Виды разводных станков
Для осуществления односторонней либо двусторонней разводки производятся отдельные виды разводных устройств.
Также разводные станки созданы для работы в полуавтоматическом или пошаговом режиме.
- Разводной станок автоматический для ленточных пил — это станок исключает необходимость установки каждого зуба пилы под устройство. Автоматические разводные станки позволяют получить идеально точную разводку, существенно экономя при этом время. Об этом будет свидетельствовать гладкий след, оставленный пилорамой на поверхности выпускаемой продукции.
- Разводной станок полуавтомат
- Двухсторонний разводной станок
Разводной станок для ленточных пилорам необходим для каждого деревообрабатывающего производства.
Купить разводной станок для ленточных пил по цене завода можно в нашем интернет-магазине.
В каталоге компании SAWS UNITED представлены разводные станки для ленточных пил по дереву. Такое оборудование обеспечивает быструю разводку зубьев пил, чтобы гарантировать им долгую безотказную работу. Если разводка выполнена неправильно, это приведет к быстрому износу зубьев, после чего пила полностью выйдет из строя. Наша компания предлагает заказать полуавтоматические и автоматические разводные станки для ленточных пил, чтобы предотвратить преждевременный износ оборудования.
Можно ли обойтись без станка
Разводку ленточной пилы можно выполнить и проверенным «дедовским» методом, правда, это потребует от вас сноровки, навыков и терпения. Пила зажимается при этом в тиски между двух пластин прочного дубового дерева. В качестве инструмента для непосредственного разведения зубьев можно использовать металлическую пластину, на которой сделаны пропилы разной ширины. Эта ширина соответствует толщине полотна.
Пропил следует одеть на зуб пилы и отвести его в нужную сторону. Надо позаботиться о том, чтобы каждый разводимый зуб имел одинаковый с иными угол отклонения от полотна.
Таким образом, разводить ленточные пилы можно различными способами в зависимости от ваших потребностей и возможностей, а также от тех требований, которым должны соответствовать распиленные элементы. Современный рынок предлагает множество вариантов ручных, автоматических и полуавтоматических агрегатов, на которых разводомер контролирует зазор. Каждый желающий может выбрать именно тот вариант, который ему наиболее подойдет.
Основные параметры выбора
Интернет-магазин предлагает широкий выбор оборудования, все модели предлагаются по доступным ценам. Разводной станок для ленточных пил подбирается с учетом следующих рабочих параметров:
- Компания-производитель. В нашем каталоге представлена продукция популярных марок Тайга, Алтай-3, Диворс, а также продукция зарубежных производителей. Такое оборудование отлично зарекомендовало себя на деревообрабатывающих предприятиях.
- Максимальная ширина пилы. Ознакомьтесь с характеристиками каждой модели: чем больше допустимый диапазон, тем шире рабочие возможности оборудования.
- Режим работы. Ручное и автоматическое оборудование отличается конструкцией, скоростью работы и стоимостью.
- Особенности конструкции. Некоторые модели подходят для одновременного разведения двух зубов, это значительно ускоряет работу.
Автоматический разводной станок для ленточных пил будет долгое время работать безотказно, он позволит поддерживать инструменты в отличном состоянии. Такое оборудование отличается простотой использования и удобством настройки, с ним будет легко работать.
