В этой статье пойдет речь о сварке полуавтоматом в среде защитного газа. Данный вид сварки является востребованным во время производства металлоконструкций и изделий в цеху, стационарно. Но сейчас существуют и мобильные полуавтоматические сварочные аппараты, с небольшими газовыми баллонами. Конечно, сварка полуавтоматом на улице имеет ряд минусов и ограничений, о них мы поговорим ниже.
Как правило, ПА сваривают металлические конструкции и изделия из черных и цветных металлов. Для того, что бы пользоваться таким видом сварки, необходимо знать особенности использования. Правильно подобрать сварочную проволоку, защитный газ, комплектующие и средства защиты.
Преимущества полуавтоматической сварки
На дворе 21-ый век, на смену ручной дуговой сварки плавящимся электродом, пришла полуавтоматическая в среде защитного газа. Сейчас, я хочу рассказать о преимуществах полуавтоматической сварки перед РДС. А таких не мало…:
- Высокая производительность. Не зря, данный вид сварки относится к полуавтоматической. То есть, половину работы за сварщика выполняет сварочный аппарат( Подача защитного газа, подача сварочной проволоки(это основные функции) ). Но современные полуавтоматические сварочные аппараты могут гораздо больше…
- Эстетичность сварного шва. Со шва нет необходимости сбивать шлаковую корку, соответственно, меньше загрязняется область проведения сварочных работ. Шов получается аккуратный, ровный.
- Простота освоения. Гораздо проще научиться пользоваться ПА, нежели РДС. Для того, что бы выполнять сварку полуавтоматом достаточно качественно и быстро, необходимо потратить гораздо меньше времени на тренировки…
- Возможность сваривать очень тонкий металл. То есть, полуавтоматом можно сваривать металлические заготовки толщиной 1мм и даже меньше. Добиться таких же результатов электродом гораздо сложнее, и тех, кто способен выполнить такую работу можно пересчитать по пальцам.
- Меньше зона термического влияния. А это значит, что при выполнении сварки, вероятность того, что изделие или конструкцию поведет гораздо ниже.
Скорость сварки
При полуавтоматической сварке скорость перемещения горелки устанавливает сварщик. Необходимо выбирать такую скорость при которой получается качественное формирование сварного шва. Толстостенные конструкции принято сваривать на высокой скорости формируя узкие швы. На высокой скорости сварки необходимо следить чтобы конец проволоки и металла шва не окислялся через выход из зоны защиты газа. На низкой скорости сварки ширина шва повышается из-за разрастания сварной ванны. Повышается способность образования пор.
Недостатки полуавтоматической сварки
Полуавтомат конечно не идеален и имеет ряд недостатков. Которые мы так же как и преимущества сравним с ручной дуговой сваркой.
- Ограниченная мобильность. А именно, с полуавтоматом, будет проблематично выполнять сварочные работы в ограниченном пространстве. То есть, если есть необходимость сварить что либо в каком то небольшом резервуаре, к которому ограничен подход.
- Погодные условия. То есть, когда вам нужно выполнить сварку на улице, вы должны брать во внимание наличие ветра. Ветер может снизить качество сварного шва за счет того, что сдует защитный газ во время сварки. Для того, что бы это избежать, необходимо увеличить рабочее давление газа. Тем самым, выходящий газ из сопла горелки, сможет противостоять ветру и выполнять свои прямые обязанности.
- Относительно высокая стоимость. Самый дешевый сварочный полуавтомат стоит на порядок выше, чем самый дешевый сварочный инвертор. А так же, для самого процесса сварки ПА вам понадобится газ и сварочная проволока, что тоже стоит денег, а для РДС только электроды.
Не удивительно, что имеются плюсы и минусы. Без сомнений, для стационарного производства металлоконструкций или изделий полуавтомат подходит на 100%.
Устройство сварочного полуавтомата
Как и любое другое оборудование, сварочный полуавтомат имеет определенное устройство и состоит из нескольких комплектующих. О чем сейчас и пойдет речь.
Из чего состоит сварочный полуавтомат
Сварка полуавтоматом не может быть возможной без наличия ниже перечисленных элементов.
- Главный корпус
- Сварочный рукав.
- Сварочная горелка
- Газовый баллон с редуктором и шлангами
Главный корпус, устройство.
