Any possibility of moisture or water getting on the surface of the rod must be completely eliminated. Otherwise, the coating will degrade and ultimately it will not be possible to work with such an electrode.
Storage should be carried out in a room where the temperature does not drop below 15°C. Of course, any mechanical damage and contamination will also render the electrodes unusable.
They must be packaged in boxes, which can be made of metal, plastic or cardboard. In the latter case, for greater reliability, the box should be additionally wrapped with plastic film, for example, cling film.
In case of long-term storage or presence of moisture, it is necessary to calcinate the electrodes. In this case, do not forget that the heat treatment parameters for each type of rod are different.
During transportation, the same requirements apply to packages as for storage. However, during transportation, care should be taken to mitigate possible impacts that could damage the electrode coating.
Welding materials
Replacing electrodes that provide higher strength of the weld metal with electrodes that guarantee lower strength of this metal is not allowed without agreement with the design organization. However, in all cases, it is impossible to replace electrodes with calcium fluoride coatings (basic type) E42A-F—E55-F with electrodes with acidic ore or rutile coatings (acid type) E42-T—E46-T. Electrodes with calcium fluoride coatings of types E42A-F—E55-F can only be used for welding with an extremely short arc. During long-term (more than 3 months) storage in a warehouse or storage for more than 5 days at the work site, the electrodes should be calcined in an electrical cabinet even in the absence of visually noticeable moisture in the coating. Calcination of electrodes in fiery furnaces is not allowed.
Laying electrodes of type E42-T should be done at a temperature of 180°C for 1 hour, and electrodes of type E42A-F—E55-F at a temperature of 400-450°C - for 1-2 hours.
If moisture in the coating or high porosity of the seams is detected, such calcination of the electrodes is mandatory, regardless of the shelf life of the electrodes.
When stored at the work site, electrodes must be kept in waterproof, lockable boxes, which should not remain at the workplace after the end of the work shift.
The electrodes should be calcined in an electric oven. It is recommended to manufacture electric furnaces with a power of about 10 kW for a voltage of up to 36 V.
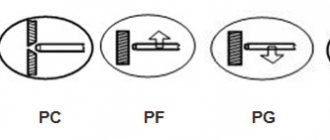
Electrodes with a diameter of up to 4 mm are recommended for use for welding in a ceiling position, and with a diameter of up to 5 mm for welding in a vertical position.
For semi-automatic submerged arc welding, steel welding wire should be used in accordance with GOST:
for connecting vertical rods with diameters of 36 and 40 mm from class A-II steel - wire Sv-08 and Sv-08A with a diameter of 2.5 mm or wire Sv-08GA with a diameter of 2 mm;
for connecting horizontal rods with diameters of 36 and 40 mm made of class A-III steel - Sv-08GA wire with a diameter of 2 mm;
in other cases not specified above - wire Sv-08 or Sv-08A with a diameter of 2 and 2.5 mm (when using graphite molds, the use of welding wire with a diameter of 2.5 mm is not allowed).
Note. In the absence of wire grades Sv-08 and Sv-08A, it is allowed to use welding wire Sv-08GA with a diameter of 2 mm when welding rods made of steel classes A-II and A-III.
For semi-automatic arc welding with multilayer seams on a steel clamp-overlay of butt joints of reinforcing bars of classes AI and A-III, bare wire of the EP-245 grade should be used.
The surface of the welding wire must be free from burrs, and the wire itself must be free from sharp fractures or kinks; a thin layer of oxide film that has not turned into rust is allowed.
The wire should be wound on spools; It is recommended to perform such winding and mechanical cleaning of the wire on special winding machines.
Coils of wire with a clean surface can be used without rewinding onto spools. In this case, you should use an unwinding drum and install felt on the feed mechanism to remove lubricant from the wire.
For semi-automatic bath arc welding of connections of reinforcing bars made of steel of classes AI-A-III, fluxes of grades AN-8, AN-14, AN-22, FN-7 or AN-348A should be used.
For automatic welding of T-joints of embedded parts elements, AN-348A flux should be used.
1. Before use, the flux should be calcined at a temperature of 250-300°C for 2 hours; the layer of flux during calcination should not exceed 45-50 mm.
2. Flux remaining unmelted after welding can be reused. To do this, it should be sifted, separating the slag crust; It is advisable to also use slag crust, adding it to the flux after grinding in an amount of up to 50% (by volume). The grain sizes of the flux mixture should be in the range of 0.5–2.5 mm.