Шесть правил пиления
1. Правильно натягивайте ленточные пилы Для проверки правильности натяжения ленточной пилы выполняйте тест на вибрацию . Ленточные пилы «Hakansson Sawblades» являются пилами слабого натяжения, т.е. работают с натяжением на 35-50% меньше, чем конкурирующие углеродистые пилы. Несильное натяжение лент, обеспечивающее достаточную устойчивость, снижает влияние эффекта усталости при постоянном изгибе на 70% и более, следовательно, значительно продлевает срок их эксплуатации. Расход энергии снижается на 20%. Усилие натяжения для пил Silco должно быть около 100-150 кг/см2 , в частности, пилы шириной 32-51 мм для ленточных пилорам должны натягиваться усилием примерно 130-150 кг/см2. Для измерения натяжения ленточной пилы на Вашем станке должен быть какой-нибудь прибор (динамометр, манометр и т.п.). Если у Вас его нет — воспользуйтесь нашим тензометром. Используемое усилие натяжения также в значительной степени зависит от конструкции Вашего станка или пилорамы. Чтобы использовать ленточные пилы в максимальной степени, если возможно, всегда старайтесь выполнять нижеприведенные рекомендации. А. Для станков с механическим натяжением. Снимите направляющие ролики — вы не можете проводить эту проверку, если полотно ленточной пилы ограниченно в горизонтальном перемещении. Убедитесь, что поверхности пильных колес находятся хорошем состоянии. Если они оборудованы ремнями, ремни не должны быть твердыми, искривленными, расколотыми или надломленными. На станках с неточной пригонкой клиновых ремней, заместите их на меньший размер, чтобы они были подогнаны плотно. Это более чем на 80% уменьшит вибрации на Вашем станке или пилораме. Установите полотно на станке и натяните с усилием, рекомендуемым другими производителями для пил из других сталей. Закройте кожуха в целях безопасности. Запустите машину, поставив переключатель в режим резания на высокой скорости. Станьте перед станком, рука на механизме натяжения, глаза на ленточной пиле. Очень медленно начинайте ослаблять полотно, не отрывая от него глаз. Вы должны дойти до такого положения, когда полотно начинает вибрировать. Когда вы увидите, что полотно начинает вибрировать — вы достигли нулевого положения. Теперь начинайте добавлять натяжение, поворачивая натяжной винт на четверть оборота. Медленно, пока пила не прекратит вибрировать и не начнет снова функционировать стабильно. В этой точке добавьте еще один полный поворот натяжного винта. Теперь ваше полотно натянуто правильно. Отключите станок и поставьте ваши направляющие назад на место. Вы готовы к работе. Всегда снимайте натяжение полотна в перерывах между работой. Когда вы будете ослаблять натяжение, помните, что для полного расслабления пилы достаточно повернуть винт на 8-10 полных оборотов. Для натяжения вам достаточно будет повернуть винт в обратную сторону на такое же число оборотов. Если вы будете делать эти процедуры, как указано выше, вам достаточно будет выполнить тест на вибрацию лишь один раз. Б. Для станков с гидравлическим натяжением. Произведите вышеперечисленные операции. При этом снижайте и повышайте давление ступенями по 10-12 кг. После того, как Вы устранили вибрацию, добавьте еще 25 кг. Запомните давление на шкале манометра. ВСЕГДА СНИМАЙТЕ НАТЯЖЕНИЕ ПИЛЫ В ПЕРЕРЫВАХ МЕЖДУ РАБОТОЙ В следующий раз, когда Вы снова будете пользоваться лентой, используйте запомненные вами установки, чтобы не повторять тест на вибрацию. В. Для станков с пневматическим натяжением. Произведите вышеперечисленные операции. При этом снижайте и повышайте давление ступенями по 5 кг. После того, как Вы устранили вибрацию, добавьте еще 5 кг. Запомните давление на шкале манометра. ВСЕГДА СНИМАЙТЕ НАТЯЖЕНИЕ ПИЛЫ В ПЕРЕРЫВАХ МЕЖДУ РАБОТОЙ В следующий раз, когда вы снова будете пользоваться лентой, используйте запомненные вами установки, чтобы не повторять тест на вибрацию. ВНИМАНИЕ: ЕСЛИ ВЫ НЕ БУДЕТЕ ПРОИЗВОДИТЬ ТЕСТ НА ВИБРАЦИЮ ДЛЯ НАШИХ ПИЛ ИЗ СПЕЦИАЛЬНОЙ КРЕМНИЕВОЙ СТАЛИ, ВЫ БУДЕТЕ ПЕРЕТЯГИВАТЬ ИХ И НЕ ПОЛУЧИТЕ ТУ ИЗНОСОСТОЙКОСТЬ И ДОЛГОВЕЧНОСТЬ, НА КОТОРУЮ СПОСОБНЫ НАШИ ВЫСОКОПЛАСТИЧНЫЕ ПИЛЫ. 2. Подбор правильной смазки для