The method works with single-mode and multimode fiber lasers
The shift to the adoption of lighter, stronger materials in everyday products, from automobiles to consumer electronics, has led to a number of serious problems in welding these structures, especially in high-volume production environments. Examples in the transportation industry include electric vehicle infrastructure, where battery production often requires joining dissimilar, highly reflective materials such as aluminum and copper.
Another related example is the continued use of high-strength steels and aluminum and magnesium composites to reduce vehicle weight. In consumer electronics, the requirement for lightweight designs with high individual thermal and electrical properties continually drives the need for more complex designs, often using thin foil and requiring the joining of dissimilar metals, as well as aluminum and copper, which are very different materials. The medical device industry also necessitates the interconnection of small metal parts, often with dissimilar materials.
The growth of laser welding has continued for over a decade, and the automotive industry, the earliest adopter of the technology, is the first to see the benefits of an automated welding process combined with the inherent benefits of fiber laser technology. However, problems with laser welding of many of the previously described materials remained significant and may explain the slow rate of adoption of laser welding in some applications.
Recently, the introduction of new, cost-effective and easy-to-use technology based on beam oscillation technique is helping to overcome some of these difficulties in welding materials such as copper and aluminum with high-power 1 µm fiber lasers. This method helps overcome porosity and hot cracking problems in laser welding of some materials, thereby helping to simplify assembly fit requirements by a factor of 3-X in some of the examples discussed in this article. With the ability to independently control penetration depth, focused spot oscillation speed, welding speed and weld width, the technique is suitable for welding small, temperature-sensitive assemblies (for medical parts), poorly fitting parts that may have difficulty with conventional laser welding and may be cosmetically attractive when welding with vibrations without the need for post-processing.
Laser welding machines
For this type of welding work, equipment of both mobile and compact types is used; full-size equipment can also be used to connect large parts.
Often for industrial purposes the following machine models are used:
- LAT-S - it is used for laser welding itself, as well as metal surfacing. It has high power, thanks to which you can achieve high performance in terms of performance. It can be equipped with automatic coordinate tables, making it possible to process complex structures at high speed. The machine includes two modules. The first contains a power source and a device for cooling the laser, and the second module is a movable frame where the laser emitter is located. The two modules move easily thanks to the wheels at the base. For stationary work with the machine, immobility is ensured by a special mechanical lock;
- MUL-1 - this machine is small-sized, used for laser welding and surfacing of metals. It can also be used to solder gold and silver. You can weld jewelry with this machine easily and with high precision. The equipment is often used for jewelry repair and production. Small metal parts can be welded without high heat, even joining eyeglass frames is allowed. The device is convenient in that a voltage of 220 V is sufficient for operation. Depending on the selected mode, the power of the device ranges from 1.9 to 2.5 kW;
- LAT-400 - used for connecting large-sized products. The system includes a high-power solid-state laser, power supply and cooling device. The laser has high power and productivity, thanks to which even complex work can be carried out at high speed. The equipment is connected via a three-phase network of 380 V. At peak load, the power of the device is about 13 kW. The installation is equipped with a mechanized system, which is driven by a DC motor. This allows you to easily move the laser head in three planes.
Manual laser welding is carried out using the following devices:
- WELD-WF is a portable device that allows you to carry out work even in hard-to-reach places. It includes a manipulator that connects to the fiber. The generated laser radiation is transmitted along the fiber. Since there is feedback, using the device you can get the highest quality seam compared to equipment that does not have such options. The device has a power of only 1.5 kW and operates on a 220 V network. It is suitable for various repair work when dismantling is difficult or time-consuming;
- The CLW120 is a hand-held, low-power unit that is perfect for work that requires pinpoint precision and laser spot welding. In addition, it can be used to join non-ferrous and ferrous metals, stainless steel or titanium alloys. Equipment power - 10 kW, network requirements - 220 V.
Almost all of the listed devices are equipped with a binocular, which protects vision from the negative effects of the laser beam and at the same time helps to magnify the treatment object several times so that the work is done efficiently and accurately.
Defects due to improper welding
When welding is performed poorly, the following defects are observed on products:
- Burns
- Formation of cracks and pores;
- Lack of welding of seams;
- Sagging, welded shells, craters;
- Foreign inclusions.