Главный корпус, то есть, сам аппарат полуавтоматической сварки. Содержит в себе источник питания, механизм подачи проволоки и газа, а так же, устройство настройки. В некоторых случаях может быть и дисплей с изображением настроек и рекомендациями.
Обратите внимание на полезную рубрику нашего сайта — безопасность. Не забудьте её посетить!)
Администрация
Устройство сварочного рукава
Устройство сварочного рукава полуавтоматической сварки на порядок сложнее рукава для РДС. Он содержит канал для транспортировки защитного газа, отдельный канал для сварочной проволоки и сварочные кабеля для возбуждения сварочной дуги. Все это в совокупности называется сварочным рукавом для полуавтоматической сварки.
Устройство сварочной горелки
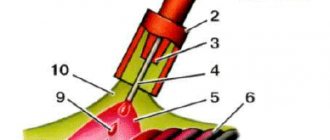
Сварочная горелка состоит из нескольких составных частей.
- Пружина для предотвращения излома сварочного рукава
- Рукоятка
- Кнопка приводящая в действие сварочную горелку
- Мундштук(в простонародье «гусак»)
- Направляющая для газа
- Держатель наконечника с изоляционной шайбой
- Токоподводящий наконечник
- Коническое сопло
Устройство газового баллона
Баллоны для полуавтоматической сварки в среде защитного газа изготавливаются из бесшовной трубы, имеют закатное дно. Так же, баллоны для углекислого газа или смеси углекислого газа и аргона оснащены, так называемым, башмаком. Он необходим для хранения газа в вертикальном положении. Так же, оснащаются баллоны запорным вентилем. Более того, баллоны нельзя эксплуатировать без наличия актуального паспорта баллона, который выбивается в верхней его части и содержит важную информацию.
Устройство редуктора
Редуктор для газового баллона полуавтоматической сварки неотъемлемая часть, при сварке в среде защитных газов. При помощи данного устройства выполняется регулировка рабочего давления газа.
- Клапан впуска газа
- Уплотнитель
- Камера с мембраной регулировки
- Клапан подачи газа
- Штуцер
- Основной корпус
- Манометр основного давления на входе
- Манометр рабочего давления на выходе
- Запорный вентиль
Защитный газ для полуавтоматической сварки
Так как, в этой статье речь идет о полуавтоматической сварки в среде защитных газов, то следует рассказать о том, какие газы используют и немного о каждом варианте. Всего, для сварки полуавтоматом, можно встретить три варианта использования газов:
- Углекислый газ CO2
- Аргон Ar
- Гелий He
- Азот N
- Смесь CO2 + Ar
- Смесь Ar + HE
Для каждого варианта существуют рекомендации по поводу использования в том или ином случае:
- Свариваемые конструкции и изделия
- Финансовые возможности
- Степень ответственности свариваемого соединения
Как правило, основным критерием выбора газа для полуавтоматической сварки является марка свариваемого материала.
Для сварки углеродистых и низкоуглеродистых, а так же конструкционных сталей используют углекислый газ(CO2). Но не забывайте, что смеси в этих случаях тоже используют (CO2+Ar, CO2+Ar+HE).
Нержавейку, как правило, варят со смесью газов CO2+Ar. Такие стали, как мы знаем, еще называют медицинскими.
Что касается цветных металлов, таких к примеру как, алюминий, медь, титан используют смеси подороже. Такая смесь обозначается так — Ar+He. Можно так же использовать Аргон в чистом виде, так должно быть дешевле…Касаемо Меди, её еще можно сваривать в среде Азота.
Выбор режимов автоматической сварки под слоем флюса
При выборе параметров режимов автоматической сварки под флюсом учитывают толщину сварных кромок, требования к геометрической форме и размерам сварного шва, которые зависят от глубины проплавления металла при сварке, а также шириной сварного шва.
Выбирая режимы сварки, изначально выбирают диаметр электродной проволоки, исходя из свариваемой толщины. Далее, после выбора диаметра проволоки, выбирают величину сварочного тока, которая зависит от диаметра. После этого определяется скорость подачи электродной проволоки в зону сварки и скорость сварки.
