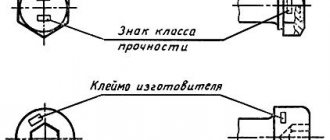
На каждый болт, изготовленный по установленным стандартам, наносится маркировка:
- Фирменное клеймо предприятия изготовителя.
- Класс прочности изделия.
- Знак левой резьбы (при необходимости).
Класс прочности состоит из двух цифр разделенных точкой:
- 1 — временное сопротивление, измеряется в Н/мм2.
- 2 — это отношение предельной текучести относительно к его временному сопротивлению, измеряется в процентах. Предел текучести — предельная нагрузка, после ее превышения произойдет необратимая деформация детали.
Например, маркировка 9.8 обозначает:
- 9Х100=900 Н/мм2 — временное сопротивление.
- 9Х8х10=720 Н/мм2 — предел текучести.
Все болты с прочностью не меньше чем 800 Н/мм2, согласно международной классификации принято относить к высокопрочной группе. Это значит, что все изделия с маркировкой 8.8 и выше относятся к высокопрочной группе.
Классы прочности болтов и маркировка – таблица
Класс прочности болта – технико-эксплуатационная характеристика, которая отражает предельную нагрузку на металлоизделие при скреплении деталей, показывает устойчивость к деформациям, ударам и разрыву.
Классы прочности отражают предельную нагрузку при скреплении деталей.
По ГОСТу 1759.4-87 (ISO 898.1-78) метизы подразделяются на 11 групп: 3.6; 4.6; 4,8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Чем выше значение, тем большее усилие способен выдержать крепеж, тем он прочнее и выносливее.
К категориям от 3.6 до 6.8 относят болты, предназначенные для эксплуатации в легких конструкциях, 8.8-12.9 – высоконадежные.
Механические свойства крепежей в зависимости от показателя прочности представлены ниже в таблице:
| Класс прочности | Номинальное временное сопротивление, Н/мм² | Твердость по Виккерсу (min/max), HV | Предел текучести (min/max), МПа |
| 3.6 | 300 | 95/250 | 180/190 |
| 4.6 | 400 | 120/250 | 240 |
| 4.8 | 400 | 130/250 | 320/340 |
| 5.6 | 500 | 155/250 | 300 |
| 5.8 | 500 | 160/250 | 400/420 |
| 6.6 | 600 | 190/250 | 360/480 |
| 6.8 | 600 | 190/250 | 640 |
| 8.8 | 800 | 250/335 | 640/660 |
| 9.8 | 900 | 290/360 | 720 |
| 10.9 | 1000 | 320/380 | 900/940 |
| 12.9 | 1200 | 385/435 | 1080/1100 |
Что наносится на шапку болта
На стандартном болте, сделанном по ГОСТ 7798-70, есть маркировка.
В нее входят:
- Класс прочности. Определяет степень нагрузки и сферу применения.
- Клеймо завода-изготовителя. Позволяет идентифицировать компанию, занимающуюся производством метизов.
- Стрелка. Указывает на левостороннюю резьбу.
Стандартное расположение маркировки на болтах
Обозначения наносят на верхнюю часть головки. Они бывают выпуклыми и углубленными. Геометрию определяет производитель.
На болтах и винтах диаметром более 6 мм маркировка обязательна. На крепежах меньших размеров номер не ставят.
На стандартном болте есть маркировка с классом прочности.
На деталях малого размера или нестандартной формы применяют символы из циферблатной системы.
Расшифровка знаков на болтах из нержавеющего металла:
- Обозначение марки аустенитной стали:
- А2 – устойчивость к воздействию воды;
- А4 – стойкость к солям, щелочам, кислотам.
- Граница прочности – 50, 60, 80, что соответствует 500, 600, 800 МПа и классам 5.6(8), 6.6(8), 8.8.
Возможно заводское клеймо.
Изделия из мартенситного сплава маркируют аналогично углеродистым, при этом цифры внизу подчеркнуты. Стандартом разрешено не ставить точку в обозначении.
В БВП знаки указывают согласно ГОСТ 52644-2006.