This occurs in case of non-compliance with the rules and welding technology during the work process. To work correctly with welding devices, you must have certain skills and knowledge. Therefore, the task of the welder is to correctly configure and set the parameters of the welding machine depending on the material being processed.
Conditions for laser work and safety precautions
Focusing is required to produce a powerful beam. It is achieved through several successive reflections. When the intensity threshold value is exceeded, the flow enters the center of the front mirror, from where it is fed into the guide prisms and exits into the working area. Laser welding is carried out in any conditions: with different options for the location of parts and the depth of penetration. The connection is formed pointwise or continuously.
The welding process has some features that can lead to injury to the worker if safety precautions are not followed:
- There should be no foreign objects in the path of the beam. If a welder's hand gets into the work area, the person gets a deep burn.
- Before starting welding, you need to check the integrity and serviceability of the main elements of the installation. Otherwise, the quality of the seam decreases, and the master risks injury.
- There should be no flammable objects in the workplace.
Application of hybrid installations
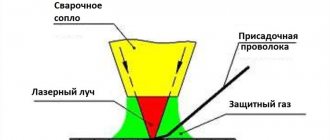
Laser welding of car bodies, various structures with thick elements and components with a gap is carried out using additional filler materials. For these purposes, a wire feed is used, which ignites an electric arc. Thanks to this, the space between the plates is filled and a connection with high strength is created.
Important! When laser welding a car or thick metal structures, the weld pool is protected by blowing with inert gas, which is supplied through a nozzle fixed next to the laser head. Laser welding of bodywork and other high-thickness products is carried out on a table or equipment stands
The process is carried out in several stages:
Laser welding of bodywork and other high-thickness products is carried out on a table or equipment stands. The process is carried out in several stages:
- At the initial stage, the metal is cleaned of scale, oil stains, signs of water, and moisture.
- The parts are then tightly fitted end to end.
- Chemical etching of the surface of a metal product is performed.
- Laser welding is configured with the required parameters set depending on the type of metal being welded.
- Next, the head from the welding equipment is moved to the line where the connection begins, and the welding start button is pressed.
- During the welding process, it is necessary to constantly monitor the beam entering the joint area.
Recommendations
- Carey and Helzer, page 210
- Cieslak, M. (1988). "On the weldability, composition and hardness of pulsed and continuous Nd:YAG laser welding of 6061, 5456 and 5086 aluminum alloys". Metallurgical operations
B.
9
(2): 319–329. Doi:10.1007/BF02654217. S2CID 135498572. - Weman, page 98
- Reinhart, G., Münzert, U. and Vogl, W., 2008. A programming system for robotic remote laser welding with conventional optics. CIRP Annals-Manufacturing Technology, 57(1), pp.37-40.
- Kim, P., Rhee, S. and Lee, K. H., 1999. Automatic training of welding robot for free-form seam using laser vision sensor. Optics and lasers in technology, 31 (3), pp.173-182.
- Cline, H.E.; Anthony, T. R. (1977-09-01). "Thermal treatment and melting of a material by a scanning laser or electron beam." Journal of Applied Physics
.
48
(9):3895–3900. doi:10.1063/1.324261. ISSN 0021-8979. - Sabbaghzadeh, Jamshid; Azizi, Maryam; Torkamani, M. Javad (2008). "Numerical and experimental study of pulsed laser seam welding." Optics and laser technologies
.
40
(2):289–296. doi:10.1016/j.optlastec.2007.05.005. - "Open Source Laser System for Polymer Welding - Appropedia: The Sustainability wiki." www.appropedia.org
. - John J. Laureto, Sergei V. Dessiatun, Michael M. Ohadi, and Joshua M. Pierce. Open source polymer laser welding system: design and characterization of linear multi-layer low-density polyethylene welds. Machines
2016,
4
(3), 14; DOI: 10.3390/machines4030014 - Carey and Helzer, page 209
- ^ a b c d
Steen, William M.;
Mazumder, Jyotirmoy (2010). Laser processing of materials |
SpringerLink . Doi:10.1007/978-1-84996-062-5. ISBN 978-1-84996-061-8. - Cieslak, M. (1988). "On the weldability, composition and hardness of pulsed and continuous Nd:YAG laser welding of 6061, 5456 and 5086 aluminum alloys". Metallurgical operations
B.