Для автоматической сварки под флюсом используется электродная проволока сплошного сечения. Диаметр проволоки может быть в пределах 1-6мм. Сила сварочного тока находится в пределах 150-2000А. Напряжение электрической дуги составляет 22-55В. Приблизительные режимы автоматической сварки под флюсом можно выбрать по таблице ниже:
Свариваемый материал
| Толщина металла, мм | Вид шва | Форма кромок | Зазор, мм | Диаметр электрода, мм | Сила тока, А | Напряжение, В при токе: | Скорость сварки, м/ч | ||
| переменном | постоянном (обратной полярности) | ||||||||
| Сварка низкоуглеродистых сталей, сварка среднелегированных сталей и сварка высоколегированных сталей | 3 | Односторонний | Без разделки | 0-1,5 | 2 | 250-500 | 28-30 | 26-28 | 48-50 |
| 5 | Односторонний | Без разделки | 0-2 | 2 | 400-450 | 28-30 | 26-28 | 38-40 | |
| 10 | Односторонний | Без разделки | 2-4 | 5 | 700-750 | 34-38 | 30-34 | 28-30 | |
| 10 | Двусторонний | Без разделки | 1-3 | 5 | 650-700 | 34-38 | 30-34 | 32-34 | |
| 20 | Односторонний | Без разделки | 5-7 | 5 | 950-1000 | 40-44 | 32-36 | 18-20 | |
| 20 | Двусторонний | Без разделки | 2-4 | 5 | 750-800 | 38-42 | 32-36 | 22-24 | |
| 30 | Двусторонний | Без разделки | 6-8 | 5 | 950-1000 | 40-44 | — | 16-18 | |
| 6 | Односторонний | V-образная, 60° | — | 3 | 250-280 | — | 30-32 | 25-28 | |
| 10 | Двусторонний | V-образная, 60° | — | 3 | 350-380 | — | 30-32 | 17-20 | |
| 12 | Двусторонний | V-образная, 60° | — | 5 | 500-550 | — | 30-32 | 30-36 | |
| Сварка титана и его сплавов | 4 | Односторонний | — | — | 3 | 340-360 | — | 32-34 | 45-55 |
| 8 | Двусторонний | — | — | 3 | 350-380 | — | 32-34 | 45-55 | |
| 16 | Двусторонний | — | — | 4 | 590-600 | — | 32-34 | 40-50 | |
| Сварка меди | 6 | Односторонний | Без разделки | — | 4 | 520-540 | — | 40-42 | 40 |
| 12 | Односторонний | Без разделки | — | 5 | 800-820 | — | 42-44 | 16 | |
Проволока для сварки полуавтоматом
Сварка полуавтоматом производится специальной проволокой.Её выбор зависит от нескольких факторов.
- Свариваемый материал(Черный, цветной, сплавы)
- Толщина свариваемого металла
- Принцип защиты сварочной ванны
Виды сварочной проволоки для сварки полуавтоматом
- Омедненная
- Порошковая
- Для нержавейки
- Алюминиевая
Каждый вид применяется в различных ситуациях.
Омедненная сварочная проволока для полуавтомата применяется чаще всего. Её применяют во время производства и строительства металлоконструкций, авиа и судостроении, а так же в автомобильной промышленности.
Порошковая проволока используется для сварки полуавтоматом без защитного газа. Тот порошок, который находится в проволоке и выделяет необходимые защитные газы, но в последствии, образует корку шлака.
Проволока из нержавейки используется для сварки нержавеющих сталей.
Алюминиевая сварочная проволока отлично подходит для сварки Алюминия и сплавов с Алюминием.
Кроме этого, сварочная проволока может отличаться по диаметру. Так, бывает сварочная проволока 0.6 мм, 0.8, 1мм, 1.2мм …. 2мм. Выбор диаметра сварочной проволоки на прямую зависит от толщины свариваемого металла. А уже под толщину сварочной проволоки подбирается подходящий, медный наконечник, который подает напряжение на проволоку для возбуждения сварочной дуги.
Итог
Для того, чтобы сварочное соединения служило долго и было качественным очень важно провести правильные расчёты. Это улучшит режим, а соответственно работу сварщика и работу предприятия.
Вычисления нужно делать самостоятельно, чтобы результаты были более точными, а продукт – лучше по качеству, потому что у многих ситуаций есть свои особенности.
Есть рекомендации новичкам, но они предназначены только для начального этапа становления сварщика.