В качестве примера: D 11.14 8.8 S ХЛ, где:
- D – идентификатор производителя;
- 11.14 – номер плавки;
- 8.8 – граница прочности;
- S – болт с 6-гранной увеличенной шляпкой;
- «ХЛ» – климатическое исполнение (холодный регион).
Изделия из мартенситного сплава имеют заводское клеймо.
Условные обозначения на шпильки наносят, если диаметр резьбы превышает 12 мм.
Требования по ГОСТу
Метизы должны соответствовать прописанным в ГОСТах размерам, механическим свойствам, классу точности, нормам качества, не иметь крупных дефектов и следов коррозии.
На чертежах и в спецификациях инженеры отмечают болты строго по стандарту.
Что такое килоньютоны
Минимальные разрушающие нагрузки для болтов – это внешние негативные силы, способные спровоцировать невосстанавливаемые деформационные процессы в соединении. Единицей измерения силы является Ньютон (Н), который приблизительно соответствует массе 0,1 кг. Таким образом, 1Кн (1000 Н) можно сопоставить массе 100 кг. Если в таблице «Разрушающие нагрузки для болтов» для крепежного элемента с резьбой М10 и классом прочности 6.8 указана минимальная разрушающая нагрузка 34,8 Кн, это означает, что данный метиз способен выдержать статическую нагрузку до 34,8*100 = 3480 кг или 3,48 тонны.
Что такое предел текучести и как его определить
Предел текучести σт – критическая нагрузка на разъемное соединение, при которой наступает необратимый процесс разрушения конструкции без увеличения воздействующей силы.
На параметр влияет температура. При ее повышении σт понижается.
Для расчета показателя существуют 2 формулы:
- По временному сопротивлению на растяжение: 1-ю цифру в обозначении класса прочности умножают на 100, затем умножают на 2-ю цифру, результат делят на 10. Так, для метизов группы 5.8 σт=400 МПа (5х100х8:10=400).
- По классу прочности: 1-ю и 2-ю цифры умножают друг на друга, затем на 10. Для категории 5.8: σт=400 МПа (5х8х10=400).
Пределом текучести называется критическая нагрузка на разъемное соединение.
Чем выше предел текучести, тем дольше деталь способна находиться в состоянии напряжения, противодействовать динамическим и стационарным силам. При подборе крепежа учитывают 2- или 3-кратный запас прочности.
Для чего нужна таблица
При разработке и реализации резьбовых соединений для конструкций и деталей важно добиться оптимального сочетания прочности, типоразмера и стоимости крепежа. Нецелесообразно устанавливать слишком большой или чрезвычайно прочный дорогой болт, который, безусловно, сформирует сверхнадежное и долговечное соединение, но при этом значительно увеличит вес или стоимость соединительного узла.
Именно таблица позволяет выбрать крепежные изделия, которые наилучшим образом сочетают в себе нужный показатель устойчивости к разрушению, компактный размер и рациональную себестоимость.
Класс прочности и марка стали
На качество изделий влияет содержание углерода в сплаве. С уменьшением количества вещества повышаются надежность, твердость и прочность детали.
Болты выпускают:
- низкой прочности – из Ст 10, 20;
- средней – из стали до 0,4% углерода (У4);
- высокой – из конструкционных низко-, среднеуглеродистых и легированных сталей с упрочняющими добавками.
Необходимые свойства достигаются в результате термообработки (закалки) в электропечах. Каленый сплав отличается высокими эксплуатационными характеристиками.
Наиболее распространенные марки для изготовления БВП – Ст30ХГСА; Ст35; Ст35Х; Ст35ХГСА; Ст38ХА; Ст40Х; Ст40Х «Селект»; Ст20Г2Р.
Как понять, какая прочность у гайки?