лезвия ленточной пилы. Никогда не используйте воду в качестве смазки для ленточных пил. Вода не смазочный материал и не должна использоваться по многим причинам. Мало того, что вода недопустима как смазочный материал, она также вызывает ржавление полотна, вызывая коррозию, и несоответствующее раздувание стружки. Это преждевременно уничтожает тело ленты, и углубления между зубьями пилы. Вода это также мокрые шины или клиновые ремни. Не нужно смазывать полотно, если смола не налипает на полотно пилы. Если налипание действительно происходит, мы можем предложить Вам следующее: Для получения правильной смазки смешайте высокоадгезионное масло для бензопил пополам с керосином или дизельным топливом. Наносите полученную смесь с помощью распылителя на обе стороны полотна каждые четыре минуты во время работы станка. После смазывания шум от пиления снижается более чем на 50%. Не наносите смазку до тех пор, пока шум не начнет возрастать. Вы должны смазывать обе стороны пилы. Смазка полотна увеличивает срок службы ленты более чем на 30%. Экономно применяя смазку, Вы сможете распиливать высокосортный лес, не пачкая его; также мы считаем, что это продлевает срок службы резиновых прокладок. 3. Всегда ослабляйте натяжение ленточной пилы. Когда Вы закончите работу, снимите натяжение с пилы. При работе ленточные пилы всегда нагреваются и удлиняются, а затем при остывании укорачиваются во время каждого периода охлаждения. Поэтому пилы, оставленные на шкивах в натянутом состоянии перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями. Когда Вы оставляете ленту на станке под натяжением, Вы не только деформируете обод и поверхность ремней (что делает их очень грубыми), но и прикладываете чрезмерное напряжение на подшипники и валы. Хотите верьте — хотите нет, Вы можете рано или поздно повредить геометрию шкивов и значительно уменьшить их срок службы. Также Вы разрушаете Ваши резиновые прокладки и клиновые ремни. 4. Выбор правильного развода зубьев. Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится смесь 65-70% опилок и 30-35% воздуха. Признаком того, что Вы выбрали правильный развод, является удаление из пропила 80-85% опилок. Если у Вас слишком большой развод зубьев для имеющейся толщины древесины, то в пропиле у Вас будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и возможно это будет сопровождаться следами зубьев на поверхности доски. Если у Вас недостаточный развод, Вы не подучите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред ленточной пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь, а не теплыми или горячими. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. Типичный пример: Если Вы пилите 35 сантиметровое бревно, при этом опилки теплые на ощупь, скорость подачи нормальная, выдерживаются длинные рабочие интервалы, к тому же высасывается, по меньшей мере, 85% древесной пыли — развод зубьев пилы правильный. Затем вы принимаетесь за 60-ти сантиметровое бревно. Логично было бы вдове увеличить развод зубьев при увеличении массы дерева на 100%. Фактически, в этом случае вы должны увеличить разводку зубьев приблизительно на 20%. С нашей точки зрения, вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом. Вы должны сортировать лесоматериал. На каждые 20-25 см увеличения в размере, вы должны увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки — провести контрольные распилы определенного бревна. Увеличивайте разводку на 0,05-0,10 мм с каждой стороны до тех пор, пока не станут видны следы зубьев. Это означает, что вы работаете при смешении воздуха и опилок в пропорции 50/50. После этого уменьшите разводку зубьев на 0.75 мм с каждой стороны, и вы достигнете нужного результата. ОЧЕНЬ ВАЖНО: ВЫ ДОЛЖНЫ РАЗВОДИТЬ ТОЛЬКО ВЕРХНЮЮ ТРЕТЬ ЗУБА, А НЕ СРЕДНЮЮ ИЛИ НИЖНЮЮ. ВАМ НЕ НУЖНО, ЧТОБЫ ВПАДИНА МЕЖДУ ЗУБЬЯМИ ЗАПОЛНЯЛАСЬ ПОЛНОСТЬЮ ПРИ ПИЛЕНИИ. Когда вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в размере лишь в 0.5-3 раза, освободившись от клеточной структуры. Это означает, что если вы распиливаете 45 см сосновые бревна, вам потребуется развести зубья на 20% больше, чем когда вы работаете с такими