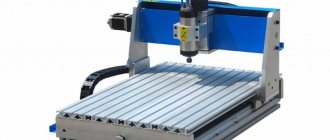
При серийном и массовом производстве мебели используют сверлильно-присадочные станки, которые помогают оптимизировать технологические процессы и увеличить производительность. Они служат для изготовления большого количества сквозных и глухих отверстий заданного диаметра в плоскостях и торцах брусковых деталей и щитов.
предлагает надежные и высокопроизводительные мебельные сверлильно-присадочные станки HIRZT-MAGGI
(Италия),
IMA
(Германия) и
DETEL
(Словения). Сверление выполняется без отслоения, сколов и других повреждений заготовок. Максимально точное позиционирование монтажных отверстий для установки фурнитуры и крепежных элементов обеспечивает высокое качество при сборке мебели.
Устройство сверлильно присадочного станка
По своему устройству сверлильно-присадочный станок во многом напоминает своего дальнего родственника – многошпиндельный станок для сверления рамок. Это устройство используется пчеловодами для изготовления рамок под соты. Его конструкция позволяет делать максимально 5 отверстий. Станки для производства мебели имеют возможность одновременно сверлить 21 и даже 27 отверстий.
Основой сверлильно-присадочного станка является массивная станина. На ней устанавливается сверлильная головка и прижимное устройство. В классическом варианте для фиксации заготовки на рабочем столе применяется пневматические цилиндры, а вот сверлильная головка может иметь несколько вариантов конструкции – она может быть неподвижной, многопрофильной, располагаться вертикально или горизонтально. В самых совершенных устройствах положение сверлильной головки может меняться, даже устанавливаться под углом.
Самым важным элементом устройства выступает сверлильная головка. По сути, это рейка с отверстиями, внутри которых установлены на подшипниках цанги, в которые вставляются сверла, зенковки или развертки. С обратной стороны цанги имеют привод – ременную, цепную или шестеренчатую передачу. Приводит в движение эту конструкцию электродвигатель.
Для правильной ориентации заготовки относительно сверлильной головки используется рабочий стол с координатной сеткой или линейками, для установки шаблонов. Чтобы при изготовлении нескольких однотипных изделий не было отклонений от образца в конструкции предусмотрены упоры.
Блок управления позволяет подобрать скорость вращения шпинделя, в большинстве промышленных образцов число оборотов можно выбрать в диапазоне от 1 до 2700 оборотов в минуту.
Самые простые модели имеют механическую настройку высоты и глубины сверления, а устройства с гидравлической системой имеют электронную систему настройки.
Устройство самодельного агрегата
Станок, сделанный своими руками, обязательно включает составляющие:
- Основание (параллелепипед, внутри прикреплен механизм перемещения, выключатель, розетка, регулятор оборотов, в основном корпус изготавливают из металлических пластин).
- Выключатель (позволяет включить устройство для работы, и выключить его).
- Держатель дрели (металлическая конструкция определенного диаметра, куда вставляется дрель).
- Ручка перемещения.
- Ручка регулятора оборотов (позволяет увеличить или уменьшить скорость сверления отверстий).
- Подставка (прямоугольник, где крепится вся конструкция).
- Колонка (соединяет основание инструмента с подставкой).
Cхема присадочнго станка
Станок сделать нетрудно. Для этого не нужно приобретать в магазине специальные детали, достаточно старого инструмента, который имеется практически у каждого в гараже.
Это интересно: Самодельные слесарные тиски: видео, фото, чертежи
Назначение
В деревообрабатывающей промышленности с началом конвейерного производства мебели стали использоваться не только новые материалы, но и оборудование для их обработки. Одним из таких видов оборудования и стал сверлильно-присадочный станок. Основное его назначение сверление отверстий в плитных материалах для установки крепежных элементов. При использовании ручного инструмента никогда не удалось бы точно по размеру просверлить в плите ДСП или МДФ отверстие под шипы, конфирмат, петли или ручки. Кроме высокой точности сверлильно-присадочный станок позволил унифицировать размеры установки отдельных элементов и повысить производительность.