В отличие от болтов, у гаек прочность обозначается одной цифрой. Всего 6 классов прочности гаек: 4, 5, 6, 8, 10, 12. Что означают эти цифры? Проще говоря, эта цифра соответствует первой цифре в маркировке тех болтов, с которыми эта гайка может использоваться. Например, гайка класса прочности 8 или 8.0 используется с болтами класса 8.8, а гайка класса 6 — с болтами классов 6.6 или 6.8
В ответственных конструкциях применяются болты из нержавеющей стали. У них в маркировке отображается предельная прочность на разрыв в кГс/мм2 ( 1 килограмм-сила ≈ 9,807 ньютонов) Используются всего три величины этого показателя: 50, 70 и 80. Кроме того, в маркировку включают марку стали. Таким образом, болт из нержавеющей стали с маркировкой А2-80 выполнен из нержавеющей аустенитной стали А2 с предельной прочностью на разрыв 80 кГс/мм2 или примерно 785 Н/мм2
Прочность узкоспециализированных болтов
Для БВП узкоотраслевого назначения предусмотрены отдельные стандарты и требования. Крепежи изготавливают увеличенными.
Характеристика, определяющая прочность металла, – напряжение, соответствующее максимальному усилию и предшествующее разрыву.
К группе специализированных БВП относят мостовые, башмачные, анкерные, железнодорожные болты и т. д.
Некоторые из них предназначены для эксплуатации в сложных и экстремальных условиях, имеют маркировку:
- «ХЛ» – для сурового климата с температурой до -60°С;
- «У» – для областей со средним холодным (умеренным) режимом до -40°С.
Механические свойства прописаны в ГОСТ 22353-77, Р 52644-2006, 24379.1-80.
Эксплуатация высокопрочных болтов (сферы, области и примеры)
Применение высокопрочных болтов часто встречается в таких сферах как строительство, изготовление дорожной техники, приборо- и машиностроение, а также других областях, связанных с производством. Высокий спрос на них обусловлен тем, что такие метизы практически не имеют ограничений по эксплуатации и применяются и в токсичных агрессивных средах, и при низких температурах (до −60С).
Высокопрочные крепежные элементы выдерживают как постоянные нагрузки, так и переменные, с перемещаемым центром тяжести, и даже сильные вибрации. Поэтому с помощью этих метизов строят здания, изготавливают промышленную аппаратуру, тяжелую технику (в том числе и военную) и спецтранспорт узкого назначения (краны, погрузчики и т. п.).
Виды крепления болтов
Резьбовые соединения конструктивно отличаются друг от друга.
Болтовое
Болт – деталь, снабженная головкой и резьбой на разных концах. Резьба необходима для навинчивания гайки. Головку подхватывают снаружи гаечным ключом.
Для установки метиза на соединяемых поверхностях высверливают отверстия большего диаметра. С торцевой стороны снимают фаску.
Болтовое крепление легко заменить при обрыве.
Недостаток соединения – требует много места, что приводит к увеличению габаритов и веса конструкции.
Достоинство – легкая замена при обрыве.
Винтовое
Винт ввертывают в корпус специальным торцевым инструментом. Головка бывает разной формы, в т. ч. 6-гранной. Главное отличие – малая площадь установки.
Отрицательный момент: при монтаже резьба часто повреждается, извлечь часть крепежа трудно. Поэтому винтовое соединение не применяют при многократном монтаже/демонтаже.
С помощью шпилек
Шпилька – крепежное изделие цилиндрической формы без головки, на концах которого имеется резьба одинакового диаметра. На одной стороне выполнена тугая нарезка. Другой конец необходим для установки гайки.
Крепление с помощью шпилек востребовано при частой сборке конструкции.
Элемент востребован при частой сборке/разборке конструкции и установке в труднодоступных местах. Шпилька может гнуться и терять прочность. От сильных нагрузок резьба часто срывается.
Правила монтажа высокопрочных болтов
Перед началом работ всегда производится предварительный анализ технических условий эксплуатации будущей конструкции. На выбор нужного метиза будут влиять следующие факторы:
- Характеристики дополнительной фурнитуры.
- Коэффициент закручивания.
- Соответствие технических и механических свойств метиза той среде, в которой он будет работать.
- Устойчивость к различным внешним воздействиям.
- Свойства стали, из которой он сделан.
- Шаг и тип резьбы.