же дубовыми бревнами. Всегда разводите зубья перед затачиванием. Нужно, чтобы конец зуба располагался перпендикулярно к полотну ленты. Разведите зубья на 0,02-0,03 мм больше требуемого, и после заточки развод будет таким, какой вам нужен. Важно знать, что существует реальная формула правильного развода зубьев. Для распиловки бревен на ленточных пилорамах типа Авангард-ЛП мы предлагаем серию пил «Silco» шириной 31, 38, и 51 мм и шагом зуба 19, 22, 25 мм соответственно. Толщина полотна 1.07 мм. Зубья пил закалены и разведены фирмой с точностью до 0,04 мм. Предусмотрены четыре типа разводки (на обе стороны): — для сухих твердолиственных пород (дуб, бук, …) — 2,03 мм; — для влажных твердолиственных пород -2,18 мм; — для сухих хвойных и мягколиственных пород -2,29 мм; — для влажных хвойных и мягколиственных пород -2,53 мм. Пила 32 мм, шаг 19 мм Мягкая древесина Мягкая древесина с большим количеством сучков Средне Твердая древесина Твердая древесина Очень твердая, мерзлая древесина Рекомендуемый угол заточки 10° 8° 10° 10° 8° Ширина реза, мм Разводка на сторону, мм Разводка на сторону, мм 0-150 0.53 0.48 150-300 0.60 0.53 300-560 0.74 0.60 560-760 0.86 0.74 более 760 0.96 0.86 Пила 38 мм, шаг 22 мм Мягкая древесина Мягкая древесина с большим количеством сучков Средне Твердая древесина Твердая древесина Очень твердая, мерзлая древесина Рекомендуемый угол заточки 10° 8° 10° 10° 8° Ширина реза, мм Разводка на сторону, мм Разводка на сторону, мм 0-150 0.48 0.43 150-300 0.53 0.48 300-560 0.60 0.53 560-760 0.68 0.60 более 760 0.78 0.68 Пила 51 мм, шаг 25 мм Мягкая древесина Мягкая древесина с большим количеством сучков Средне Твердая древесина Твердая древесина Очень твердая, мерзлая древесина Рекомендуемый угол заточки 10° 8° 10° 10° 8° Ширина реза, мм Разводка на сторону, мм Разводка на сторону, мм 0-150 0.48 0.43 300-560 0.53 0.48 560-760 0.60 0.53 более 760 0.68 0.60 5. Процедура затачивания Существует только один способ затачивания ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением. Саму впадину трогать не надо. Пространство между зубьями (галлет) — это не мусороприемник для опилок. Фактически, это вторая наиболее твердая часть пилы. Хороший галлет подобен перевернутому крылу самолета. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок. Если у вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зубца. Вы нужно следить за тем, чтобы пространство между зубьями было заполнено на 40%, что обеспечит нужную степень охлаждения и увеличит время работы пилы. Если вы затачиваете только лицевую и заднюю стороны зуба, вы нарушаете целостность впадины, что приведет к поломке пилы. Итак, вы проверили свой индикатор и точность развода зубьев, которые фактически разведены на 0,02-0,03 больше того, что вам требуется. Вы дважды проверили угол подачи затачивающего устройства, и он именно тот, что Вам нужен. Теперь Вы можете приступать к заточке пилы. 6. Правильный угол заточки. Благодаря глубоким галлетам мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент Silco используется угол наклона зуба 10 градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких. Если вы работаете с очень твердыми породами дерева (например, дуб, орех, ясень или с промерзшей древесиной) пила, возможно, будет приподниматься в процессе распиливания. Это называется отталкиванием. Угол наклона зуба должен быть вновь уменьшен до 8°. Вы заметите, что при переходе угла от 10° до 8°, зубец принимает более перпендикулярное положение, таким образом, увеличивается проникающий фактор. Если угол наклона кончика зуба увеличивается от 10° до 12°, это приводит к уменьшению проникающей способности в твердые породы. Если вы пользуетесь углом наклона в 8° для мягких пород дерева пила может вибрировать от перенапряжения, если дерево не сучковатое. При наличии твердых сучков угол наклона должен составлять 8°. С другой стороны, если при работе с очень твердыми породами дерева угол наклона составляет 12° зуб срывается с твердой поверхности, потому что конец зуба направлен слишком сильно вперед. Угол наклона крюка в 12° вызывает эффект отталкивания, что приводит к