Нержавеющую сталь обрабатывают уже более 100 лет, но до сих пор эта процедура сопряжена с технологическими сложностями. Из нержавейки выполняют множество деталей, постепенно вытесняющих углеродистую сталь, которая уже не выдерживает возрастающие нагрузки: для современных механизмов порог прочности углеродистых сталей слишком низок. Прочность и стойкость нержавейки, которая не меняет своих свойств при высокой температуре, давлении и воздействии агрессивных сред, влечет за собой сложность ее механической обработки.
Особенности обработки нержавеющей стали
обработка детали из нержавейки на токарном станке
Твердость и предел растяжимости нержавеющей стали и углеродистой почти одинаковы. Однако совпадают лишь механические значения. Отличается микроструктура, способность к упрочнению во время обработки, устойчивость к коррозии.
При обработке резанием нержавейка сначала упруго деформируется, потом обрабатывается легко, после чего переходит в стадию упрочнения. На этой стадии резание возможно только при значительном увеличении усилий. Все эти стадии проходит во время обработки и обычная сталь, но высоколегированная упрочняется намного заметнее.
Главные проблемы при токарной обработке стали:
- деформационное упрочнение;
- удаление стружки;
- ресурс рабочего инструмента.
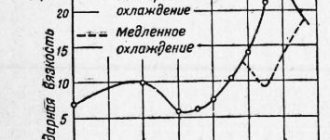
Вязкость. Дополнительную сложность обработке придает пластичность сталей, особенно характерная для жаропрочных марок. Стружка не обламывается, как у углеродистой стали, а завивается длинной спиралью.
Низкая теплопроводность. Слабая теплопроводность нержавейки — ее преимущество при использовании, но недостаток при обработке. В месте резания температура значительно увеличивается, поэтому необходимо охлаждать металл с помощью специальных жидкостей. Они не только устраняют жар, но и предупреждают образование наклепа, облегчают обработку. Наклеп появляется на рабочем инструменте, изменяет его форму и приводит в негодность. Поэтому чаще всего легированные стали обрабатывают на невысоких скоростях и специальными инструментами.
Сохранение свойств. При воздействии жара сталь не теряет твердость и прочность. Это свойство наиболее выражено у жаропрочных сталей и в комбинации с наклепом оно вызывает скорейший вывод из строя резаков, не дает возможность работать на больших скоростях.
Абразивные соединения. В составе нержавеющей стали присутствуют карбидные и интерметаллические соединения микроскопической величины. Повышенная твердость делает их подобием абразива. Резаки стачиваются и требуют постоянной правки и переточки. Трение при токарной обработке нержавейки на порядок больше, чем во время точения углеродистых сплавов.
Неравномерное упрочнение. В процессе точения материал упрочняется неравномерно. Это не очень важно при обработке маленьких деталей. Но серьезно скажется на качестве вала или другой крупной детали.
Воронение металла
Воронение металла можно выполнить не только в производственных, но и в домашних условиях. При этом деталь меняет свой оттенок. Представленная процедура обеспечивает красивый внешний вид изделия, а также улучшает его антикоррозийные свойства. В ходе воронения поверхность нержавеющей стали покрывается очень тонким защитным слоем. Существует несколько способов обработки материала:
Воронение металла
- Щелочное. Процесс требует наличия щелочного раствора с содержанием катализатора окисления. Причем обработка производится при высокой температуре: до 150 градусов.
- Тепловое. Тут необходима соответствующая среда и повышенная температура: атмосфера пароперегрева, аммиачно-спиртовой раствор в парообразном состоянии (но предварительно на поверхность наносится небольшой слой лака).
- Кислотное. Тут необходим физико-химический или электрохимический метод.
Чтобы поверхность нержавейки была гладкой и блестящей, воронение проводится в масле. При использовании химических веществ в качестве красителей поверхности выступают окислы или сам металл. Эта операция представляет собой взаимодействие нержавейки с жидкостными растворами металлических солей.
Средство для воронения металла
При таком способе происходит максимально плотное и тесное сращивание поверхности изделия с красочной пленкой. Состав, используемый для воронения, содержит разные компоненты, консистенцию. А также он отличается текстурой.