На условия правильного выбора влияют также размеры, форма головки болта, наличие термической обработки и защитного покрытия. Всегда отталкивайтесь от целей, под которые вам нужен метиз. Дальнейший порядок действий таков:
- Отверстия в соединяемых элементах совмещают и жестко закрепляют элементы с помощью сборочных пробок. Обычно пробками скрепляют десятую часть отверстий — этого вполне достаточно для надежной фиксации.
- В отверстия, свободные от пробок, вставляют высокопрочные болты и производят их натяжение в соответствии с правилами и с усилием, указанным в технических документах.
- Затем извлекают сборочные пробки, устанавливают оставшиеся болты и натягивают все детали до проектной силы. После этого рабочую поверхность можно грунтовать.
Пользуйтесь тарировочном ключом, который позволяет контролировать и регулировать силу натяжения болтов.
Соединение болтов с помощью резьбы
Классификация резьб:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- коническая;
- прямоугольная;
- трапецеидальная;
- упорная;
- стандартизированная круглая.
Метрическая резьба – основной тип резьбового соединения. Ее параметрами являются номинальный диаметр и шаг резьбы в миллиметрах, устанавливаемые ГОСТ 8724-81.
Соединение болтов с помощью резьбы является надежным и технологичным.
Достоинства:
- надежность;
- многофункциональность;
- технологичность;
- возможность регулировки силы сжатия;
- наличие широкой номенклатуры изделий.
Недостаток – склонность к самоотвинчиванию.
Технологическое изготовление болта
Существуют два принципиально разных метода изготовления этого вида крепежа:
- Точение — процесс изготовления болтов штучно или небольшими партиями из стального прутка на токарно-винторезном станке.
- Холодная или горячая штамповка в заводских условиях с последующей накаткой резьбы.
Процесс изготовления болтов независимо от метода состоит из следующих этапов:
- Подготовка металлического прутка (катанки).
- Нарезание заготовок нужной длины.
- Выполнение фаски на конце шпильки.
- Формовка головки болта.
- Нарезание резьбы.
На всех стадиях производства выполняется контроль качества. При изготовлении метизов по индивидуальному чертежу первая изготовленная деталь проверяется максимально тщательному контролю. При обнаружении отклонений от технического задания следует пересмотреть технологический процесс изготовления болта и найти причину несоответствия.
Изготовление на токарно-винторезном станке
Этапы и методы обработки заготовки зависят от типа исходного материала (шестигранный или цилиндрический пруток, характеристики металла), а также от степени точности заготовки. Горячекатанные заготовки обладают меньшей точностью, что исключает возможность точного центрирования будущей детали на токарно-револьверном станке или на станке с ЧПУ.
Техпроцесс изготовления детали болт на токарном станке из холоднотянутого шестигранного прутка делится на несколько этапов:
- От стального прутка с помощью ножовки по металлу отрезают заготовку нужной длины.
- Заготовку фиксируют в шестигранной цанге, чтобы головка детали не смесилась относительно центральной оси будущего болта.
- Подрезка торца прутка в размер, центрирование на токарно-винторезном станке.
- Обтачивание заготовки до получения заданных размеров, снятие фаски с помощью резцов.
- Нарезание резьбы с помощью плашки или резьбового резца.
- Обтачивание головки болта, снятие фаски.
- Обработка головки фрезой.
Если имеются особые требования к шестиграннику головки детали, техпроцесс изготовления болта на токарном станке усложняется. Чтобы исключить смещение оси головки относительно оси цилиндра, заготовку подвергают дополнительной обработке.
Изготовление болтов холодной штамповкой
Первый этап техпроцесса — подготовка металла к процессу штамповки:
- Поверхность заготовки должна быть ровной и блестящей. Зачистку поверхности в условиях производства выполняют механически либо с помощью прокаливания.
- Выполняется очистка от окалины и жировых загрязнений.
- Смазывания поверхности заготовки (предварительно поверхность металла покрывают подсмазочным слоем, перед волочением это обязательно).
Окалину с поверхности металлических заготовок обычно удаляют путем травления. Для этого пруток погружают в раствор серной или соляной кислоты определенной концентрации на время от 5 минут до получаса. Чтобы устранить травильный шлам, заготовки промывают в горячей воде. Если травление проводилось с помощью раствора серной кислоты, остатки смывают и нейтрализуют известкованием прутка.