поднятию пилы вверх. Лента пилы зажимается в своем движении, пилит прямо поперек и по окончании процесса опускается. Это также приводит к перегреву ленты и ее перенапряжению. Убедившись в том, что Вы выставили правильный угол наклона зуба, а галлет математически точно соответствует этому наклону, Вы добьетесь прямого распиливания. Вы должны понять, что развод зубьев и выставление угла наклона зуба взаимосвязаны, они работают вместе. Мы производим ленточные пилы с четырьмя видами развода зубьев при угле наклона зуба 10°. Что бы Вы не пилили, в 70% случаев этот угол наклона идеально подходит для работы. Предостережение: Вы доверяете шаблонам и измерительным приборам на Вашем заточном станке. Но едва ли они точны. Машины изнашиваются. Штифты и направляющие, по которым движется задняя часть ленты на заточном станке, изнашиваются. Лента начинает скользить на угол, всего лишь на угол в несколько градусов, а Вы не способны заметить это, но чувствуете, что что-то не так, как только начинаете работать на заточенной ленте. Чтобы получить представление о степени изношенности вашего заточного станка, подумайте о следующем. Лента пилы при длине 4000 мм пройдет вдоль заточного устройства минимум дважды при каждой заточке. Шесть правил пиления. Угол наклона зубаВы заточили 50 лент. В целом это составит 400 м протяженности лент, которые трутся задней стороной о штифты центровки, разбалтывая их. Как же Вы узнаете, правильно ли выставлен угол наклона зуба? С помощью транспортира. Без него Вы можете полагать, что угол наклона выставлен правильно. Мы проанализировали свыше 4000 пил с 1992 года. И более половины всех проблем вытекали из неверного предположения, что угол заточки выставлен правильно.
Заказ оборудования через интернет
Компания SAWS UNITED предлагает недорого купить разводной станок для ленточных пил, все модели оборудования предлагаются по невысокой стоимости. Ознакомьтесь с рабочими характеристиками в описаниях, чтобы найти подходящее решение.
Цена разводного станка для ленточных пил зависит от особенностей конструкции и возможностей использования, наши консультанты подскажут подходящее решение. Обеспечьте производственный комплекс надежным оборудованием для поддержания пил в работоспособном состоянии. Позвоните и оформите заказ на выгодных условиях!
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
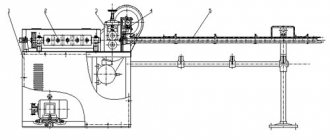
Приспособление для развода зубьев
Для насекания зубьев с шагом 0,5 мм храповое колесо заменяют. Сменную матрицу 11 прикрепляют к корпусу 1 винтами 12 и устанавливают с помощью упора 13. При установке новой ленты верхний валик отводят от нижнего специальным рычагом. При 116 ход/мин ползуна и шаге зубьев 6 мм приспособление за 1 ч насекает зубья на ленте длиной 41,76 м. Для производительной работы ленточных пил большое значение имеет правильный развод зубьев. Для развода зубьев ленточных пил применяют приспособление, схема действия которого представлена на 14 [8]. Приспособление приводится в действие вращением маховика 1, закрепленного на коленчатом валу 2. На последнем свободно расположены кольца-подшипники, в которых на резьбе закреплены изогнутые рычаги 3 и 4. При вращении маховика они получают возвратно-поступательное движение. На конце рычага 3 установлен угольник со свободно висящей собачкой 5. При движении рычага 3 вправо собачка упирается в зуб полотна пилы 6. При одном повороте маховика пила продвигается на два зуба. Собачка с угольником скреплены шарнирпо, поэтому при обратном движении рычага собачка поднимается и скользит по зубьям пилы. Рычаги 4 являются элементами механизма развода зубьев (второй рычаг находится с обратной стороны корпуса). Рычаги 4 шарнирно соединены с кривошипной осью кулачка 7. Рычаги возвращаются в исходное положение пружинами 8. При вращении маховика рычаги 4 поворачивают кулачки 7, которые толкают пуансоны 9 навстречу друг другу. Два соседних зуба пилы отгибаются в разные стороны (разводятся). Пружины 8 возвращают кулачки 7 и пуансоны 9 в исходное положение. Угол развода зубьев регулируют гайками 10 и с помощью заглубления резьбового конца рычагов в