Производство корпусной мебели из плитных материалов сегодня невозможно без использования этого вида оборудования.
Система присадки 32
Мебельные станки и мебельная фурнитура соответственно устроены так, что расстояние между отверстиями расположенными на одной прямой ДЕЛИТСЯ на 32 мм. Причем как по ширине, так и по длине и в торце детали. Этот стандарт называется «Система 32».
Согласно этому международному стандарту размеры мебели рассчитываются исходя из УДОБСТВА СВЕРЛЕНИЯ. Мебель эконом класса, которая продаётся в сетевых магазинах, сконструирована по Системе 32.
Основные моменты системы 32:
- Межцентровые расстояния между отверстиями делятся на 32 мм – согласно этому правилу изготавливаются как станки для сверления (расстояние между соседними сверлами составляет ровно 32 мм), так и фурнитура (расстояние между креплениями ручек, направляющих ящиков, крепёжных планок петель и т.д.)
- Конструкция деталей такова, что нет «правых» и «левых» деталей – они взаимозаменяемы.
- Отступ от лицевой стороны детали до первого отверстия равен 37 мм, следующие – кратны 32 мм.
- Основное отверстие – диаметром 5мм в плоскости детали.
Нестандартное сверление отверстий в ДСП Однако индивидуальная мебель не всегда вписывается в эту систему. Понимая это, мы предлагаем Вам применять следующие виды отверстий:
Для изготовления мебели по индивидуальному проекту мы предлагаем следующие виды отверстий:
Отверстия в плоскости детали
Диаметр 5 мм глубина 13 мм (D5х13) – для полкодержателей, штоков эксцентриков, втулок петель и др.
Диаметр 8 мм сквозное (D8) – для конфирмата (евровинтов)
Диаметр 8 мм глубина 13 мм (D8х13) – для шкантов, футорок и др.
Диаметр 15 мм глубина 13 мм (D15х13) от края детали до центра отверстия 34 мм – для эксцентриков с длинным штоком
Диаметр 20 мм глубина 13 мм (D20х13) от края детали до центра отверстия 9,5 мм – для эксцентриков с коротким штоком (т.н. усиленные)
Диаметр 35мм глубина 12 мм (D35х12) от края детали до центра отверстия 22,5 мм – для петель с чашкой 35 мм. ВАЖНО: Если на эскизе не указана глубина отверстия, мы считаем ее равной 12 мм
Отверстия в торце детали
Диаметр 5 мм глубина 34 мм (D5х34) – для конфирмата длиной 50мм
Диаметр 8 мм глубина 24 мм (D8х24) – для шканта размером 8х30 мм
Диаметр 8 мм глубина 34 мм (D8х34) – для длинного штока эксцентрика
Дополнительные отверстия в плоскости детали
Диаметр 5 мм сквозное (D5) -для крепления ручек, межсекционных стяжек
Диаметр 37 мм глубина 13,5 мм (D37х13,5)
Диаметр 60 мм сквозное (D60) – для кабель-каналов
Диаметр 50 мм глубина 12 мм (D50х12) – для врезных ручек
Обращаем Ваше внимание, что:
- Межцентровое расстояние по ширине должно быть кратно 32 мм, величина отступа от края детали – на Ваше усмотрение.
- Размеры на эскизах включают кромку и указываются от одной базовой стороны.
- На эскизах указан номер детали в соответствии с бланком.
- Размер шрифта и размер эскиза должен быть таким, чтобы всё, особенно РАЗМЕРЫ и РАЗМЕРНЫЕ ЛИНИИ, было ХОРОШО видно при печати на листе формата А4.
- Для полок с эксцентриками – одинаковое расстояние от переднего и заднего краев полок до центра соответственно переднего и заднего эксцентрика.
- Стоимость сверления отверстий для эксцентрика с длинным штоком значительно выше, чем стоимость отверстий эксцентрика с коротким штоком (т.н. «усиленные»), т.к. отверстий больше.