Изготовление болтов из металлического прутка происходит без нагрева металла. Деформация заготовки при холодной штамповке сопровождается наклепом — увеличением механической прочности металла. Готовая деталь получается путем заполнения стандартного штампа заданной конфигурации материалом заготовки. Далее происходит высадка детали — извлечение готового металлического метиза из штампа.
Преимущества метода холодной штамповки при производстве болтов:
- Высокий уровень производительности техпроцесса.
- Максимальная чистота поверхностей деталей и точность типоразмеров.
- Изготовление болтов с диаметром стержня до 52 мм.
При выборе метода холодной штамповки следует учитывать соотношение размеров головки и диаметра стержня детали, а также соотношение диаметра головки к ее высоте и показатели относительной и истинной деформации. Если соотношения для перечисленных величин выше критических значений, следует рассмотреть возможность изготовления детали горячей штамповкой.
Изготовление болтов горячей штамповкой
Суть горячей штамповки заключается в осадке металла и к перераспределению его от середины к краям штампа. Если штамповка происходит в открытых штампах, образуется заусенец из металла (облой). Штамповка в закрытых штампах называется безоблойной. Техпроцесс изготовления детали болт с помощью горячей штамповки начинается с очистки и нарезания заготовок. Затем заготовки проходят полный цикл операций по превращению в прочный и надежный крепеж:
- Разогрев до 1000 градусов с помощью индуктора.
- Формирование головки детали с помощью ударного пресса.
- Снятие фаски на фрезерном станке.
- Нарезание резьбы на автоматическом станке.
Чтобы обеспечить высокую коррозийную стойкость крепежа, болты подвергают оцинковке. Этапы нанесения покрытия:
- Промывка деталей в горячей воде.
- Химическая очистка поверхности от окислов металла путем травления в соляной кислоте.
- Нейтрализация оставшейся кислоты с помощью повторной промывки водой.
- Погружение деталей в цинковый раствор, разогретый до температуры 450 градусов.
При химической гальванизации слой цинка на деталь осаждают в растворе электролита. Готовые болты полируют и устраняют механические дефекты.
Горячая штамповка обеспечивает высокие прочностные характеристики готовых метизов. В первую очередь это касается штамповки в закрытых штампах. Повышенная прочность объясняется тем, что волокна, ориентированные по форме контура штампа, не обрезаются вместе с заусенцем (безоблойная штамповка).
Область применения
Болтовые соединения высокой прочности предназначены для монтажа сложных строительных конструкций, которые будут подвергаться:
- высоким температурным перепадам;
- осадкам;
- сильным и частым ветрам;
- контакту с химическими веществами.
Так как размеры крепежа, предусмотренные ГОСТом, различаются, области применения метизов обширны:
- станки, оборудование;
- сельхозтехника, машиностроение;
- строительство мостов, зданий;
- судостроение;
- промышленность, производство.
Фрикционное соединение на высокопрочных болтах прекрасно справляется с задачей крепкого и надежного монтажа конструкций, подвергающихся динамическим нагрузкам и вибрациям.
Широкое применение данный крепеж имеет в быту. Он идеален при ремонте квартир, балконов, надежно закрепит любые конструкции на бетонных стенах. Автолюбители не обходятся без таких болтов, ремонтируя свою машину, особенно крепления колес.
Размеры
Размеры высокопрочных болтовых соединений точно соответствуют стандартам ГОСТ 52644:
- Диаметр метизов по возрастанию: от болта М10 (меньшего) до М48 (большего).
- Длина от 40 до 300 мм.
- Вес 1000 штук зависит от диаметра и длины. Его можно определить по соответствующим таблицам по ГОСТ. Масса крепежа М16, к примеру, будет составлять 115-515 кг, М20 – 200-800 кг, а М48 – уже от 2500 до 5000 кг.
- Толщина дополнительного покрытия тоже регулируется ГОСТом, в зависимости от диаметра метизов. Так болты высокопрочные М24 имеют покрытие толщиной 40 мкм, а М16 – 25 мкм.