9
(2): 319–329. Doi:10.1007/BF02654217. S2CID 135498572. - ^ a b c d
Lee, Jae Y.;
Ko, Sung H.; Farson, Dave F.; Yu, Chung D. (2002). "The mechanism of keyhole formation and stability during stationary laser welding." Journal of Physics D: Applied Physics
.
35
(13): 1570. doi:10.1088/0022-3727/35/13/320. ISSN 0022-3727. - ^ a b c d f f
Chen, Gibo;
Gu, Xiuying; Bi, Juan (2016). "Numerical Analysis of Thermal Effect in Aluminum Alloy Using PRF Pulsed Laser". Optik - International Journal of Light and Electron Optics
.
127
(20):10115–10121. doi:10.1016/j.ijleo.2016.08.010. - ^ a b c d e
Frewin (January 1999).
"Finite element model of pulsed laser welding." Welding journal
.
78
: 15–2. - Cline, H.E.; Anthony, T. R. (1977-09-01). "Thermal treatment and melting of a material by a scanning laser or electron beam." Journal of Applied Physics
.
48
(9):3895–3900. doi:10.1063/1.324261. ISSN 0021-8979. - Sabbaghzadeh, Jamshid; Azizi, Maryam; Torkamani, M. Javad (2008). "Numerical and experimental study of pulsed laser seam welding." Optics and laser technologies
.
40
(2):289–296. doi:10.1016/j.optlastec.2007.05.005.
Bibliography
- Carey, Howard B. and Scott K. Helzer (2005). Modern welding technologies
. Upper Saddle River, NJ: Pearson Education. ISBN 0-13-113029-3. - Veman, Claes (2003). Handbook of Welding Processes
. New York: CRC Press LLC. ISBN 0-8493-1773-8. - Kalpakjian, Serop and Schmid, Stephen R. (2006). Production and technology
5th ed. Upper Saddle River, NJ: Pearson Education. ISBN 0-13-148965-8
How to make a laser cutter in the garage
Everything is ingeniously simple, so to create such equipment, which is capable of cutting out the most beautiful patterns in durable steel, can be made from ordinary scrap materials. To make this you will definitely need an old laser pointer. In addition, you should stock up on:
- A flashlight powered by rechargeable batteries.
- An old DVD-ROM, from which we will need to remove the matrix with a laser drive.
- Soldering iron and set of screwdrivers.
We advise you to study - Power of a three-phase circuit with an asymmetric load
The first step will be to disassemble the drive of the old computer floppy drive. From there we should remove the device. Be careful not to damage the device itself. The drive of the disk drive must be a writer, and not just a reader, the point is in the structure of the device matrix. We won’t go into details now, but just use modern non-working models.
After this, you will definitely need to remove the red diode, which burns the disk while recording information to it. Just took a soldering iron and soldered the fastenings of this diode. Just don't throw it away under any circumstances. This is a sensitive element that can quickly deteriorate if damaged.
When assembling the laser cutter itself, consider the following:
- Where is it better to install a red diode?
- How will the elements of the entire system be powered?
- How the flow of electric current will be distributed in the part.
This dilemma is easily resolved. The diode from the pointer is replaced by a red light from the drive. The pointer should be disassembled with the same care as the disk drive; damage to the connectors and holders will ruin your future laser for cutting metals with your own hands. Once you have done this, you can begin making the homemade case.
To do this, you will need a flashlight and rechargeable batteries to power the laser cutter. Thanks to the flashlight, you will get a convenient and compact item that does not take up much space in your home. The key to equipping such a case is to choose the correct polarity. The protective glass from the former flashlight is removed so that it does not become an obstacle to the directed beam.
The next step is to power the diode itself. To do this, you need to connect it to the battery charging, observing the polarity. Finally, check:
- Reliable fixation of the device in clamps and clamps;
- Device polarity;
- Beam direction.
Fix any inaccuracies, and when everything is ready, you can congratulate yourself on a successfully completed job. The cutter is ready to use. The only thing you need to remember is that its power is much less than the power of its production counterpart, so it cannot handle too thick metal.
Advantages and disadvantages
Like any method, the laser welding process has both its positive and negative sides.