Провести процедуру можно в домашних условиях, но ее качество будет не настолько хорошим, как фабричное. Тут используется селитра, лимонная или ортофосфорная кислота. В любом случае к процедуре нужно подходить ответственно и осторожно.
Удаление стружки
стружка нержавейки формирует длинные спирали
Скопление длинных спиральных стружек нарушает процесс обработки. Поэтому, с учетом способности нержавейки к упрочнению во время деформации, разрабатываются особые конструкции стружколомов. Кроме этого, используется интенсивная обработка поверхности охлаждающей смазкой.
Смазка подается изнутри резака под высоким давлением чтобы:
- быстро и заметно снизить температуру резака;
- убрать стружку подальше от резака, чтобы не ускорять его износ;
- раздробить стружку на небольшие частички, которые проще смыть из рабочей зоны.
При токарной обработке изделий из нержавеющей стали широко используется охлаждение под высоким напором. Распыляется раствор непосредственно в место обработки. Попадая на горячую поверхность, жидкость испаряется и отбирает часть тепла. Поверхность охлаждается. Минус этого способа — большой расход охлаждающей жидкости. Но зато срок использования инструмента увеличивается в шесть раз.
В оборонной и высокоточной промышленности сталь при обработке охлаждается углекислотой при температуре -78 градусов. Это дорогой и самый эффективный способ.
Форма стружколома также очень важна. Геометрия его должна быть положительной, чтобы снизить образование тепла. Передний угол с положительным значением уменьшает самоупрочнение материала и появление наплыва на поверхности резака, устраняя главные причины повреждений во время токарной обработки стали.
Стружколом следует использовать только специализированный, для легированных сталей, хотя стружколомы обычно выпускают универсальными, для работы с самыми разными металлами. Производятся специальные стружколомы и резаки для чистовой, черновой и получистовой резки нержавейки. Они выдают наилучшие результаты и увеличивают производительность труда.
Процесс шлифования и полировки
Представленный сплав используется не только для производства различных деталей, но и для изготовления декоративных предметов. Чтобы обеспечить красивый внешний вид нержавеющих поверхностей, производится процедура их шлифования и полировки.
Шлифование
Этот процесс позволяет устранить или уменьшить выраженность дефектов на поверхностном слое материала. Выполняется он вручную или при помощи автоматизированных станков (если нужно сделать большой объем работ). Чаще всего используются такие станки:
- ленточный пневмонапильник;
- аппараты, на которых крепятся шлифовальные ленты;
- барабанно-ленточная машинка.
В домашних условиях шлифовку нержавейки производят с применением абразивных листов. Вся работа осуществляется в такой последовательности:
- удаление сварного шва и прижогов;
- ограничение обрабатываемой области металла при помощи алюминиевого скотча (в 2–3 слоя);
- осуществление поступательно-возвратных движений с применением ручного инструмента, при этом нужно контролировать давление на нержавеющую сталь;
- устранение алюминиевой ленты и ошкуривание последующих областей изделия.
Чтобы при шлифовке нержавейки не испортить материал, нужно предварительно подобрать зернистость абразивной ленты. Для этого используют черновые заготовки металла. А также обработка изделий производится лепестковым кругом.
Полирование
Полировка нержавеющей стали придает ей металлический блеск, делает внешний вид привлекательным. Эта процедура тоже выполняется вручную или на автоматических станках. А также применяется химическая, электрическая и плазменная полировка. В домашних условиях более распространены механические способы.
Полировка нержавеющей стали – финишная стадия работы с представленным материалом, придающая ему товарный вид. На производстве или в домашних условиях производится она войлочным кругом.
Полировка нержавейки — вариации
Самоупрочнение стали во время деформации
Более склонен к самоупрочнению аустенитный тип нержавейки, что доставляет дополнительные сложности при любом виде его обработки. Чем сильнее упрочняется материал, тем быстрее изнашивается резак. Эта проблема менее выражена при использовании специальных режущих пластинок. Поверхности их изнашиваются дольше, а рабочие кромки острее обычных. Острые режущие поверхности успевают обработать деталь до самоупрочнения стали и появления наплывов.