- Не указывать кромки методом разноцветных линий – при ч/б печати их не видно, фон чертежа должен быть белым.
- Не надо засорять чертежи повторными размерами.
- Размеры должны быть округлены до целого числа, например, вместо 93,45 мм – указать 93 мм.
Как показывает наш опыт – самые ужасные чертежи – из Базиса-Мебельщика и Автокада.
Читать также: Переходник для перфоратора на дрель
Основные претензии к этим чертежам:
- 1) Размеры нанесены крайне мелких шрифтом
- 2) Размерные линии такой же толщины, как основные линии – понять форму детали часто невозможно
- 3) Замусоренность чертежей лишней информацией, да так, что размеров не видно.
- 4) Противоречие размеров на эскизах и бланке
Видимо это потому, что либо авторы этих программ на уроки черчения не ходили, либо большинство пользуется не настроенной взломанной версией.
Примеры эскизов под присадку:
Сверлильно-присадочный станок — это оборудование для переработки древесины, с помощью которого в заготовках сквозного или глухого типа просверливаются отверстия. Его чаще всего применяют при производстве разных предметов корпусной мебели, включая мебель для кухни, ванн комнат или же шкафов.
Данные станки должны обеспечивать высокую точность работы, поскольку требуется делать много отверстий с точным расположением по отношению друг к другу, в такой работе не допускается брака.
Современный присадочный станок для мебели — это не только высокоточное, но еще и многофункциональное устройство, которое может работать в автоматическом режиме бесперебойно и почти не требует вашего вмешательства. Сегодня мы расскажем об особенностях таких станков.
Виды присадочных станков
Существует несколько классификаций сверлильно-присадочных станков. В зависимости от количество шпинделей на рабочей головке их можно классифицировать на:
- С одним шпинделем;
- Многошпиндельные.
Если рассматривать, как сверлильная головка выполняет работу то оборудование можно разделить на:
- Ручные – движение головки осуществляется при помощи движений рабочего;
- Электрические – работу выполняет электродвигатель;
- Гидравлические – движение осуществляет гидроцилиндр;
- Пневматические – движение осуществляется пневматическим приводом.
Если учитывать то, как обрабатывается заготовка, то сегодня существует 3 основных вида промышленных присадочных станков:
- Позиционные устройства;
- Проходные;
- Оборудование с числовым программным управлением.
Самые простые это проходные станки. Они имеют простую конструкцию и способны выполнять одну-две операции. В работе с этим типом оборудования большую роль играет оператор, именно он его настраивает и следит за ровной укладкой заготовки на рабочий стол. После этого сверлильная головка осуществляет сверление отверстий.
Несмотря на большую трудоемкость работы на таком оборудовании они очень популярны, поскольку не требуют больших затрат и специальных знаний персонала, но при этом имеют высокую производительность.
Проходной сверлильно-присадочный станок обеспечивает более высокую производительность, поскольку использует элементы конвейера. Большие габариты рабочего стола позволяют работать с большими заготовками. Заготовка перед сверлением фиксируется гидравлическими или пневматическими прижимами и только после этого сверлятся отверстия. Заготовки при этом движутся по роликовой ленте, что позволяет увеличить поток обрабатываемых деталей.
Присадочный станок с ЧПУ позволяет обеспечить максимальную скорость и качество обработки деталей. Электронный блок управления обеспечивает точность разметки и сверления, при этом шпиндель может изменять положение в зависимости от точки сверления. Благодаря использованию компьютерных технологий перенастройка устройства занимает всего несколько секунд, а точность обработки позволяет собирать мебель наивысшего качества. Кроме высокой скорости работы сверлильно-присадочный станок с ЧПУ оснащенный несколькими сверлильными головками одновременно может проводить вертикальное и торцевое сверление, делать отверстия разного диаметра и назначения.