The advantages of laser welding are:
- the ability to join any materials - glass, metal, plastic, ceramics, precious metals and so on;
- the highest precision when performing work;
- the minimum thickness of the welding seam is ensured with its maximum strength;
- the working surface area near the forming seam does not heat up, so the parts are not subject to deformation during the welding process;
- there is no X-ray radiation during operation, no harmful by-products of melting materials are formed;
- to perform metal welding work, you do not need to use flux, additive, or welding electrodes;
- the welding process can be carried out in any, even hard-to-reach areas of the workpiece, as well as at a significant distance from the part from the laser itself;
- welding of workpieces can be performed even if they are placed behind a transparent barrier;
- the welding machine can be quickly reprogrammed and, after completing one type of work, begin performing other tasks.
The disadvantages of the laser welding method are mainly related to the financial component and are as follows:
- the cost of equipment, components and spare parts for a laser device is quite high;
- the efficiency of the welding process directly depends on the reflective characteristics of the workpiece material;
- working with a laser welding machine requires specialists with a high level of education and training;
- The room where the laser welding machine operates must be clean (no dust), with a normal level of air humidity and not subject to vibration fluctuations.
General information about the process
The technology under consideration is a universal process. A wide range of materials can be welded using this method:
- steel: stainless steel;
- high strength;
- low alloy;
- carbon;
Standard welding modes provide for the process to be carried out in a gas protective environment. For these purposes the following is used:
- He – helium;
- Ar – argon;
- N2 – nitrogen (used much less frequently);
- It is possible to use a mixture of other gases.
The basic difference between laser welding and classical technologies is the quality of the connection made.
The laser allows you to make a high-quality seam, the mechanical and physical properties of which are comparable to those of the material being welded.
Laser welding is easily adaptable to any production line and allows for full automation of operating modes.
Another important advantage is the ability to weld elements in one pass, without the need for cutting edges.
The resulting seam has a significant density. At the same time, defects inherent in other welding technologies (for example, porosity, to which aluminum and alloys based on it are most often susceptible) are completely absent.
The formation of pores in the body of the seam reduces the thickness of its actual cross-section. This directly affects, for the worse, the strength and elasticity of the finished product.
COMPARE! Current standards allow a uniform distribution of porosity (when using arc welding) of ≤20%. Similar indicators for laser welding do not exceed 0.8%.
The occurrence of pores cannot be observed in principle, due to the difference in the physical principles underlying the welding processes (laser welding does not require the use of electrodes, arc formation, and has a number of other significant differences).
Types of lasers
When welding metals, two types of lasers are used:
- solid state;
- gas.
This or that type of laser is selected depending on the purpose of using the equipment.
Solid State
In this case, the active body is a ruby rod with glass and an admixture of neodymium or yttrium aluminum garnet, which is doped with neodymium or ytterbium. The rod is located in the lighting chamber. To excite the atoms of the active body, a pump lamp is used, which creates powerful flashes of light.
There are two mirrors at the ends of the active body:
- partially transparent;
- reflective.
The laser beam will come out through a partially transparent mirror, in advance it is reflected many times in the ruby rod and amplified. Solid-state lasers are not very powerful, ranging from 1 to 6 kW.
Using these lasers, only small and not thick parts are welded, most often these are microelectronic objects, for example, thin wire leads with a diameter of 0.01-0.1 mm based on nichrome, gold or tantalum. Spot welding of foil-based products with a point diameter of about 0.5−0.9 mm is also allowed. In the same way, a sealed cathode seam is made on picture tubes of modern televisions.
The cathode is a tube with a length of 2 mm, a diameter of 1.8 mm and a wall thickness of 0.04 mm. A bottom 0.12 mm thick based on a chromium-nickel alloy is welded to such a tube. Such small products are cooked thanks to a high degree of beam focusing, as well as precise dosage of energy by adjusting the pulse duration within certain limits.
Gas
Gas lasers are more powerful; the active body in them is a gas mixture. Gas is pumped from the cylinders using a pump through a gas discharge pipe. Energy excitation of the gas occurs due to an electrical discharge between the electrodes. There are mirrors at the ends of the gas discharge tube. The electrodes are connected to a power source, and the laser itself is cooled using a water system.
The main disadvantage of equipment with longitudinal gas pumping is its dimensions. But lasers with transverse gas pumping are more compact. The total power can be from 20 kW or more, thanks to which it is possible to connect metals with a thickness of up to 20 mm at high speed - about 60 m/h.