кольца на коленчатом валу. Угол развода зубьев 15° в обе стороны. Величина подачи собачки 5 регулируется гайкой 11. Механизм установки и закрепления ленточной пилы имеет две плиты, составляющие корпус приспособления, и находящийся между ними клин 12. Клин перемещается в корпусе, и зубья разводимой пилы всегда выступают над корпусом на определенную величину. На Волгоградском тракторном заводе используют приспособление для разводки зубьев ленточных пил. Приспособление работает от ручного привода и состоит из двух дисков с буртиками, на которые устанавливается ленточная пила. Один из дисков подвижен для натяга пилы. Развод осуществляется двумя кулачками при помощи собачки, рычажка с роликом, копиров, рукоятки и рычагов. Для вырубки и развода зубьев ленточных пил применяют автомат [54 ]. Прорезка зубьев производится на стальной ленте любой длины, которая далее разрезается на мерные ленты. При восстановлении ленточных пил на них вновь нарезают зубья. Автомат может быть установлен на отдельной станине, столе или верстаке; его габаритные размеры 380x320x250 мм, масса 16 кг; он оснащен электродвигателем мощностью 0,37 кВт, с частотой вращения вала 1400 об/мин. На плите 1 автомата ( 15) установлены два кронштейна 2 и опорная планка 3. К одному кронштейну прикреплены опоры 4, в которых установлены червяк 5, несущий на себе шарикоподшипники, и ведомый шкив маховика 6. На другом кронштейне смонтирован эксцентрик 7 толкателя 8 подающего механизма и зубчатого колеса 9. Подающий механизм состоит из трех опор 10—12, на которых помещены червячная пара 13 и 14, ведущий ролик 15 для подачи заготовки ленты, нажимной ролик 16, рычаг 17 нажимного ролика и винт 18, регулирующий степень нажатия нажимного ролика. Для передвижения заготовки на шаг пилы на червяк 5 насажен сменный храповик 19. На валу 20 установлены ведущее зубчатое колесо 21, находящееся в зацеплении с зубчатым колесом эксцентрика толкателя подающего механизма, кулачковые диски 22—25, промежуточные втулки 26 и 27 и червячное колесо 28. На опорной планке 3 установлен комбинированный штамп ( 16); один из штампов служит для вырубки зубьев, а другой — для развода; штампы монтируют на плите 1 между двумя стойками 2 и 3. На основании плиты 1 вместе с матрицей вырубного штампа установлены две планки 4 и 5. Между матрицей вырубного штампа и направляющей планкой 6 имеется планка 7 зажимного устройства. Устройство кинематически связано с пуансоном вырубного штампа при помощи двух валиков 8 и 9 направляющих планок 10 и 11, между которыми вставлены пружина 12 и толкающая головка. На планку 11 надевается резиновое кольцо 14 и металлическое кольцо 15, при помощи которого лента прижимается во время вырубки зубьев. Для бокового прижима ленты в отверстии планки 4 смонтировано прижимное устройство. Оно состоит из фиксатора 16, прижимной планки 17 и пружины 18. Толкающая головка служит направляющей втулкой, в которую вставлена пружина 19. Ленту закрепляют гайкой 13. Гайка 20 толкающей головки опирается на металлическое кольцо 15 резинового кольца 14. Для освобождения ленты после вырубки и перемещения ее на новый участок служит пружина 12, которая возвращает зажимное устройство в первоначальное положение. Толкающая головка пуансона во время работы скользит по бронзовой втулке 21, запрессованной в планку стоек 2 и 3. В зависимости от силы зажима ленты она выступает над планкой на ту или иную величину. Штамп для развода зубьев не имеет зажимного устройства. Пуансон 22 одним концом вставлен в толкающую головку 23, а другим — в планку 24. Его положение регулируется гайкой 25. Между гайкой 25 и направляющей втулкой 26 установлена пружина 27. Толкающая головка пуансона скользит по направляющей втулке 28, запрессованной в планку 29. Комбинированный штамп устанавливают на плиту и закрывают кожухом. Для утолщения зубьев ленточных пил применяют аппарат «DIXA» (ПНР). Расстояние между зубьями, подвергающимися утолщению, 17 мм, минимальная высота зуба 9 мм, максимальная толщина пилы 3 мм. Для бокового профилирования, выравнивания и шлифования расплющенных зубьев ленточных пил используют станок DHCA-20 (ПНР).