Разновидности моделей
На присадочном станке свои функции сразу выполняют несколько похожих инструментов – сверлильных агрегатов, зенковок, которые крепят в головке с несколькими шпинделями.
По назначению, это оборудование подразделяется на:
- Универсальные мебельные станки;
- Специализированное оборудование;
- Специальные механизмы.
Универсальное оборудование – предназначено для полной подготовки отверстий, начиная от сверления до полной обработки другими приспособлениями. Их нередко применяют при серийном изготовлении мебели, они способны выполнять много функций. Модели небольшого размера с низким потреблением энергии подойдут новичкам-любителям. Специализированные устройство – предназначены для конвейерной обработки необходимых деталей. Одновременно они способны обрабатывать определенное число отверстий. Можно настраивать под разные операции. К этой категории относится, большинство присадочного оборудования. Специальные механизмы – предназначены только для обработки заготовок определенной конфигурации. Самостоятельно их перенастроить для других операций невозможно.
По числу шпинделей и траверс отличают механизмы:
- Сверлильно-присадочные и полуавтоматические;
- Позиционные присадочные;
- Сверлильно-присадочные с программируемым управлением;
- Присадочные механизмы для петель.
Лучший конечный результат использования этих механизмов, может быть получен только при понимании особенностей его конструкции и работы.
Специальные механизмы
Универсальные
Специализированные
Механизмы с одной головкой
В таком станке заготовка зажимается прижимами на столешнице в соответствии по показаниям направляющей линейки. Таким образом, обрабатываемая деталь правильно располагается относительно инструментов. При работе двигателя головка перемещается к заготовке. Механизм выполняет свою работу, и оператор с помощью пульта отпускает прижимы и меняет обрабатываемую деталь.
Многофункциональность установки достигается благодаря перемещению шпинделей на 90 градусов. Эта возможность используется для выборки пазов и обработки скошенных сторон. В столешнице создают пустоты для перемещения сверел внизу заготовки. Таким оборудованием успешно пользуются в небольших организациях с малым потоком обрабатываемых деталей.
Механизмы с несколькими головками
Среди рабочих инструментов этого оборудования используются разные приспособления – всевозможные головки для сверления материала, и одна для отделки края заготовки. На станине есть опора, необходимая для крепления обрабатываемой детали в нужном положении. Заготовка размещается на специальных планках и зажимается фиксаторами. Во время работы двигателя одновременно функционируют несколько головок. Это дорогое оборудование, в нем дополнительно установлены механизмы контроля, регулировки скорости и контроллеры положения детали.
Отличия станков с несколькими шпинделями от установок с одним шпинделем:
- Расположение головок регулируется электронным устройством, по этой причине детали обрабатываются с высокой точностью, дополнительные наладки проводятся быстро;
- Можно сразу обрабатывать 2 плоскости, работа выполняется с большой точностью и быстрее. Для еще одного прогона нескольких однотипных заготовок нет необходимости переналаживать агрегат;
- Вертикальные головки могут делать отверстия под необходимым углом;
- Дополнительно на опорном столике есть приспособления для замены деталей, которые освобождают человека от ручных работ. Это оборудование относятся к позиционно-проходным установкам. Они нередко используются при конвейерном производстве мебели. В этом случае станки обрабатывают деталь при перемещении по конвейеру, такое применение существенно сберегает время и полностью исключает необходимость выполнять работу вручную.
Основная масса промышленного оборудования относятся к этому виду.
Как правильно выбрать сверлильно-присадочный станок
Основным критерием выбора оборудования является экономическая целесообразность. Если речь идет о мелкосерийном выпуске корпусной мебели, то здесь лучше использовать обычную электрическую дрель с несколькими шаблонами. Для небольшого производства будет достаточно одного многошпиндельного устройства с функцией поворота головки. Для небольшой мебельной фабрики, в ассортименте которой будет и корпусная мебель, диваны, кровати и офисная мебель лучше сразу обратить внимание на оборудование с программным управлением.