The most powerful designs are gas-dynamic. They use gases for operation that are heated to temperatures from 1000 to 3000 K. The gas in them quickly flows through a Lavl nozzle, as a result, adiabatic expansion occurs, and then the gas is cooled in the resonator zone. When cooled, excited molecules move to a lower energy level and coherent radiation is emitted. Pumping can occur using another laser or other powerful energy sources. Powerful structures allow welding steel 35 mm thick at a speed of about 200 m/h.
We advise you to study - Smart sensors and their use
Welding with a laser is carried out under atmospheric conditions; there is no need to create a vacuum, but the molten metal must be protected from air. Typically gases such as argon are used. The process is characterized by the fact that due to the high thermal power of the beam on the surface of the welded product, the metal intensively evaporates. The vapors are ionized, as a result of which the beam is scattered and screened.
Therefore, when high-power equipment is used, in addition to shielding gas, plasma suppression gas is also supplied to the welding zone. It is usually helium, which is much lighter than argon and will not scatter the beam. To simplify the process, you need to use special gas mixtures that have plasma suppression and protective functions. In this case, the burner must supply gas so that it can blow off the ionized steam.
During operation, the beam slowly penetrates into the part and pushes the liquid metal of the weld pool to the rear wall of the crater. This ensures “dagger” penetration under conditions of large depth and small width of the seam.
The high concentration of energy in the beam makes it possible to achieve high operating speeds, and also ensures a good thermal cycle and high strength of the weld metal.
https://youtube.com/watch?v=u1GKNo9wa1w
Conditions and methods of laser welding
Laser welding of stainless steel, alloys and materials must be carried out in accordance with certain specifications. To obtain increased beam power, precise focusing is required. At the moment when the beam intensity indicators become higher than the maximum value, it is passed through the central area of the front mirror and then through a system of guide prisms to the working area.
Laser welding of stainless steel and other metals can be carried out at different locations of the products being welded. The depth of penetration of the metal structure can be adjusted in a wide range - from surface to through. The working process can be carried out with a continuous beam or intermittent pulses.
Note! Laser pulse welding is suitable for joining and processing thin sheet metal products. In addition, this technology can easily weld profiles with complex structures and parts with large thicknesses.
It is worth considering that laser welding of aluminum, copper, stainless steel and other metals can be carried out in several ways:
- Butt method. Does not require additives or flux. There may be a joint between metal products, but its size should be no more than 0.2 mm. The same indicator is considered the limit for focusing the laser beam on the joint. The welding process is carried out using “dagger” penetration of metal surfaces over the entire thickness, while an intensity of laser radiation of up to 1 mW/cm2 is observed. In these situations, the seam needs to be protected from oxidation; argon or nitrogen is suitable for this. But helium can prevent breakdowns of laser radiation.
- Lap method. During welding, the sheets are superimposed on each other, their connection is made by powerful radiation. During welding, local pressure is applied to the products. The maximum gap between the surfaces of metal products during operation should be no more than 0.2 mm.
general characteristics
Laser welding is actively used on an industrial scale to form high-precision and permanent connections.
During laser welding of metal products, special equipment is used, which, with the necessary skills and correctly selected settings, ensures high quality fixation and a neat seam.
Fig.1. Laser welding of metal products
The process of this technology ensures the transformation of the metal element at the junction. The laser beam promotes the process of heating and further melting in the treated area. The laser creates a luminous flux with characteristic monochrome.
The wavelengths are identical. This simplifies the control of flows when focusing lenses or deflecting working prisms. The starting power increases due to the appearance of wave resonance.
The following welding machines are used for laser welding:
- robotic (work without human presence and control);
- automatic;
- semi-automatic.
All three types are characterized by the formation of a laser beam, which affects a certain area and is capable of heating and melting the metal on it.
Equipment for laser welding
Diagram of a laser welding machine.
There are two types of laser welding devices: solid-state and gas machines. To make the right choice of such a device, you need to know the features of each of them.
As noted earlier, a laser welding machine can operate pulsed or continuously. A hand-held solid-state laser system belongs to devices operating according to the second principle. Such devices are based on a solid rod; pink ruby is most often used.
Currents are supplied to the external circuit and the lamp. The lamp generates high-frequency, short-term pulses of light. As a result of the described processes, an ionized laser beam is formed inside the rod. Under the influence of a magnetic field, it is released in the desired direction.
This laser formation technology is characterized by low power. In this regard, it is used for small products, allowing the formation of high-quality seams. This method has become widespread in microelectronics.