Но в некоторых ситуациях лучше изучить нормативные документы, чтобы установить подходящие параметры, так как там обычно пишут какая скорость нужна и тд.
Режимы сварки полуавтоматом в среде защитного газа
Ниже, представлены основные режимы сварки полуавтоматом в среде защитных газов.
Я, честно говоря, не совсем согласен с таблицей. На производстве, где я работаю, мы свариваем и 2 и 4 и 5 мм заготовки проволокой 0.8 мм. Что касается настройки сварочного аппарата, то у каждого аппарата свои настройки. Вопрос индивидуальный. Но, по технологии правильно как в таблице. Выбирать вам. Если появились вопросы, всегда можно задать их в комментариях.
Сделайте перерыв, ознакомьтесь с видео о том, как настроить сварочный полуавтомат для сварки профильной трубы
Особенности использования полуавтомата для MIG-MAG сварки
ВЫБОР ГОРЕЛКИ И НАКОНЕЧНИКОВ
Силовой агрегат сварочного полуавтомата формирует постоянный сварочный ток. величина которого регулируется и устанавливается в зависимости от параметров сварки, толщины (диаметра) сварочной проволоки и скорости подачи сварочной проволоки в горелку. Электрический контакт от силового агрегата со сварочной проволокой осуществляется непосредственно в сварочной горелке. Под воздействием протекающего тока горелка нагревается и контактный наконечник в ней заметно расширяется. Аргоновые сварочные смеси обладают меньшей теплопроводностью по сравнению с углекислотой и отвод тепла от горелки при работе со сварочными смесями происходит хуже. Это приводит к заметному перегреву сварочной горелки и на форсированных режимах может даже вызвать ее разрушение (расплавление изоляционных элементов). По этой же причине сварочная проволока в горелке перегревается при работе с аргоновыми смесями и от расширения может застревать в сварочном наконечнике. Это может привести к неравномерности подачи сварочной проволоки в зону сварки и даже заклиниванию проволоки в горелке. Поэтому при переходе на сварочную смесь рекомендуется использовать сварочные горелки большей мощности и применять наконечники чуть большего диаметра.
НАСТРОЙКА ПОДАЮЩЕГО МЕХАНИЗМА
Для обеспечения стабильного режима сварки необходимо стабилизировать не только электрические режимы *ток и напряжение дуги), но и скорость механической подачи сварочной проволоки в горелку. Как отмечалось выше при некорректном выборе электрического наконечника возможно заклинивание сварочной проволоки в горелке. Особенность конструкции большинства сварочных полуавтоматов в том, что подача сварочной проволоки в горелку производится через подающий канал (шланг) путем проталкивания проволоки вперед через подающие ролики, установленные на сварочном аппарате. Важным параметром настройки сварочного аппарата является регулировка натяжения подачи проволоки. При слабом натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке будет приводить к проскальзыванию проволоки между роликами и дестабилизации скорости ее подачи в зону сварки (продергивание и снижение скорости подачи вплоть до полной остановки). При слишком сильном натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке может вызвать сминание сварочной проволоки в подающем канале с последующей остановкой подачи сварочной проволоки в зону сварки. Одновременно слишком сильно натянутые подающие ролики вызывают расплющивание проволоки и усугубляют проблему ее прохождения через наконечник в горелке. Для профилактики этой проблемы рекомендуется использовать наконечники с отверстием некруглой формы (квадрат, треугольник, звездочка и пр.)
Техника сварки полуавтоматом в различных положениях
Производить сварку полуавтоматом довольно просто. Как вы понимаете, сваривать заготовки и детали можно в различных пространственных положениях. И для каждого положения, существуют свои нюансы и особенности. Для начала, давайте разберем, какие положения сварки бывают.
- Нижнее
- Потолочное
- Вертикальное
- Горизонтальное
- Угловое
В списке выше, вы можете ознакомиться с существующими расположениями стыков свариваемых деталей в пространстве. Проще говоря, пространственные положения будущего или настоящего шва.
Далее, нам следует ознакомиться с возможными видами расположения сварных соединений по отношение стыков друг к другу.