Как сделать своими руками
Вариантов изготовления самодельных сверлильных устройств для работы с плитным материалом достаточно много. Чертежи многих таких приспособлений в свободном доступе находятся в сети. Почерпнуть идеи, как сделать самодельный присадочный станок для мебели можно и из рекламных роликов, размещаемых производителями на страницах своих сайтов.
Но на сегодняшний день наиболее популярными остаются устройства, собранные на основе электрических сверлильных машин. Ручные дрели по сути это готовый сверлильно-присадочный станок, правда, имеющий всего одну петлю. Другое дело, если собрать в единый узел две одинаковые электродрели и установить их на подвижные салазки, так, чтобы движение при сверлении было одновременным.
В конструкции можно предусмотреть как вертикальное, так и горизонтальное расположение рабочих патронов. Правда, при вертикальном расположении довольно сложно будет изготовить конструкцию так, чтобы сверла опускались строго вертикально. При горизонтальной подаче это можно сделать намного легче, использовав в конструкции направляющие от ящиков.
Вариантом постройки устройства для сверления под петлю, может быть использование промышленно изготавливаемых стоек под ручную дрель. В таком случае просто остается взять две стойки и зафиксировать их на нужном расстоянии, предусмотрев механизм синхронного опускания и поднятие головок. А чтобы не просверлить заготовку насквозь, можно использовать обычный ограничитель, что входит в комплект ручной дрели.
Сверлильная многошпиндельная головка
Присадочный станок любого типа непременно содержит этот элемент.
Головка состоит из шпинделей, установленных в ряд с одинаковыми промежутками — 3,2 см. Это стандарт для мебельного оборудования, которого придерживаются практически все производители.
Отличия возможны для специальных аппаратов, например, выполняющих отверстия под фасадные петли. Параметры сверления зависят от особенностей петель.
Движение от электромотора поступает через шестеренки, находящиеся внутри головки. Головка в зависимости от количества шпинделей может оснащаться парой электромоторов. Подобная схема определяет вращение шпинделей в разные стороны. Поэтому в качестве исполнительных органов могут быть сверла с правым и левым винтом. Шпиндели, вращающиеся от одного двигателя, отмечают одним цветом.
Скорость движения шпинделей выдерживается в пределах 2700 оборотов в минуту. Чаще всего многошпиндельные головки содержат 21 или 27 шпинделей. Промежуток между крайними сверлами в таких аппаратах составляет 64 и 83,2 см. Сверла поперечником 5 мм и 10 мм легко вставляются в патроны.
Механизм подачи на головку состоит из пневматического привода и направляющих. Можно настроить величину подачи сверла по оси посредством электронных датчиков или упоров, она варьирует от 4 до 9 см и определяет глубину отверстий в заготовке.
Правила работы
Прежде всего, приступая к работе необходимо помнить, что сверлильно-присадочный станок — это предмет повышенной опасности, поэтому необходимо в обязательном порядке придерживаться всех правил и норм техники безопасности при работе на этом оборудовании. Работать на сверлильно присадочном станке можно только в специальных очках или защитной маске.
Настройка осуществляется с выключенным двигателем и отключенным питанием. Для настройки используются шаблоны заготовок, которые изготовлены вручную. На многошпиндельных устройствах необходимо правильно подбирать сверла с правой и левой подачей. Для ориентации направления движения шпинделя нанесены рисунки на головке.
Сверла, зенковки, развертки устанавливаются в цанги с учетом глубины сверления. После установки всех необходимых режущих инструментов делается контрольный замер и пробное сверление.
Преимущества и недостатки
Несомненными преимуществами сверлильно-присадочных станков являются:
- высокая скорость выполняемых работ;
- автоматизация производства;
- разнообразие выполняемых операций;
- высокая точность сверления.
Из недостатков можно выделить лишь высокую цену на станки, дорогое сервисное обслуживание и ремонт, громоздкость оборудования. Также, стоит отметить высокую стоимость комплектующих для выполнения дополнительных работ. Но это больше относится к станкам с ЧПУ.