Content
- 1 Operation
- 2 Equipment 2.1 Automation and CAM
- 2.2 Lasers 2.2.1 Solid state
- 2.2.2 Gas
- 2.2.3 Fiber
- 3.1 Step 1
- 4.1 Bibliography
Composition and operating principle of welding equipment
All laser welding installations consist of the following functional modules:
- technological laser;
- radiation transport system;
- welding head with focusing lens;
- beam focusing unit;
- mechanisms for moving the welding head and workpiece;
- control system for movement, focusing and laser power.
In welding equipment, two types of lasers are used as radiation generators: solid-state and gas. The power of the former ranges from tens of watts to 6 kW, and of the latter – from units to 25 kW. In solid-state installations, the emitter is a transparent rod of ruby or yttrium aluminum garnet doped with neodymium. And in gas apparatus there is a transparent tube filled with carbon dioxide or gas mixtures.
In addition to the emitter, any laser includes a pump system, an optical cavity, a power supply and a cooling system. The generated light flux passes through the front mirror of the optical resonator to a system of mirrors, which transmits it to the focusing lens of the welding head.
Laser welding machines are available in different configurations: from traditional gantry or console machines with work tables to robotic manipulators with five degrees of freedom. Welding equipment can be controlled manually or automatically. If the installation has a CNC system, then the welding process is carried out automatically according to a given program. In the case of manual laser welding, the operator sets the movements, speeds and parameters of the welding process from a remote control panel.
What is the difference between ready-made models
Cost is the main reason why many craftsmen resort to making a laser cutter with their own hands. And the principle of operation is as follows:
- Thanks to the creation of a directed laser beam, the metal is exposed
- The powerful radiation causes the material to evaporate and escape under the force of the flow.
- As a result, thanks to the small diameter of the laser beam, a high-quality cut of the workpiece is obtained.
The cutting depth will depend on the power of the components. If factory models are equipped with high-quality materials that provide sufficient depth. Then homemade models can handle cutting 1-3 cm.
We advise you to study - Limitations of short circuit currents in electrical networks of industrial enterprises
Thanks to such laser systems, you can make unique patterns in the fence of a private house, components for decorating gates or fences. There are only 3 types of cutters:
- Solid state. The operating principle is based on the use of special types of glass or crystals of LED equipment. These are low-cost production plants that are used in production.
- Fiber. Thanks to the use of optical fiber, it is possible to obtain a powerful flow and sufficient cutting depth. They are analogues of solid-state models, but due to their capabilities and performance characteristics they are better than them. But also more expensive.
- Gas. From the name it is clear that gas is used for operation. It can be nitrogen, helium, carbon dioxide. The efficiency of such devices is 20% higher than all previous ones. They are used for cutting and welding polymers, rubber, glass and even metal with a very high level of thermal conductivity.
In everyday life, without special expenses, you can only get a solid-state laser cutter, but its power, with proper amplification, which was discussed above, is enough to perform household work. Now you have knowledge about making such a device, and then just act and try.
Do you have experience in developing a DIY metal laser cutter? Share with readers by leaving a comment under this article!
Classification of welding modes and scope of application
They use 2 modes of forming connections with a laser:
- Point method. In this case, the unit produces pulsed radiation. This welding method is used to join thin metal workpieces.
- Suture technology. Both pulsed and continuous radiation are used. The weld is formed by overlapping areas of spot heating. The operating speed is determined by the pulse frequency. The method is used to obtain deep connections on thick parts.
- Hybrid method. In this case, filler wire is used. The apparatus is equipped with feeding mechanisms. The consumable material is discharged into the weld pool simultaneously with the movement of the unit head. The method is used to form complex metal structures. The thickness of the wire is selected in accordance with the width of the connection.
The main areas of application of laser technology are:
- Electronics and instrumentation. Laser joins parts of different compositions and thicknesses. The method helps to cook components located near chips of microcircuits or other elements sensitive to high temperatures.
- Automotive industry. Laser welding is used to repair bodywork and aluminum parts.
- Military industry, shipbuilding, nuclear energy. Using the technology under consideration, parts made of titanium, a difficult metal to weld, are connected.