- Тавровое
- Угловое
- Нахлесточное
- Стыковое
- Торцевое
Сварка полуавтоматом стыковые соединения
При проведение сварочных работ, следует брать во внимание вид соединения. Так, если вы столкнулись со стыковым соединением, обратите внимание на толщину металла. Если металл тонкий, от 1 до 3 мм, воспользуйтесь медной подложкой. С её помощью мы предотвратим стекания металла, а значит и минимализируем риск прожога. Более того, если есть возможность, расположите стык вертикально, и проварите его сверху вниз. Так варить тонкий металл проще. Если, во время сварки деталей в стык, толщина металла больше 3 мм, но не более 5мм, следует установить не большой зазор. Зазора в 1-2 мм будет достаточно для достойного провара. В отношении более толстого металла, чья толщина более 5мм, необходимо выполнить разделку кромок. Только в этом случае станет возможным реализовать достаточный провар сварного соединения.
Вы еще не заходили в рубрику с расходными материалами? Обязательно посетите, мы подготовили для вас не одну интересную статья!
Сварка полуавтоматом тавровые и угловые соединения
Тавровое и угловое соединение проще варить, если расположить детали таким образом, что бы угловое соединение оказалось доступным для сварки так называемой «лодочкой». При этом, необходимо увеличить вылет проволоки на 9-14%. Более того, следует контролировать сварочную дугу, для того,что бы не делать подрезы на стенках свариваемых деталей.
Сварка полуавтоматом нахлесточных соединений
Детали, соединенные в нахлест, с толщиной от 1 до 2 мм проще сваривать с подложенной под них медной пластиной. Так мы, минимализируем шанс прожога. Те детали, толщина металла которых больше 2 мм можно сваривать без медной пластины. При толщине свыше 5мм, рекомендуется сваривать в несколько проходов.
Полуавтоматическая сварка горизонтальных швов
Плавно переходим к сварки полуавтоматом горизонтальных швов. Выполняется сварка углом горелки вперед. Не делайте колебательных движений, при сварке тонкого металла. Если необходимо сварить заготовки из толстого металла, выполните разделку кромок.
Вертикальные швы сварка полуавтоматом
Сварка вертикальных швов. Если металл тонкий, сваривайте сверху вниз. Со средними толщинами, тоже самое, сверху вниз, только с колебательными движениями. Для сварки деталей из толстого металла, следует выполнить разделку кромок и сваривать снизу вверх, с колебательными движениями.
Сварка потолочных швов полуавтоматом
При сварке потолочных швов необходимо учитывать толщину металла.Тонкий металл, лучше всего сваривать углом назад, а толстый, углом горелки вперед. Так же, не забывайте о разделки кромок с толстым металлом и о колебательных движениях.
Сколько стыков должен варить сварщик в день
Оценка результативности производственной деятельности сварщика, расчет оплаты его труда проводится с учетом норм времени на сварочные работы.
Временной показатель зависит от нескольких факторов: квалификации исполнителя, группы свариваемого материала, вида шовного соединения, рабочих условий, оборудования.
Основы расчета
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
- к основным процедурам следует отнести заготовку, предварительную обработку, сборку, непосредственно сварку и заключительную отделку, необходимую для получения полноценной продукции;
- вспомогательные операции состоят из контроля состояния полученного изделия и доставка его на предназначенное место;
- на обслуживание сварки, организацию условий для правильного хранения материалов и устройств требуется дополнительное время.
Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
Пример расчетных действий
При проведении подсчета пользуются рядом нормативных показателей, учитывающих специфику сварки, квалификацию исполнителя, особенности химического состава и формы деталей. В упрощенном виде формула представляет собой дробь.
Числитель содержит длину шовного соединения, знаменатель – нормированную скорость для данной производственной ситуации. Полученное значение нужно умножить на коэффициент 0,35, получив, таким образом, норму времени для визуальной оценки качества шва.
Для учета продолжительности зачистки шва нужно его длину умножить на коэффициент 0,6. Суммарный показатель отображает общее количество времени на основную часть сварочных работ.
На проведение подготовки требуется 5% времени от полученного значения. Рассчитываем этот показатель и прибавляем к предыдущему числу. После чего следует учесть необходимость отдыха работника, которая должна быть не меньше 10% от затраченного на сварку времени.
Суммарный показатель – это и есть норма временных затрат на проведение конкретной сварочной работы с рассматриваемым объектом.
Следует принимать во внимание, что на нормативный показатель скорости проведения сварочных работ существенно влияет размер площади сечения детали, сила тока, количественные характеристики электродов и расплава в рабочей зоне.