Задача усложняется при работе в несколько этапов. Иногда за один подход невозможно выбрать достаточно металла. Тогда это делают поэтапно. Эффективнее за два подхода снять по 3 мм стали, чем за один 6 мм. Рекомендуется также снимать неодинаковый слой металла за первый и второй подходы, например, 4 мм и 2 мм.
Как просверлить нержавейку. Советы по выбору сверла для нержавейки
В промышленности и повседневной жизни широкое применение нашли детали и предметы, изготовленные из нержавеющих сталей. Нержавейка распространена благодаря своим антикоррозионным свойствам. Стойкость к коррозии значительно продлевает срок службы машиностроительных деталей, строительных металлоконструкций, сантехнических элементов и бытовых предметов. Кроме того большинство марок нержавеющих сталей отличаются высокой твердостью, прочностью и одновременно вязкостью материала. Эти свойства положительно влияют на эксплуатационные характеристики изготовленных из них элементов, но затрудняют их обработку.
Часто в процессе работы с деталями из нержавеющей стали возникает необходимость получения в них отверстий. Просверлить отверстия в нержавейке несколько труднее, чем в обычных нелегированных или слаболегированных сталях. В статье ниже разбираем, как просверлить отверстие в нержавейке.
Режущий инструмент
резцы для обработки нержавейки
Эффект самоупрочнения приводит к быстрому износу резаков. Поэтому разрабатываются специальные формы кромок, переднего угла и особых материалов для резаков по нержавеющей стали.
Существует два вида специализированных режущих инструментов:
- с химически осажденным покрытием режущей кромки (CVD);
- с физически осажденным покрытием (PVD).
Инструменты с химически осажденными покрытиями (CVD) позволяют обрабатывать на токарных станках нержавейку на высоких скоростях, дольше не изнашиваются. Но эти резаки очень тяжело править.
Инструменты с физически осажденными покрытиями (PVD) применяются для аустенитных нержавеек. Они тоньше, чем CVD, с ровной поверхностью и острой режущей частью. Но изнашиваются они быстрее (так как толщина покрытия меньше), работают на меньших скоростях.
Виды резцов
Наивысшую износостойкость показывают резцы с покрытием TiC из твердых сплавов. В процессе производства их цианируют или азотируют. Дорогой и очень эффективный способ укрепления пластин — покрытие нитридом бора кубическим.
Твердосплавные резцы ВК3, Т15К6 и Т30К4 достаточно прочны, тверды и длительное время не изнашиваются. Большей вязкостью отличаются Т5 К110 и Т5К7, они изнашиваются быстрее. А вот для ударных нагрузок предпочтительнее использовать пластины с напайками высокой вязкости ВК8 и ВК6А.
Заточка резцов
Техника сверления
Сверление отверстия более 6 миллиметров необходимо производить в два этапа. Сначала сверлится отверстие диаметром до 5мм, а потом доводится до необходимого диаметра. Отсутствие внутренних напряжений перед сверлением упростят и расширят диапазон режимных параметров. Это продлит срок службы сверла, позволит избежать перегрева поверхности.
Перед тем как сверлить нержавеющую сталь выясните ее марку, толщину, рекомендуемые режимные параметры сверления. Определитесь с охлаждающей жидкостью. Если таковая отсутствует, можно использовать растительное масло (оливковое или подсолнечное), смалец, эмульсию хозяйственного мыла в воде.
Источник статьи: https://solidiron.ru/steel/osnovy-sverleniya-nerzhaveyushhejj-stali-vybor-sverla-dlya-nerzhavejjki.html
Технологии обработки
Существуют приемы, позволяющие минимизировать отрицательные свойства нержавеющей стали:
- минимизировать толщину снимаемого слоя металла и увеличить скорость вращения шпинделя — обработанная таким образом поверхность получится более шероховатая;
- использовать кислоту в качестве смазки — значительно повышает износостойкость резаков, предотвращает появление наклепа, но приводит к быстрому разрушению токарного станка, а также плохо влияет на здоровье человека.
Видеоролик демонстрирует процесс изготовления штуцеров из нержавеющей стали:
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса. Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.