Technology
physical characteristics
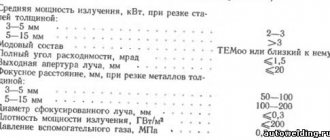
Laser welding of metals differs from other types of welding technologies in its high energy density in the heating spot - up to 1 MW per sq. cm. This ensures a high rate of heating and cooling of the weld zone, which significantly reduces the thermal effect on the heat-affected zone. Therefore, the welding process does not cause structural changes in the material, leading to softening, deformation and cracking.
The size of the focusing spot of an industrial installation can vary from 0.2 to 13 mm. The depth of material penetration is directly proportional to the laser radiation energy, but also depends on the location of the focal plane of the beam. During a welding operation, a zone of molten material is mixed along a predetermined path with a laser beam, creating a weld along the line of motion. It turns out to be narrow and deep, so its shape is fundamentally different from the welds of other welding technologies.
Types and modes of laser welding
Laser welding technology includes two types of welding joints: spot and seam. In this case, industrial installations can generate two types of laser radiation: continuous and pulsed. For a point connection, only pulsed radiation is usually used, and for a suture connection, both continuous and pulsed radiation are used. In the second case, the weld is formed by overlapping pulsed heating zones, so the welding speed depends on the pulse frequency. Spot welding is usually used to join thin metal parts, and seam welding is used to form deep welds.
Hybrid laser welding refers to welding technologies that use filler materials. In this case, welding equipment is supplemented with wire, tape or powder feed mechanisms. Filler materials are fed into the melting zone synchronously with the movement of the welding head, and their thickness corresponds to the width of the weld and the diameter of the spot.
Technological features
The speed of movement and energy modes of the welding process depend on the width of the weld, as well as on the type and thickness of the materials being welded. For example, steel sheets 20 mm thick are welded with a gas laser at a speed of several hundred meters per hour. This figure is an order of magnitude higher than the limiting characteristics of electric arc welding.
Laser technology is especially effective when working with alloy steels, cast iron, titanium, copper, copper alloys, thermoplastics, glass and ceramics. The high energy density in the heating spot destroys surface oxide films, preventing the formation of new oxides. This allows laser beam welding of titanium, aluminum and stainless steel without the use of fluxes or inert gases.
Equipment used and welding process
Installations that allow cooking with an intensified light beam, regardless of the size of the equipment, are of two types: solid-state and using gas. Their principle of working with metal is similar, but their methods of converting light into energy are different. They also differ in efficiency, which affects their use in life.
Solid State Installations
In the video you can see that some devices cook with a laser continuously, while others pulse. The first type of welding is performed with devices based on a solid rod. Pink ruby is often used. When passing light through which the ions release their energy reserves. The ends of the rod are coated with silver, which actively reflects light. As a result of this mirror effect, the ions are directed in a spiral around the rod. Their movement rotates and new ions continue to connect to it. The converted light with amplified energy passes through a series of glasses and is focused by a lens into a beam. The head of the apparatus directs this beam onto the surfaces to be welded. The laser feed is continuous, which makes it possible to weld thin elements. But connecting thicker parts requires concentrated energy. Therefore, other installations were invented.
Gas apparatus
For laser welding, where deep penetration is required, an alternative method for converting light has been developed. The initial source in them is a tube with gas. The tank is covered with mirrors on each side. The electrodes inside produce a discharge that releases electrons in the gas. Photons are copied and the energy of the atoms is increased. Lenses direct the flow of light onto the product. The supply of voltage in a pulse promotes maximum concentration of energy at the output. Thanks to this, welding of metals up to 10 mm thick is possible.
Hybrid installations
To weld thick parts and products with a gap, additional filler material is required. To do this, a wire feed is used, which ignites an electric arc. This allows you to fill the space between the plates and create a high weld seam. The bath is protected by blowing inert gas through a nozzle fixed next to the laser head. It is noticeable in the video that the process is carried out very smoothly: the wire melts along the connection line, and the laser forms a seam from it.
Welding with laser systems is performed on a table or stands from the machine, in the following sequence:
It is important to clean the metal from scale, oil or water; the parts must be fitted tightly into the joint; chemical etching of the metal is performed; the head of the device is brought to the connection start line and the button is activated; constant monitoring of the beam entering the joint area is required.
Welding with amplified and converted light energy allows you to obtain durable and beautiful seams, which is especially important on thin metal products. This ensures high speed of work and safety of the welder.
That is why this type of welding is widely used in industry and repair shops.