Расчет норм времени на сварочные работы может быть проведен только опытными специалистами в области нормирования труда, имеющие знания в данной отрасли.
Разряды сварщиков
Сварщик – профессия престижная. Получают они лучше многих, потому что высококлассный сварщик ценится на вес золота. Но уметь варить обычными способами – дело нехитрое.
Как показывает практика, несколько попыток, и даже самый обычный человек может как-то приварить одну металлическую заготовку к другой.
Вот почему этой профессии учатся, вот почему существует такое понятие, как разряды сварщиков.
Перед тем как перейти к разбору разрядов сварщиков, необходимо разобраться с категориями.
Категории сварщиков
Они зависят от умения использовать ту или иную сварочную технологию.
- Сварщики, которые работают на оборудовании точечной контактной сварки. Здесь нет электродов, да и сам процесс достаточно прост.
- Работники, которые могут работать на установках диффузионно-сварочного типа. Это операции со штучным соединением, которое позволяет увеличить характеристики сварочного шва.
- Умение работать на электронно-лучевых установках. Сваривание производится в вакууме, обычно этой технологией соединяются заготовки, изготовленные из специальных сплавов. Такой работник должен знать многое, у него обычно самая высокая квалификация.
- Сварщик, который может выполнять термитную сварку. Сам процесс производится на специальных прессах, сварочные формы которых нагреваются, поэтому и нагреваются соединяемые детали.
- Газовая сварка. Такого работника называют газосварщиком. Кстати, он же может производить и резку металлов, используя газовый резак.
- И последняя категория – электросварщик. Самая востребованная профессия в категории сварных работ.
Итак, с категориями разобрались, можно переходить к разрядам.
Сварочные разряды
Сварщик первого разряда – это, по сути, начинающий мастер, а точнее, ученик. Таких работников не относят к квалифицированным, он еще только учится и может производить несложные операции по резке и варке неответственных конструкций. Такие разряды присваиваются ученикам профессиональных училищ.
Сварщик второго разряда – это окончивший сварочные курсы или учебное заведение, который может выполнять сварку в нижнем и вертикальном положении. Но при этом такой специалист не может проводить герметизацию трубопроводов при сварочном соединении.
Сварщик 3 разряда также является выпускником специализированного учебного заведения. Но у него нет опыта работы на производстве или в строительстве.
- Во-первых, сварщик 3 разряда должен уметь варить угловые, вертикальные и нижние швы, плюс сваривать герметично трубные конструкции.
- Во-вторых, он должен разбираться в сварочном оборудовании, знать принципы его работы, а также технику безопасности при проведении сварочных операций.
- В-третьих, он должен уметь читать чертежи, потому что во время учебы ему это преподавали. И по чертежам собирать конструкции. Но доверяют ему только простые изделия.
Сварщик 4 разряда может работать с конструкциями и деталями средней категории сложности. Это уже квалифицированный специалист, который может проводить сварку в любых положениях, кроме потолочного.
Кроме этого он владеет навыками создания герметичных швов при сваривании двух труб, которые будут работать под давлением. Знание чертежей и остальных навыков обязательно.
Сварщик 4 разряда получает больше всех предыдущих работников.
Сварщик 5 разряда. Этот разряд присваивается тем мастерам, которые могут проводить сварку в любых положениях и вырезать из листового материала любые конфигурации. При этом пятый разряд говорит о том, что его обладатель допускается до сварки любых видов трубопроводов. При этом он может варить заготовки любой толщины, любой марки металла и его сплавов.
Сварщик 6 разряда. Это высший разряд. Его обладатель выполняет все операции, как и обладатель предыдущего разряда.
Но только ему доверяют проводить сварочные работы, связанные с соединением заготовок из экспериментальных сплавов, которые еще никто и никогда не сваривал.
Особенности сварки полуавтоматом в среде защитных газов
Ну вот мы и дошли до особенностей полуавтоматической сварки в среде защитных газов. Для начала, давайте определимся наконец… Полуавтоматическую сварку принято называть ПА или MIG. Таковая сварка, это улучшенная версия, даже революционное решение. С её помощью повысили качество сварных швов в некоторых случаях. Более того, повысили производительность работы. Теперь, те же самые металлоконструкции и изделия можно производить гораздо быстрее, с тем же качеством швов.