Сверление мойки
Часто возникает вопрос о том, как просверлить отверстие в мойке из нержавейки. Тут важно понимать, что сначала мойку следует демонтировать, чтобы не повредить сантехнические элементы и тумбочку. Затем мойку нужно установить на ровную горизонтальную поверхность. Далее размечается место будущего отверстия и производится его кернение. Если отверстие предназначено для установки смесителя и имеет большой диаметр, то лучше использовать конусное ступенчатое сверло, поскольку металл корпуса мойки тонкостенный.
Если же вы сомневаетесь в том, как просверлить нержавейку дрелью, то больших особенностей от изложенной выше технологии нет. Главное использовать подходящее сверло и обеспечить его хорошую центровку. Используйте дрель с регулировкой оборотов, крутящий момент установите на положение, близкое к максимальному. Ручная дрель может помочь в получении отверстия диаметром до 10 – 12 миллиметров.
Способы улучшения стружкоудаления
Токарная обработка – это процесс, в результате которого образуется длинная витая стружка, накапливание которой затрудняет работу. Для удаления стружки нержавеющих сталей предлагается использовать режущий инструмент с внутренней подачей СОЖ под давлением, что особенно эффективно для высоколегированных сталей. Применение такого инструмента обеспечивает:
- эффективное охлаждение режущей кромки;
- ломку стружки на мелкие частицы, облегчающую ее быстрое удаление из зоны реза.
Минусом такого способа является большой расход охлаждающей жидкости. На высокоточных производствах и в военной промышленности применяют самый дорогой и эффективный метод – охлаждение с использованием углекислоты.
Важную роль в обработке нержавейки на токарном станке играет конструкция стружколома. Специализированный инструмент для коррозионностойких сталей должен иметь положительный внешний угол, который снижает самоупрочнение и нарост металла на режущей кромке.
Сатинирование — это… Что такое Сатинирование?
Сатинирование — декоративная обработка металла механическим, химическим или электрохимическим способом для получения полублестящей поверхности от микронеровностей. Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг. Главный редактор Н.П. Лякишев. 2000.
Синонимы:
- satin finishing
- weldability
Смотреть что такое «Сатинирование» в других словарях:
- сатинирование — каландрирование, сатинировка Словарь русских синонимов. сатинирование сущ., кол во синонимов: 2 • каландрирование (6) • … Словарь синонимов
- сатинирование — я, ср. satiner, нем. satinieren. Действие по зн. глаг. сатинировать. БАС 1. Лекс. Толль 1864: сатинирование; БАС 1: сатини/рование … Исторический словарь галлицизмов русского языка
- САТИНИРОВАНИЕ — придание блеска и лоска бумаге, кот. для этой цели помещают между полирован. цинковыми досками и пропускают между вальцами. Словарь иностранных слов, вошедших в состав русского языка. Павленков Ф., 1907 … Словарь иностранных слов русского языка
- сатинирование — Декоративная обработка основного покрываемого металла и (или) покрытия механическим, химическим или электрохимическим способом для получения полублестящей поверхности за счет микронеровностей. Тематики покрытия металл. и неметалл … Справочник технического переводчика
- Сатинирование — (от фр. satin атлас) то же, что и Каландрирование. См. также: Глазировка бумаги … Реклама и полиграфия
- сатинирование — satinavimas statusas T sritis chemija apibrėžtis Dekoratyvinis apdorojimas pusiau blizgiam tekstūruotam paviršiui gauti. atitikmenys: angl. satin finishing rus. сатинирование … Chemijos terminų aiškinamasis žodynas
- Сатинирование — в обойном производстве см. Обойное производство … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
- Сатинирование — ср. процесс действия по несов. гл. сатинировать Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
- сатинирование — сатин ирование, я … Русский орфографический словарь
- Ндп. Сатинирование бумаги (картона) — 40. Лощение бумаги (картона) Придание бумаге (картону) лоска с помощью фрикционного или лощильного каландра, станка или цилиндра бумагоделательной (картоноделательной) машины Источник: ГОСТ произвощдство*: Производство бумаги и картона. Термины и … Словарь-справочник терминов нормативно-технической документации