Так же, к особенностям полуавтоматической сварки в защитных газах, хотелось бы отнести тот факт, что нет необходимости сбивать шлак со шва. Что повышает эстетику рабочего места. А так же, во время сварки, выделяется гораздо меньше продуктов горения. А это повышает безопасность для здоровья сварщика.
Внимание! Важная тема — техника безопасности при выполнении сварочных работ. Соблюдение которой обязательно для каждого!
Обращаю ваше внимание еще на несколько особенностей.
- Медный, токоподводящий наконечник, выбирается в зависимости от диаметра используемой проволоки.
- Скорость подачи проволоки зависит от выставленной силы тока и на оборот.
- Рабочее давление газа следует тщательно настроить, что бы не переборщить. В случае, если будет выставлено много газа, сварка будет ощущаться гораздо жеще,а шов получится не такой красивый и качественный.
- При выполнении работ на улице, учитывайте наличие и силу ветра. Если ветер присутствует, добавьте рабочее давление газа. Или прикройте ширмой место сварки. В противном случае, ветер будет сдувать газ. В последствии чего, сварочная ванна останется без защиты. А это поры и другие дефекты сварного шва.
- Не забывайте чистить сопло и наконечник от загрязнений. Иначе будут возникать проблемы с качеством шва.
- Полуавтомат очень не любит сварку по окрашенным поверхностям, а так же ржавым и загрязненным.
Заключение
Полуавтоматическая сварка в среде защитных газов — отличное решение для работы стационарно, в цеху. Обеспечивает высокую производительность и качество шва. При наличии достойных навыков, отсутствует необходимость дополнительной зачистки шва.
Простота освоения сварки полуавтоматом вызывает интерес любителей. И это не напрасно. Ведь ПА отлично подойдет для гаражных, бытовых работ.
Не забывайте оценивать статью, делать репосты и, при необходимости, оставлять комментарии! Спасибо за внимание и понимание!
Настройка расхода газа в сварочной горелке.
Для обеспечения качественной сварки и отсутствия пор даже для качественной сварочной смеси правильная настройка потока газа в сварочной горелке имеет огромное значение. Для обеспечения качественной сварки с применением аргоновых смесей следует выполнять следующие рекомендации :
- Для контроля расхода газа необходимо использовать только расходомер (ротаметр), контролирующий поток газа ( обычно в л/мин.). Расходомер обычно устанавливают на редукторе. Следует обращать внимание, что фактический расход газа непосредственно в горелке всегда отличается от величины расхода, установленного на редукторе. Особенно это заметно при нарушении целостности шлангов (трещины или проколы) или неплотного крепления шлангов на газовых штуцерах. Поэтому рекомендуется иметь ручной расходомер газа, который позволяет оперативно проверить величину расхода непосредственно на сварочной горелке.
- Величина расхода на сварочной горелке должна примерно соответствовать диаметру сварочной горелки (в мм). Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
- При расходе газа в горелке более 30 л/мин и при большом угле наклона сварочной горелки возможен подсос воздуха в зону сварки и образование пор в сварном шве. ОБРАЩАЕМ ВНИМАНИЕ, что при работе с углекислотой появление пор обычно стараются устранить путем увеличения расхода газа, и при переходе на работу со сварочной смесью при избыточной величине расхода газа такая «привычка» может сыграть злую шутку и только увеличить негативный эффект. ;
- Помимо величины расхода газа важно также проверять состояние и расположение газовой насадки (сопло) на сварочной горелке. Насадка должна быть расположена строго соосно с сварочным наконечником, определяющим направление движения сварочной проволоки. При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
- В некоторых случаях при большом разбрызгивании сварочной проволоки часть брызг попадает в сопло сварочной горелки и застревает там в виде хаотичного сита, что может приводить также к рассеиванию ламинарного (однородного) потока газа из горелки, уводя поток защитного газа в сторону от сварочной ванны, что опять может вызвать образование пор при сварке ;
Процесс работы со сварочным полуавтоматом не имеет особой сложности и позволяет получить сварочные швы высокого уровня на заготовках различной толщины и типоразмера. Важно лишь правильно провести подготовительные мероприятия и определиться с оптимальным режимом сваривания. Остальное зависит от уровня подготовки сварщика, его квалификации и степени сложности проводимых им действий.